Dispositivo de clasificación y procedimiento de clasificación.
Un dispositivo de clasificación con una zona (3) de inspección para la detección de impurezas o productos indeseados en un flujo (1) de productos que se mueve a través de dicha zona (3) de inspección con al menos una fuente (10) de luz para generar un haz (6) de luz,
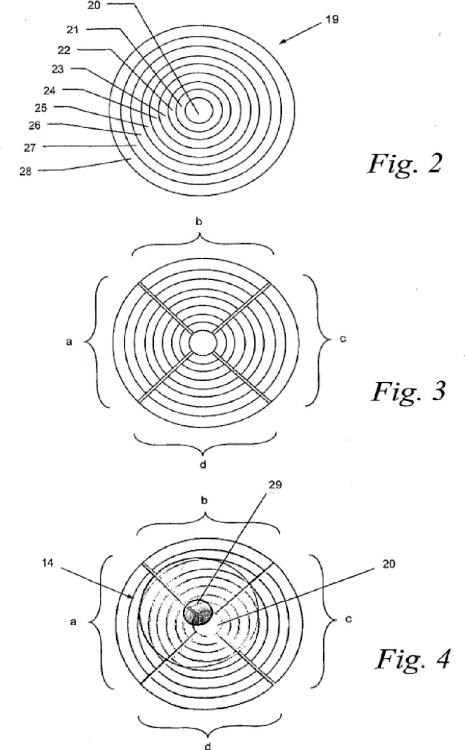
mediante lo cual se proporcionan medios para desplazar dicho haz (6) de luz sustancialmente transversal en relación con la dirección de movimiento (4) del flujo (2) de productos, de tal manera que sustancialmente todos los productos (1) son alcanzados por el haz (6) de luz en dicha zona (3) de inspección, por lo cual la luz de este haz (6) de luz, por un lado, se refleja directamente como el punto de impacto del haz de luz sobre los productos, y, por otro lado, se refleja de manera dispersa como de una zona alrededor del punto de impacto que sigue la difusión de la luz del haz de luz en los productos, por lo cual se proporciona además al menos un detector (15) en el que la luz (29) directamente reflejada, así como la luz que se refleja de una manera dispersa procedente de dicha fuente (10) de luz entra al menos en parte, caracterizado porque dicho detector (15) comprende un elemento (19) de sensor que se divide en al menos dos áreas (20, 21,..., 27, 28) de detección, en el que dicho elemento (19) de sensor tiene un área (20) de detección central cuyo tamaño es menor que o sustancialmente igual a la sección transversal de la parte del haz (14) de luz reflejado que corresponde a dicho punto de impacto y que incide sobre el detector (15) y en el que dicha luz (29) directamente reflejada se hace entrar en esta área (20) de detección central, por lo que dicho elemento (19) de sensor es circular y/o tiene al menos una simetría tres veces giratoria, por lo cual el detector (15) genera una señal de detección para cada área de detección correspondiente a la intensidad de la luz (14) reflejada que incide sobre dicha área de detección, por lo cual dicho detector (15) funciona junto con una unidad de control que recibe dichas señales de detección y que genera al menos una señal de control basándose en estas señales de detección.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/BE2008/000103.
Solicitante: TOMRA Sorting NV.
Nacionalidad solicitante: Bélgica.
Dirección: Romeinsestraat 20 3001 Heverlee BELGICA.
Inventor/es: BERGHMANS,PAUL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B07C5/342 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B07 SEPARACION DE SOLIDOS; CLASIFICACION. › B07C CLASIFICACION POSTAL; CLASIFICACION DE OBJETOS INDIVIDUALES O DE UN MATERIAL A GRANEL MANIPULABLE PIEZA POR PIEZA COMO OBJETOS INDIVIDUALES (especialmente adaptada a un fin determinado previsto en otra clase, ver la clase apropiada, p. ej. A43D 33/06, B23Q 7/12). › B07C 5/00 Clasificación según una característica o una particularidad de los objetos o del material a clasificar, p. ej. clasificación controlada por un dispositivo que detecta o mide esta característica o particularidad; Clasificación con ayuda de dispositivos manuales, p. ej. sistemas de agujas (clasificación exclusivamente manual B07C 7/00; separación de diferentes sólidos unos de otros por cribado, tamizado o utilización de corrientes de gas, u otra separación por vía seca para materiales a granel B07B; selección de monedas G07D). › según las propiedades ópticas, p. ej. el color.
