Procedimiento de fabricación de una pieza de estructura de vehículo automóvil, pieza de estructura, traviesa de cara delantera técnica y viga de parachoques.
Procedimiento de fabricación de una pieza de estructura (10) de vehículo automóvil,
que comprende una capa metálica (12), estabilizada por un elemento (13) de estabilización mecánica de material termoplástico, caracterizado porque comprende las etapas siguientes: - conformar la capa metálica (12) previamente recubierta con un revestimiento de superficie (16) reactivable que sirve de interfaz de unión mecánica con el material termoplástico del elemento (13) de estabilización mecánica, siendo el revestimiento de superficie (16) realizado en un material que comprende un producto compatible con el material termoplástico del elemento de estabilización (13), y - aplicar el material termoplástico que constituye el elemento (13) de estabilización mecánica.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04293164.
Solicitante: COMPAGNIE PLASTIC OMNIUM.
Nacionalidad solicitante: Francia.
Dirección: 19, AVENUE JULES CARTERET 69007 LYON FRANCIA.
Inventor/es: CHERON, HUGUES, ANDRE, GERALD, LACROIX, THIBAULT, BONNEAU,ERIC.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B62D25/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › B62D 25/00 Subconjuntos de carrocería; Elementos o detalles de ellos no previstos en otro lugar. › Capós o tapas.
- B62D25/16 B62D 25/00 […] › Guardabarros o aletas; Paneles que cubren las ruedas (equipados de medios para quitar las ruedas o neumáticos de materias extrañas B60S).
- B62D65/00 B62D […] › Diseño, fabricación, p.ej. ensamblado o medidas encaminadas a facilitar el desensamblaje o la modificación estructural de vehículos de motor o remolques, no previstos en otro lugar.
Fragmento de la descripción:
Procedimiento de fabricación de una pieza de estructura de vehículo automóvil, pieza de estructura, traviesa de cara delantera técnica y viga de parachoques.
La presente invención se refiere a un procedimiento de fabricación de una pieza de estructura de vehículo automóvil, a una pieza de estructura, a una traviesa de cara delantera técnica y a una viga de parachoques.
Las exigencias actuales en el campo del automóvil llevan a los constructores a utilizar unas piezas de estructura a la vez rígidas, para aumentar la seguridad de los pasajeros, y ligeras, para limitar el peso y por tanto el coste de utilización del vehículo.
Se conoce ya, en el estado de la técnica, una pieza de estructura de este tipo, tal como una viga de parachoques, que combina la rigidez de los materiales metálicos y la ligereza de los materiales plásticos. Para ello, dicha viga "híbrida" está constituida por una chapa embutida, ensamblada con un elemento de estabilización mecánica de material termoplástico, tal como un conjunto de nervaduras de rigidización.
Un ejemplo de pieza de estructura que comprende una chapa de acero, eventualmente provista de un agente de adherencia, llena de material termoplástico, se describe en el documento FR-2 793 438.
Generalmente, el material plástico y la chapa son solidarizados por unas uniones pasantes, que pueden estar constituidas por unas porciones de material plástico, obtenidas por sobremoldeado de este último sobre la chapa, como en los documentos EP-0 370 342 y FR-2 781 713, o por engatillado, como en el documento FR-2 800 030.
El problema de este tipo de viga consiste en que el ensamblaje de la chapa con el material plástico necesita realizar unos orificios pasantes en uno de los dos materiales. Estos orificios fragilizan la chapa o el elemento de estabilización de material plástico, tanto más cuando la unión entre la chapa y el material plástico se realiza de forma puntual.
Una solución podría ser pegar el elemento de estabilización de material plástico sobre la chapa, de manera que se obtenga una unión continua. Sin embargo, este procedimiento no se ha practicado en razón de la dificultad de alcanzar el interior de la chapa embutida y de los costes adicionales de aplicación de la cola en unos puntos precisos.
La presente invención prevé evitar estos inconvenientes proponiendo un procedimiento de fabricación de una pieza de estructura de vehículo automóvil, en el cual el metal y el material plástico son ensamblados sin realizar orificios en la chapa metálica o en el material termoplástico, simplificando al mismo tiempo este ensamblaje.
