Procedimiento para la fabricación de una pieza compuesta que comprende una pieza moldeada en forma de barra y una cinta adhesiva y una pieza compuesta de este tipo.
Procedimiento para la fabricación de una pieza compuesta que comprende una pieza moldeada en forma de barra (1) y una cinta adhesiva (2) para el empleo como obturación y/o revestimiento en una carrocería de automóvil,
en el que la pieza moldeada en forma de barra (1) se moldea por inyección en una herramienta de moldeo (5) y entre la pieza moldeada en forma de barra (1) y la cinta adhesiva (2) se crea una unión por material, disponiéndose la cinta adhesiva (2) en la herramienta de moldeo (5) con la formación de una sección de pared (11) que limita el espacio de moldeo (9) de la herramienta de moldeo (5), caracterizado por que la unión por material se produce directamente entre la pieza moldeada en forma de barra (1) y la cinta adhesiva (2) mediante la inyección de la pieza moldeada en forma de barra (1) en la cinta adhesiva (2).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E13004802.
Solicitante: CQLT SaarGummi Technologies S.à.r.l.
Nacionalidad solicitante: Luxemburgo.
Dirección: 9, Op der Kopp 5544 Remich LUXEMBURGO.
Inventor/es: SCHMIDT,TOBIAS, MICOUT,VINCENT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B60J10/08
PDF original: ES-2550497_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de una pieza compuesta que comprende una pieza moldeada en forma de barra y una cinta adhesiva y una pieza compuesta de este tipo
La presente invención se refiere a un procedimiento para la fabricación de una pieza compuesta que comprende una pieza moldeada en forma de barra y una cinta adhesiva para el empleo como obturación y/o revestimiento en una carrocería de un automóvil, en el que la pieza moldeada en forma de barra se moldea por inyección en una herramienta de moldeo y entre la pieza moldeada en forma de barra y la cinta adhesiva se crea una unión por material, disponiéndose la cinta adhesiva en la herramienta de moldeo bajo la formación de una sección de pared que limita el espacio de moldeo de la herramienta de moldeo.
Un procedimiento de este tipo se conoce por el documento US 6.012.760 A que forma el estado de la técnica más próximo. En este caso una barra de obturación se fabrica mediante extrusión, la cual presenta una superficie plana sobre un lado superior o sobre un lado inferior sobre la cual se aplica una cinta adhesiva. Sobre el lado que está opuesto a la cinta adhesiva se encuentra una barra hueca así como nervaduras en sección transversal. Para la fabricación de una pieza compuesta curvada se recorta una sección de la barra de obturación de tal manera que, contemplado en la sección transversal, las nervaduras anteriormente mencionadas y la sección de obturación están retiradas y únicamente permanece una sección en forma de banda del material de extrusión entre dos secciones de barra de obturación sobre cuya pared lateral exterior está fijada la cinta adhesiva. La barra de obturación recortada y obtenida de esta manera se inserta en un molde de inyección de tal manera que ejes longitudinales de las secciones de barra de obturación que todavía están unidas a través de la sección en forma de bandas están dispuestas transversalmente unas hacia otras. En la etapa de procedimiento siguiente un material elastómero se inyecta en el lado opuesto a la cinta adhesiva de la sección en forma de banda, de manera que se origina una pieza compuesta que, en sección transversal, presenta la geometría de la barra de obturación original de manera que, a pesar del acodamiento de 90 °, se presenta una sección transversal constante por la barra de obturación.
Además se conoce un procedimiento de este tipo por el documento WO 2004/058477 A1. En primer lugar se fabrica una barra de obturación extruida que en el lado inferior presenta una base de perfil en cuyo lado exterior se aplica una cinta adhesiva de dos lados. En el lado opuesto a la cinta adhesiva están conformados en la base de perfil faldas de obturación así como una sección de obturación que presenta una cámara hueca. Para la fabricación de una pieza compuesta se estampa una parte superior de la barra de obturación por encima de la base de perfil. La barra de obturación fabricada de esta manera se inserta después en un molde de moldeo por Inyección de tal manera que ejes longitudinales de secciones de barra de obturación que están unidas además a través de la base de perfil y la cinta adhesiva pegada sobre la base de perfil están situados unos respecto a otros en un ángulo previamente fijado. Después un material elastómero termoplástico se inyecta de manera que se fabrica una pieza compuesta acodada de manera que se produce una pieza compuesta acodada que presenta una sección transversal constante que corresponde a la de la barra de obturación original. También en este procedimiento, entre la cinta adhesiva y el material inyectado está dispuesta una capa intermedia de material de extrusión.
En el caso de la prefabricación conocida por el uso de piezas moldeadas en forma de barra dotadas con una cinta adhesiva para fines de obturación la cinta adhesiva se pega a la pieza moldeada en forma de barra después de su fabricación mediante moldeo por inyección en una operación manual costosa. El gasto para ello es especialmente elevado si la pieza moldeada en forma de barra se desvía de una forma recta y está curvada, especialmente doblada de manera tridimensional.