PDF original: ES-2549085_T3.pdf
Fragmento de la descripción:
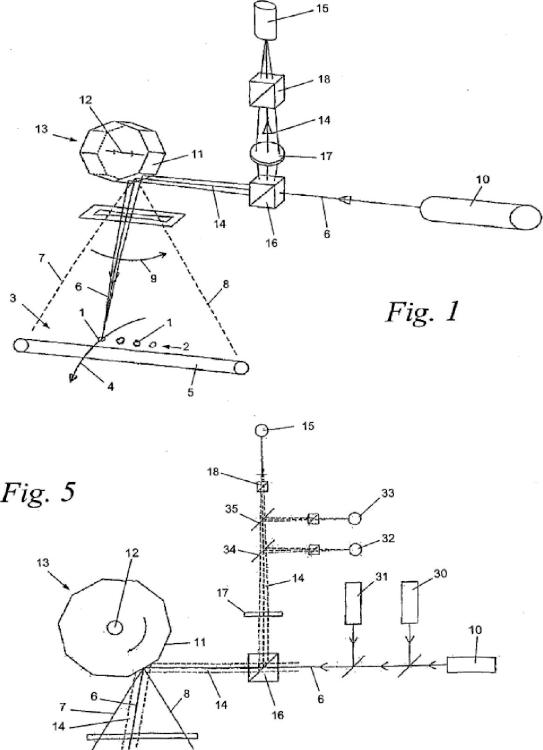
Dispositivo de clasificación y procedimiento de clasificación La invención se refiere a un dispositivo de clasificación con una zona de inspección para la detección de impurezas o productos indeseados en un flujo de productos que se mueven a través de esta zona de inspección con al menos una fuente de luz para generar un haz de luz, con lo que se proporcionan medios para mover dicho haz de luz sustancialmente transversal con respecto a la dirección del movimiento del flujo de productos por lo que casi todos los productos se ven alcanzados por el haz de luz en dicha zona de inspección, por lo que la luz de dicho haz de luz se refleja directamente como el punto de impacto del haz de luz en los productos por un lado, y se refleja de manera dispersa por el otro lado como una zona alrededor del punto de impacto debido a la difusión de la luz del haz de luz en los productos, por lo que se proporciona además al menos un detector en el que la luz directamente reflejada así como la luz que se refleja de manera difusa procedente de dicha fuente de luz entra al menos parcialmente.
Con los dispositivos de clasificación conocidos, los productos se clasifican basándose en el color, estructura, forma y posibles fenómenos de fluorescencia. Cuando se clasifican basándose en el color, se mide la luz que se refleja en el producto. La intensidad de la luz reflejada por el producto a una cierta longitud de onda representa el brillo de dicho producto en esa longitud de onda particular. Cuando esto se hace de forma simultánea para diversas longitudes de onda o bandas de luz, la combinación de los diferentes grados de brillo por banda de color o longitud de onda proporcionará la información de color sobre el producto que está siendo escaneado por el haz de luz.
Para obtener una clasificación de color correcta, hay que asegurarse de que el haz de luz reflejado que entra en los diferentes detectores del dispositivo de clasificación se refleja en un mismo lugar y al mismo tiempo por los productos que se van a clasificar. Con los dispositivos de clasificación por láser controlados existentes, la luz utilizada tiene diferentes longitudes de onda y se origina a partir de diferentes fuentes de láser. Estos dispositivos de clasificación comprenden un sistema óptico con espejos, lentes y otros componentes ópticos para combinar los haces de luz de las diferentes fuentes de láser en un único haz de luz coaxial que contiene todos los haces de los diferentes láseres. La combinación coaxial perfecta de los diferentes haces de luz es muy importante para obtener una detección de color perfecta. Porque, mientras escanea los productos, la misma información se debe obtener de forma simultánea para las diferentes longitudes de onda para un producto específico que está siendo escaneado.
Cuando se clasifica en estructura, los dispositivos de clasificación existentes hacen uso de un haz de láser incidente sobre el producto a ser inspeccionado. Si el producto refleja el haz de luz en la misma forma que la del haz de láser incidente sobre el producto, se supondrá que el producto es un producto duro. Si el producto refleja el haz de luz de manera dispersa, esto implica que es un producto blando. La difusión de la luz incidente, y en otras palabras, la reflexión dispersa de dicha luz, se debe principalmente entonces a la baja opacidad del producto o su transparencia.