Con este fin, la invención tiene por objeto un procedimiento de fabricación de una pieza de estructura de vehículo automóvil, que comprende una capa metálica, estabilizada por un elemento de estabilización mecánica de material termoplástico, caracterizado porque comprende las etapas siguientes:
Así, dicho procedimiento permite obtener una pieza de estructura híbrida en la cual ni la capa metálica ni el elemento de estabilización están perforados. Además, gracias al revestimiento de superficie, la unión entre la capa metálica y el elemento de estabilización de material plástico es continua, por lo tanto mejor.
Por elemento de estabilización, se entiende un elemento que permite limitar los esfuerzos soportados por la capa metálica cuando tiene lugar la solicitación a flexión o a torsión. El elemento de estabilización puede comprender por ejemplo una nervadura de rigidización, o una capa de material plástico.
Según un modo de realización preferido de la invención, la conformación de la capa metálica comprende una etapa de plegado o de embutición.
Eventualmente, se aplica el material termoplástico por sobremoldeado de la capa previamente recubierta. Así, contrariamente al caso de las uniones pasantes que imponen para cada punto de unión una cantidad de material termoplástico mínima para el comportamiento de la unión, el procedimiento según la invención permite aportar una cantidad de material exactamente suficiente para la estabilización mecánica de la capa metálica en un punto preciso, y esto a bajo coste.
El revestimiento de superficie está realizado en un material reactivable, preferentemente en caliente. Así, este material sólo reacciona a una cierta temperatura, tal como la temperatura a la cual es inyectado el material termoplástico de la nervadura de rigidización, lo que permite conformar la capa metálica sin que el revestimiento de superficie se ligue a las herramientas de conformado.
Según un primer modo de realización, el recubrimiento previo de la capa metálica con el revestimiento de superficie se realiza separadamente, en cuanto se fabrica la capa metálica, por ejemplo en forma de una chapa. La chapa previamente recubierta es conformada ulteriormente y el material termoplástico es aplicado sobre la chapa previamente recubierta conformada, de acuerdo con la invención.
Según un segundo modo de realización, el recubrimiento previo se realiza inmediatamente antes de la conformación de la capa metálica.
Eventualmente, la capa metálica recubierta por el revestimiento de superficie comprende una zona, denominada zona libre, no cubierta por el elemento de estabilización de material plástico. Esta zona libre puede servir de interfaz de unión con otro componente distinto del elemento de estabilización. Así, es posible, reactivando de nuevo la zona libre, hacerla reaccionar de forma que el revestimiento de superficie pueda servir de medio de fijación de otros componentes, tales como unos componentes fijados optativamente según el vehículo.
Una pieza de estructura según la invención puede comprender además una o varias de las características siguientes:
La invención se refiere asimismo a una pieza de estructura de vehículo automóvil obtenida mediante la aplicación de un procedimiento del tipo citado, por ejemplo una traviesa de cara delantera técnica o una viga de parachoques.
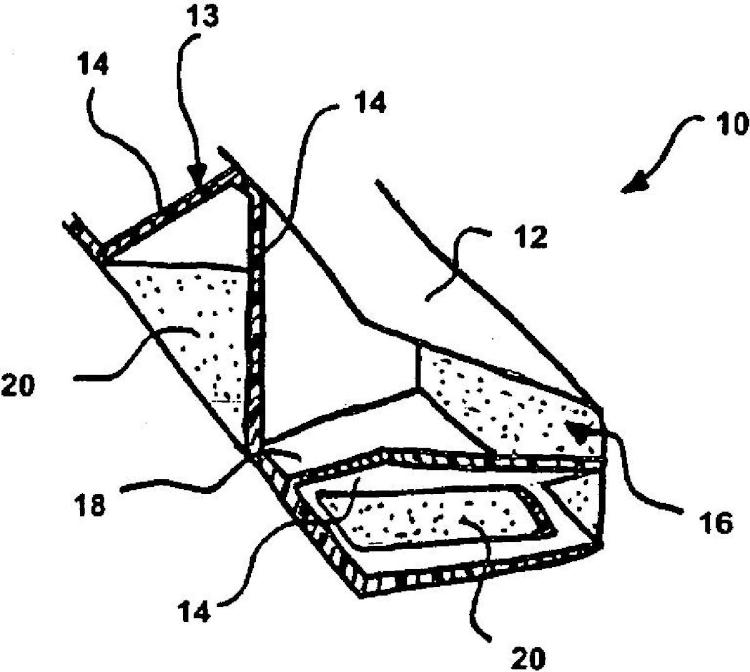
La invención se pondrá más claramente de manifiesto a partir de la lectura de la descripción siguiente, dada únicamente a título de ejemplo y con referencia a la figura única adjunta, que representa una vista en perspectiva de una parte de una pieza de estructura según la invención.