La invención se basa en el objetivo de crear un nuevo procedimiento para la fabricación de una pieza moldeada en forma de barra prefabricada, con una cinta adhesiva del tipo mencionado al principio que requiera menos gasto de trabajo.
El procedimiento que resuelve este objetivo se caracteriza por que la unión por material se produce directamente entre la pieza moldeada en forma de barra y la cinta adhesiva mediante inyección de la pieza moldeada en forma de barra en la cinta adhesiva. De manera ventajosa, en el resultado del moldeo por inyección se origina una pieza compuesta que comprende la pieza moldeada en forma de barra y la cinta adhesiva en una única operación. El gasto para la colocación de la cinta adhesiva en la herramienta de moldeo es reducido en comparación con el gasto para la adhesión posterior de pieza moldeada en forma de barra y cinta adhesiva de acuerdo con el estado de la técnica.
De manera conveniente la cinta adhesiva se inserta en la herramienta de moldeo en un asiento que sujeta la cinta adhesiva. El asiento facilita la colocación y asegura además automáticamente la posición correcta de la cinta adhesiva dentro de la herramienta de moldeo.
En particular la cinta adhesiva se inserta en la herramienta de moldeo en una ranura, especialmente una ranura destalonada. En la ranura puede sujetarse la cinta adhesiva mediante apriete, ocupándose el destalonamiento adicionalmente de una unión por arrastre de forma.
De manera conveniente la ranura después de la inserción de la cinta adhesiva y antes de la inyección de la pieza moldeada en forma de barra se estrecha otra vez, de manera que la fuerza de sujeción aumenta adicionalmente y se asegura un posicionamiento estable de la cinta adhesiva durante el proceso de inyección. La herramienta de moldeo puede presentar de manera correspondiente elementos móviles que pueden desplazarse para la modificación del ancho de ranura.
De esta manera la ranura puede ensancharse de nuevo de manera conveniente durante el desmolde de la pieza moldeada en forma de barra unida por material con la cinta adhesiva de modo que la pieza compuesta fabricada desde la pieza moldeada en forma de barra y la cinta adhesiva puede desmoldarse de manera sencilla y cuidadosa.
De manera conveniente, durante el moldeo por inyección de la pieza moldeada en forma de barra se introduce material en varios lugares en el espacio de moldeo para asegurar un llenado rápido y completo del espacio de moldeo.
Para la fijación segura de la cinta adhesiva dentro de una herramienta de moldeo pueden servir también canales que cargan con presión negativa o vacío, que aspiran la cinta adhesiva.
En particular, durante el moldeo por inyección de la pieza moldeada en forma de barra se introduce material en el espacio de moldeo bajo el paso del chorro de introducción en la sección de pared de moldeo formada mediante la cinta adhesiva. De esta manera se impide que la pared de espacio de moldeo se deforme sin querer mediante la barra de material inyectado.
La sección de pared de moldeo formada mediante la cinta adhesiva puede comenzar a fundirse para la creación de la unión por material durante el moldeo por inyección de la pieza moldeada en forma de barra y/o modificarse químicamente.
La pieza moldeada en forma de barra de la pieza compuesta fabricada según el procedimiento de acuerdo con la invención consta preferentemente de un material termoplástico que se enfría y se solidifica rápidamente en la herramienta de moldeo.
Se entiende que una pieza moldeada en forma de barra para fines de obturación se fabrica de manera conveniente a partir de un material elastómero termoplástico.
A la cinta adhesiva puede corresponder cualquier otra función más allá de la función adhesiva mencionada, por ejemplo, un acolchado.
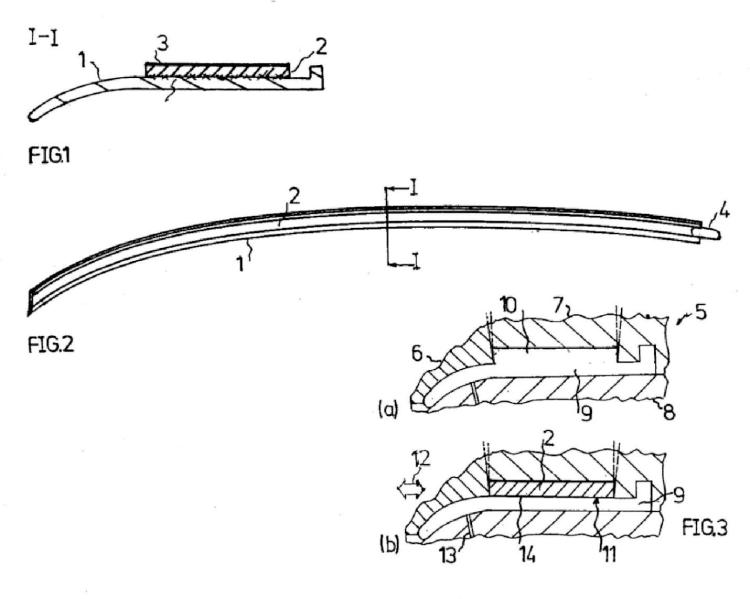
La invención se explica a continuación adicionalmente mediante ejemplos de realización y dibujos adjuntos que se refieren a estos ejemplos de realización. Muestran:
la figura 1 una pieza compuesta que comprende una pieza moldeada en forma de barra y una cinta adhesiva de acuerdo con la invención en una vista en sección transversal, la figura 2 la pieza compuesta de la figura 1 en una vista lateral y
la figura 3 una representación que explica la fabricación de la pieza compuesta de las figuras 1 y 2 en una
herramienta de moldeo.