Por lo tanto, es posible detectar, por ejemplo, la diferencia entre un frijol blanco y una piedra blanca que tiene una forma y color idénticos. La piedra reflejará el rayo láser en un punto de la forma de la luz directamente reflejada, mientras que el frijol reflejará la luz de manera dispersa debido a su baja opacidad. Este último efecto también se denomina "dispersión". Por lo tanto, la luz reflejada por el frijol comprenderá la luz producida por el efecto de dispersión. Este efecto se explica en detalle en el documento US 4.723.659 de Billion.
La longitud de onda utilizada de la luz láser tiene una influencia en el efecto de dispersión, es decir, en la cantidad de luz que se refleja de manera dispersa. Por lo tanto, no es posible utilizar de manera óptima dicho efecto con la luz láser visible, ya que, por ejemplo, un guisante verde absorberá la luz de un láser rojo por el color. Cuando se mide el efecto de dispersión, es decir, la cantidad de luz dispersa, reflejada, de un guisante con un láser rojo, esto producirá el mismo resultado que al medir una piedra. Es por ello que se utiliza un láser infrarrojo para clasificar la mayoría de los productos, ya que la reflexión de los productos está poco o nada influenciada por el color del producto con este láser.
La técnica como se describe en el documento US 4.723.659 hace posible clasificar productos basándose en sus diferencias estructurales. Así, por ejemplo, se pueden detectar piedras en un flujo de productos de frijoles blancos, palos y tallos en un flujo de productos de pasas, conchas en un flujo de productos de frutos secos u objetos extraños en una mezcla de verduras de diferentes colores.
El documento US 6.864.970 resuelve ciertos inconvenientes relacionados con los productos de clasificación de acuerdo con el documento US 4.723.659.
De acuerdo con el documento US 6.864.970, se detectan dos tipos de reflexiones de productos. Para este fin, el haz de luz reflejado se divide en dos. Cada una de las dos partes entra en un detector de coincidencia a través de un diafragma separado. Un primer detector recibe la luz directamente reflejada correspondiente al centro del haz de luz reflejado y un segundo detector observa sustancialmente toda la luz reflejada. Para los productos blandos se genera, por tanto, una señal de detección inferior por el primer detector de lo que sería el caso de productos duros, ya que parte de la luz se dispersa en el producto y por lo tanto se pierde. Los productos duros producen una cantidad sustancialmente igual de luz en ambos detectores. En consecuencia, la diferencia en las señales de ambos detectores es una medida de la opacidad de los productos inspeccionados.
Sin embargo, este procedimiento tiene una serie de importantes desventajas. Por lo tanto, los diafragmas que determinan el campo de visión de los detectores son elementos fijos en el dispositivo de clasificación. Si se requiere clasificar diferentes tipos de productos en un dispositivo de clasificación, esto implica que la disposición óptica tendrá que ajustarse manualmente mediante el montaje de otros diafragmas en el sistema óptico. Sin embargo, no es recomendable hacer esto en entornos en los que se dispone este tipo de dispositivos de clasificación debido a la posible humedad, polvo y variaciones de la temperatura.
Una segunda desventaja de estos dispositivos de clasificación conocidos es que la luz de láser reflejada se debe dividir en dos y que, en consecuencia, la intensidad del haz de luz que entra en cada uno de los detectores se reduce a la mitad. Esto da lugar a más ruido en las señales generadas por el detector. Si se requieren detectores adicionales con diafragmas de coincidencia para clasificar los productos, una parte de la luz reflejada tendrá que desviarse ópticamente cada vez, como resultado de lo que la intensidad de la señal generada en los detectores disminuirá cada vez.