La pieza de estructura representada en la figura única es una viga 10 de parachoques anterior o posterior. Esta viga 10 comprende una capa metálica 12, de sección en U, realizada por embutición de una chapa.
La viga 10 comprende asimismo, en el interior de la capa en U, un elemento de estabilización 13, realizado en un material termoplástico tal como el polipropileno, destinado a limitar los esfuerzos soportados por la capa metálica 12 cuando tienen lugar solicitaciones a flexión o a torsión. El elemento de estabilización 13 representado en la figura comprende a la vez unas nervaduras de rigidización 14, que atraviesan el interior de la capa 12, y unas zonas de estabilización 18, dispuestas en sobreespesor en el interior de la capa 12.
Según otro modo de realización, el elemento de estabilización de material termoplástico está compuesto únicamente por nervaduras de rigidización, o únicamente por una capa en sobreespesor, uniforme o no.
Gracias a los dos componentes 12 y 13, realizados en un material diferente, la viga 10 ofrece una buena inercia y una buena resistencia a la torsión, siendo al mismo...
Reivindicaciones:
1. Procedimiento de fabricación de una pieza de estructura (10) de vehículo automóvil, que comprende una capa metálica (12) , estabilizada por un elemento (13) de estabilización mecánica de material termoplástico, caracterizado porque comprende las etapas siguientes:
2. Procedimiento según la reivindicación 1, en el que el elemento de estabilización (13) comprende una nervadura de rigidización (14) .
3. Procedimiento según cualquiera de las reivindicaciones 1 y 2, en el que el elemento de estabilización (13) comprende una capa de material plástico (18) .
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, en el que la conformación de la capa metálica (12) comprende una etapa de plegado o de embutición.
5. Procedimiento según cualquiera de las reivindicaciones 1 a 4, en el que se aplica el material termoplástico por sobremoldeado de la capa (12) previamente recubierta.
6. Procedimiento según cualquiera de las reivindicaciones 1 a 5, en el que el revestimiento de superficie (16) y el elemento de estabilización (13) comprenden un producto común.
7. Procedimiento según cualquiera de las reivindicaciones 1 a 6, en el que el revestimiento de superficie (16) comprende un producto ligante y, por el lado opuesto a la capa metálica (12) , una película de material termoplástico realizada en el mismo material que el elemento de estabilización (13) , de manera que favorezca la adherencia del elemento de estabilización sobre el revestimiento de superficie (16) .
8. Procedimiento según cualquiera de las reivindicaciones 1 a 7, en el que el elemento de estabilización (13) está realizado en propileno o poliamida.
9. Procedimiento según cualquiera de las reivindicaciones 1 a 8, en el que el revestimiento de superficie (16) comprende polipropileno o poliamida.
10. Procedimiento según cualquiera de las reivindicaciones 1 a 9, en el que la capa metálica (12) recubierta con el revestimiento de superficie (16) presenta una zona (20) , denominada zona libre, no recubierta por el elemento de estabilización (13) de material termoplástico.
11. Procedimiento según la reivindicación 10, en el que la zona libre (20) sirve de interfaz de unión con otro componente distinto que el elemento de estabilización (13) .
12. Procedimiento según cualquiera de las reivindicaciones 1 a 11, en el que el recubrimiento previo de la capa metálica (12) con el revestimiento de superficie (16) se realiza en cuanto se fabrica la capa metálica (12) .