Una pieza moldeada en forma de barra 1 de material elastómero termoplástico prevista para la fijación adhesiva, que sirve como deflector de agua en una hendidura de carrocería está prefabricada con una cinta adhesiva 2. La superficie... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una pieza compuesta que comprende una pieza moldeada en forma de barra (1) y una cinta adhesiva (2) para el empleo como obturación y/o revestimiento en una carrocería de automóvil, en el que la pieza moldeada en forma de barra (1) se moldea por inyección en una herramienta de moldeo (5) y entre la pieza moldeada en forma de barra (1) y la cinta adhesiva (2) se crea una unión por material, disponiéndose la cinta adhesiva (2) en la herramienta de moldeo (5) con la formación de una sección de pared (11) que limita el espado de moldeo (9) de la herramienta de moldeo (5), caracterizado por que la unión por material se produce directamente entre la pieza moldeada en forma de barra (1) y la cinta adhesiva (2) mediante la inyección de la pieza moldeada en forma de barra (1) en la cinta adhesiva (2).
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado por que la cinta adhesiva (2) se inserta en un asiento (10) que sujeta la cinta adhesiva (2) en la herramienta de moldeo (5).
3. Procedimiento de acuerdo con las reivindicaciones 1 o 2, caracterizado por que la cinta adhesiva (2) se inserta en una ranura abierta hacia el espacio de moldeo (9) de la herramienta de moldeo (5), en particular una ranura (10) destalonada.
4. Procedimiento de acuerdo con la reivindicación 3, caracterizado por que la ranura (10) destalonada se estrecha después de la inserción de la cinta adhesiva (2) y antes de la inyección de la pieza moldeada en forma de barra (1).
5. Procedimiento de acuerdo con la reivindicaciones 3 o 4, caracterizado por que durante la inserción la cinta adhesiva (2) se encaja en la ranura (10) destalonada.
6. Procedimiento de acuerdo con una de las reivindicaciones 3 a 5, caracterizado por que la ranura (10) destalonada se ensancha para el desmolde de la pieza moldeada en forma de barra (1) en unión material con la cinta adhesiva (2).
7. Procedimiento de acuerdo con una de las reivindicaciones 1 a 6, caracterizado por que en el moldeo por inyección de la pieza moldeada en forma de barra (1) se introduce material en el espacio de molde (9) en varios lugares repartidos a lo largo del espacio de moldeo (9).
8. Procedimiento de acuerdo con una de las reivindicaciones 1 a 7, caracterizado por que en el moldeo por inyección de la pieza moldeada en forma de barra (1) se introduce material en el espacio de moldeo (9) pasando el chorro de inyección por la sección de pared (11) del espacio de moldeo (9) formada por la cinta adhesiva (2).
9. Procedimiento de acuerdo con una de las reivindicaciones 1 a 8, caracterizado por que la sección de pared (11) del espacio de moldeo (9) formada por la cinta adhesiva (2) comienza a fundirse y/o se modifica químicamente durante el moldeo por inyección de la pieza moldeada en forma de barra (1) produciendo la unión por material entre la pieza moldeada en forma de barra (1) y la cinta adhesiva (2).
10. Pieza compuesta que comprende una pieza moldeada en forma de barra (1) fabricada en una herramienta de moldeo (5) mediante moldeo por inyección y una cinta adhesiva (2) para el empleo como obturación y/o revestimiento en una carrocería de automóvil en donde la cinta adhesiva (2), siguiendo un curso de flexión de la pieza moldeada en forma de barra (1), está unida por material con la pieza moldeada en forma de barra (1), caracterizada por que la unión por material entre la pieza moldeada en forma de barra (1) y la cinta adhesiva (2) se produce mediante una inyección directa de la pieza moldeada en forma de barra (1) en la cinta adhesiva (2) colocada en la herramienta de moldeo (5).
11. Pieza compuesta de acuerdo con la reivindicación 10, caracterizada por que la unión por material está formada por una capa (14) unida a la cinta adhesiva (2) que puede comenzar a fundirse y/o modificarse químicamente mediante el material de inyección caliente.
Patentes similares o relacionadas:
Elemento de protección, elemento de hormigón y procedimiento para la fabricación de un elemento de hormigón, del 22 de Julio de 2020, de HERRENKNECHT AG: Elemento de protección para la conexión con un elemento de hormigón de una entibación de túnel, que presenta al menos una sección de protección , […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Máquina para la fabricación de artículos tridimensionales, que comprende un módulo de recepción configurado para recibir un molde (M1) formado por un cuerpo (M2) y […]