Además, se proporciona un elemento de fondo en la zona de inspección de los dispositivos de clasificación conocidos. Normalmente se asegura que este elemento de fondo tenga las mismas cualidades ópticas que los productos a clasificarse, de los se tienen que separar impurezas o productos indeseados. Cuando el haz de luz se mueve, por tanto, sobre el flujo de productos en la zona de inspección, entrará entre los productos en el elemento de fondo. Sin embargo, con ello se produce la desventaja de que, cuando el haz de luz se mueve en el borde del producto del elemento de fondo al producto y del producto al elemento de fondo, una parte de la luz que se dispersa por el elemento de fondo no se observará por los detectores. Esta luz dispersa, reflejada se retira, en efecto, parcialmente de la vista de los detectores debido a la presencia del producto entre el elemento de fondo y los detectores al momento en que el haz de luz incidente se mueve sobre el borde del producto. Debido a estos efectos de borde, una esquematización oscura se obtiene cada vez sobre los bordes del producto, lo que conlleva el riesgo de que un buen producto sea detectado como una impureza o como un producto indeseado. Un dispositivo de clasificación de acuerdo con el preámbulo de la reivindicación 1 o un procedimiento de acuerdo con el preámbulo de la reivindicación 15 se conoce a partir del documento WO-A-93/07468.
Para poder clasificar los productos en la mejor manera posible, el haz de luz reflejado por los... [Seguir leyendo]
Reivindicaciones:
1. Un dispositivo de clasificación con una zona (3) de inspección para la detección de impurezas o productos indeseados en un flujo (1) de productos que se mueve a través de dicha zona (3) de inspección con al menos una fuente (10) de luz para generar un haz (6) de luz, mediante lo cual se proporcionan medios para desplazar dicho haz
(6) de luz sustancialmente transversal en relación con la dirección de movimiento (4) del flujo (2) de productos, de tal manera que sustancialmente todos los productos (1) son alcanzados por el haz (6) de luz en dicha zona (3) de inspección, por lo cual la luz de este haz (6) de luz, por un lado, se refleja directamente como el punto de impacto del haz de luz sobre los productos, y, por otro lado, se refleja de manera dispersa como de una zona alrededor del punto de impacto que sigue la difusión de la luz del haz de luz en los productos, por lo cual se proporciona además al menos un detector (15) en el que la luz (29) directamente reflejada, así como la luz que se refleja de una manera dispersa procedente de dicha fuente (10) de luz entra al menos en parte, caracterizado porque dicho detector (15) comprende un elemento (19) de sensor que se divide en al menos dos áreas (20, 21, ..., 27, 28) de detección, en el que dicho elemento (19) de sensor tiene un área (20) de detección central cuyo tamaño es menor que o sustancialmente igual a la sección transversal de la parte del haz (14) de luz reflejado que corresponde a dicho punto de impacto y que incide sobre el detector (15) y en el que dicha luz (29) directamente reflejada se hace entrar en esta área (20) de detección central, por lo que dicho elemento (19) de sensor es circular y/o tiene al menos una simetría tres veces giratoria, por lo cual el detector (15) genera una señal de detección para cada área de detección correspondiente a la intensidad de la luz (14) reflejada que incide sobre dicha área de detección, por lo cual dicho detector (15) funciona junto con una unidad de control que recibe dichas señales de detección y que genera al menos una señal de control basándose en estas señales de detección.
2. Dispositivo de acuerdo con la reivindicación 1, en el que dicho elemento (19) de sensor comprende áreas (21, ..., 27, 28) de detección en forma de anillos concéntricos.
3. Dispositivo de acuerdo con la reivindicación 1 o 2, en el que dicho elemento (19) de sensor tiene áreas de detección que forman un sector de un círculo (a, b, c, d, ) o que están formadas por una parte de un área de detección en forma de anillo que se sitúa en un sector de un círculo.
4. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 1 a 3, en el que dicha unidad de control genera una señal de control basándose en una relación entre dichas señales de detección procedentes de diferentes áreas de detección.
5. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 1 a 4, en el que el mismo comprende un dispositivo de retirada que funciona junto con dicha unidad de control para retirar impurezas o productos indeseados de dicho flujo (2) de productos basándose en dicha señal de control.
6. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 1 a 5, en el que dicha unidad de control compara las señales de detección con los valores de referencia preestablecidos para generar dicha señal de control.
7. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 1 a 6, en el que el elemento (19) de sensor de dicho detector (15) se divide en diferentes sectores de un círculo (a, b, c, d) que tienen preferentemente el mismo tamaño, por lo que el detector (15) genera una señal de sector para al menos unas pocas áreas de detección que corresponde a la intensidad de la luz de la parte de dicho haz de luz (14) que incide sobre uno de dichos sectores de un círculo (a, b, c, d) .