13. Procedimiento según cualquiera de las reivindicaciones 1 a 11, en el que el recubrimiento previo de la capa metálica (12) con el revestimiento de superficie (16) se realiza inmediatamente antes de la conformación de la capa metálica (12) .
14. Pieza de estructura (10) de vehículo automóvil fabricada mediante la aplicación del procedimiento según cualquiera de las reivindicaciones 1 a 13.
15. Traviesa de cara delantera técnica según la reivindicación 14.
16. Viga de parachoques según la reivindicación 14.
Patentes similares o relacionadas:
Procedimiento de ensamblaje de una bisagra de puerta de vehículo automóvil con control de posición, del 8 de Abril de 2020, de PSA Automobiles SA: Procedimiento de ensamblaje de al menos una bisagra de puerta de vehículo con un nudillo fijo (1a) ensamblado a un elemento de estructura […]
 Dispositivo y procedimiento para la sincronización del movimiento de un medio de mecanizado automático con el movimiento de una pieza de trabajo, del 31 de Julio de 2019, de SIEMENS AKTIENGESELLSCHAFT: Dispositivo para la sincronización del movimiento de un medio de mecanizado automático (BM) con el movimiento de una pieza de trabajo (WS) transportada durante el mecanizado […]
Dispositivo y procedimiento para la sincronización del movimiento de un medio de mecanizado automático con el movimiento de una pieza de trabajo, del 31 de Julio de 2019, de SIEMENS AKTIENGESELLSCHAFT: Dispositivo para la sincronización del movimiento de un medio de mecanizado automático (BM) con el movimiento de una pieza de trabajo (WS) transportada durante el mecanizado […]
Material de absorción y protección acústica y procedimiento para fabricar el mismo, del 22 de Mayo de 2019, de HYUNDAI MOTOR COMPANY: Un material de absorción acústica que comprende: una tela no tejida que comprende una cantidad de aproximadamente el 30 % en peso a aproximadamente […]
Sistema de montaje y secuenciación de carrocerías de vehículos, del 29 de Abril de 2019, de Comau LLC: Un procedimiento de montaje y organización de carrocerías de vehículos antes de pintar las carrocerías de vehículos, comprendiendo el procedimiento las etapas de: […]
Dispositivo para proporcionar aparatos de sujeción y/o de mecanizado y sistema, del 21 de Febrero de 2018, de ThyssenKrupp System Engineering GmbH: Dispositivo para proporcionar aparatos de sujeción y/o de mecanizado para un manipulador, en particular en una calle de fabricación para la fabricación de carrocerías […]
Puesto de realización de un trabajo sobre una pieza, del 25 de Octubre de 2017, de ABB FRANCE: Procedimiento de manipulación de al menos una pieza en un puesto de fijación de al menos dos piezas una sobre otra, caracterizado por el hecho de que […]
 Aparato y procedimiento de bloqueo en el montaje de carrocerías de vehículo, del 30 de Marzo de 2016, de Comau LLC: Aparato para posicionar con exactitud un soporte de vehículo en una estación de montaje de vehículo, comprendiendo el aparato:
una base de vehículo […]
Aparato y procedimiento de bloqueo en el montaje de carrocerías de vehículo, del 30 de Marzo de 2016, de Comau LLC: Aparato para posicionar con exactitud un soporte de vehículo en una estación de montaje de vehículo, comprendiendo el aparato:
una base de vehículo […]
 Procedimiento de fabricación de una pieza de carrocería de vehículo automóvil, pieza de carrocería, del 23 de Marzo de 2016, de COMPAGNIE PLASTIC OMNIUM: Procedimiento de fabricación de una pieza de carrocería de vehículo automóvil, que comprende una capa metálica , en el que se conforma la capa […]
Procedimiento de fabricación de una pieza de carrocería de vehículo automóvil, pieza de carrocería, del 23 de Marzo de 2016, de COMPAGNIE PLASTIC OMNIUM: Procedimiento de fabricación de una pieza de carrocería de vehículo automóvil, que comprende una capa metálica , en el que se conforma la capa […]