8. Dispositivo de acuerdo con la reivindicación 7, en el que dicha unidad de control trabaja conjuntamente con medios para ajustar la dirección de dicho haz de luz (14) como una función de dichas señales de sector procedentes de áreas de detección idénticas de diferentes sectores del elemento (19) de sensor del detector (15) .
9. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 1 a 8, en el que el mismo comprende un separador (16) de haces para separar el haz (6) de luz incidente en los productos (1) del haz (14) de luz reflejado por los productos (1) .
10. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 1 a 9, en el que dicho elemento (19) de sensor está formado por un fotodiodo semiconductor multipíxel.
11. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 1 a 10, en el que dicho elemento (19) de sensor comprende al menos un fotomultiplicator de silicio (SiPM) .
12. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 1 a 11, en el que dichas áreas de detección están formadas por un grupo de fotodiodos de avalancha (APDs) .
13. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 1 a 12, en el que dichas áreas de detección se conectan sustancialmente entre sí.
14. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 1 a 13, en el que dicha fuente (10) de luz comprende una fuente de láser.
15. Un procedimiento para la clasificación de productos (1) que se mueven en un flujo (2) de productos a través de una zona (3) de inspección para extraer impurezas o productos indeseados del flujo (2) de productos, por lo cual un haz (6) de luz se mueve sustancialmente transversalmente en relación con la dirección de movimiento (4) de los productos (1) en el flujo (2) de productos, de tal manera que sustancialmente todos los productos (1) son alcanzados por el haz (6) de luz en dicha zona (3) de inspección, por lo cual la luz de este haz (6) de luz se refleja directamente como el punto de impacto del haz de luz sobre los productos, por un lado, y se refleja de manera dispersa como una zona alrededor del punto de impacto tras la difusión de la luz del haz de luz en los productos, por otro lado, por lo que la luz (29) directamente reflejada, así como la luz que se refleja de manera dispersa se guía al menos en parte hasta un elemento (19) de sensor de un detector (15) , caracterizado porque este elemento (19) de sensor está provisto de al menos dos áreas de detección, por lo cual este elemento (19) de sensor es circular y/o tiene al menos una simetría tres veces giratoria, en el que se selecciona un área (20) de detección central y dicha luz (29) directamente reflejada se hace entrar en esta zona (20) de detección central cuyo tamaño es menor que, o sustancialmente igual a, la sección transversal de la parte del haz (14) de luz reflejado que corresponde a dicho punto de impacto y que incide sobre el detector (15) , por lo cual una señal de detección se genera para cada zona de detección correspondiente a la intensidad de la luz (14) reflejada que incide sobre el área de detección, con lo que se genera al menos una señal de control basándose en estas señales de detección.
16. Procedimiento de acuerdo con la reivindicación 15, en el que dicha señal de control se utiliza para controlar un dispositivo de retirada para retirar impurezas o productos indeseados de dicho flujo (2) de productos.
17. Procedimiento de acuerdo con la reivindicación 15 o 16, en el que una desviación de la posición del punto principal del haz (14) de luz reflejado en relación con una posición predeterminada sobre dicho elemento (19) de sensor se determina basándose en dicha al menos una señal de control.
18. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 15 a 17, en el que dicha área (20) de detección central se selecciona de manera que su tamaño sea menor que, o sustancialmente igual a, la sección transversal de la parte del haz (14) de luz reflejado que corresponde a dicho punto de impacto y que entra en el elemento (19) de sensor, por lo que dicha luz (29) directamente reflejada se hace incidir en el área (20) de detección central.
19. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 15 a 18, en el que, las áreas de detección en forma de anillos concéntricos se seleccionan sobre dicho elemento (19) de sensor, por lo cual dicha luz reflejada y dispersa se hace incidir sobre estas áreas de detección en forma de anillos.
20. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 15 a 19, en el que dicho elemento de sensor se divide en áreas de detección que forman un sector de un círculo (a, b, c, d) .
21. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 15 a 20, en el que una señal de control se genera basándose en una relación entre dichas señales de detección procedentes de diferentes áreas de detección.
22. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 15 a 21, en el que dichas señales de detección se comparan con valores de referencia preestablecidos para generar dicha al menos una señal de control.
23. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 15 a 22, en el que el elemento (19) de sensor de dicho detector (15) se divide en diferentes sectores de un círculo (a, b, c, d) que tienen preferentemente el mismo tamaño, por lo cual se genera una señal de sector para al menos un par de áreas de detección que corresponde a la intensidad de la luz de la parte de dicho haz de luz (14) que entra en uno de dichos sectores de un círculo.
24. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 15 a 23, en el que la orientación de dicho haz (14) de luz se ajusta como una función de dichas señales de sector procedentes de áreas de detección idénticas de diferentes sectores (a, b, c, d) del elemento (19) de sensor del detector (15) para hacer que la parte del haz (14) de luz reflejado que corresponde a dicho punto de impacto incida centralmente sobre el elemento (19) de sensor.
25. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 15 a 24, en el que el haz (6) de luz incidente en los productos (1) se separa del haz (14) de luz que se refleja por los productos (1) , por lo que este haz
(14) de luz reflejado se dirige a dicho elemento (19) de sensor.
26. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 15 a 25, en el que un fotodiodo semiconductor multipíxel se utiliza para dicho elemento (19) de sensor.
27. Procedimiento de acuerdo con cualquiera una de las reivindicaciones 15 a 26, en el que dicho elemento (19) de sensor está formado al menos en parte por un fotomultiplicator de silicio (SiPM) .
28. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 15 a 27, en el que dichas áreas de detección están formadas por un grupo de fotodiodos de avalancha (APDs) .
29. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 15 a 28, en el que dichas áreas de detección se seleccionan de tal manera que se conectan sustancialmente entre sí.
30. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 15 a 29, en el que dicho haz (6) de luz está formado al menos por un láser.
31. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 15 a 30, en el que se genera una señal de control que indica que un efecto de borde ha sido observado cuando las señales de sector procedentes de áreas de detección idénticas de diferentes sectores del elemento (19) de sensor son diferentes o no son del mismo orden de magnitud.
Patentes similares o relacionadas:
Sistema y método para recuperar materiales deseados y producir agregado limpio a partir de cenizas de un incinerador, del 24 de Junio de 2020, de Tav Holdings, Inc: Un método para separar cenizas combinadas de un incinerador y preparar agregado limpio, que comprende: combinar la ceniza con un líquido, cribar la ceniza usando una criba […]
Aparato de inspección, del 3 de Junio de 2020, de TOMRA Sorting NV: Un aparato para inspeccionar un flujo de materia , comprendiendo el aparato: - una primera fuente de luz que se adapta […]
Método para clasificar semillas, del 29 de Abril de 2020, de KWS SAAT SE & Co. KGaA: Un método para caracterizar las estructuras morfológicas de las semillas de remolacha azucarera utilizando la espectroscopía de dominio de tiempo […]
Sistema para procesar productos de frutas o verduras del tipo de arándanos y similares, del 22 de Abril de 2020, de UNITEC S.P.A: Sistema para procesar productos de frutas o verduras del tipo de arándanos y similares, caracterizado por que comprende una primera unidad , que comprende […]
Procedimiento y aparato de detección de precursores de acrilamida en patatas crudas, del 25 de Marzo de 2020, de TOMRA Sorting NV: Un procedimiento de detección de precursores de acrilamida en patatas crudas que comprende: iluminar al menos una región de la superficie […]
Máquina y procedimiento de inspección de objetos que se desplazan en flujo, del 26 de Febrero de 2020, de Pellenc Selective Technologies (Societe Anonyme): Máquina de inspección automática de objetos individuales , dispuestos sensiblemente en una capa, de un producto superficial en una […]
Dispositivo de embalaje y sistema de clasificación para el embalaje direccional de productos y método para el mismo, del 18 de Diciembre de 2019, de DE GREEF'S WAGEN- CARROSSERIE- EN MACHINEBOUW B.V.: Dispositivo de embalaje para el embalaje direccional de productos (P), como verduras y frutas, que comprende: - un sistema de sensor que comprende: un sistema […]
Sistema de clasificación de chatarra, del 5 de Noviembre de 2019, de HURON VALLEY STEEL CORPORATION: Un aparato para clasificar chatarra que comprende: una cinta transportadora para transportar al menos dos categorías de chatarra […]