Procedimiento de calibrado y dispositivo para llevar a cabo el procedimiento.
Procedimiento de calibrado y enfriamiento de barras perfiladas (1) extruidas,
en el que se succiona refrigerante de un tanque de calibrado por medio de una abertura de succión (8), caracterizado por que una turbina de circulación integrada en un conducto de succión es puesta en rotación por la circulación de aire, por que se genera un coloide de aire y agua que llena en la zona de succión toda la sección transversal del conducto de succión y por que la depresión procedente del sistema de succión no se propaga al tanque de calibrado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/060922.
Solicitante: SMI Service Management Immobilien GmbH.
Nacionalidad solicitante: Austria.
Dirección: Bad Haller Strasse 40 4550 Kremsmünster AUSTRIA.
Inventor/es: SCHWAIGER,MEINHARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C47/90
PDF original: ES-2543173_T3.pdf
Fragmento de la descripción:
Procedimiento de calibrado y dispositivo para llevar a cabo el procedimiento La presente invención concreta se refiere a un procedimiento según el preámbulo de la reivindicación 1.
Las herramientas de calibrado para perfiles de plástico sirven para el enfriamiento y la conformación definidos de la barra perfilada conformada en una boquilla de extrusión y comprenden al menos una herramienta de calibrado en seco y al menos un tanque de calibrado que puede utilizarse también al vacío y presenta varias de las denominadas planchas de calibrado. En este caso, la evacuación de calor definida desde la barra perfilada en calibre seco se realiza por medio de transmisión térmica desde la superficie del perfil hasta la superficie interior de la herramienta de calibrado en seco enfriada con agua refrigerante y la evacuación de calor desde la barra perfilada en el tanque de calibrado se realiza directamente hacia el medio refrigerante (usualmente agua refrigerante) que baña la barra perfilada. En la herramienta de calibrado en seco, la barra perfilada todavía blanda se aspira por medio de vacío hacia la superficie interior de la herramienta de calibrado en seco, a cuyo fin la superficie interior está construida con el contorno negativo de la geometría del perfil, teniéndose en cuenta un contacto lo más completo posible del contorno del perfil con el contorno negativo, para que pueda producirse una transmisión térmica lo más óptima y uniforme posible de la superficie del perfil a la superficie interior del calibre seco. En el tanque de calibrado, la barra perfilada es guiada en planchas de apoyo y el refrigerante circula en dirección longitudinal por el tanque de calibrado, extrae entonces de la barra perfilada la energía térmica restante introducida en el extrusor antepuesto y, por medio de un vacío definido en el tanque de calibrado, se opone a las modificaciones de forma como consecuencia de procesos de contracción originados por el enfriamiento en el perfil.
Corresponden al estado de la técnica unos sistemas de calibrado que constan de uno o varios calibres secos seguidos por uno o más tanques de calibrado. Estos tanques de calibrado constan de un tanque estanco al vacío, varias planchas de apoyo adaptadas a la forma del perfil y unas planchas de cierre que rodean el perfil en los dos lados frontales. El refrigerante se suministra a uno o varios lugares en el tanque de calibrado y, preferiblemente, se succiona por medio de depresión en uno o varios lugares dispuestos decalados en dirección longitudinal. En este caso, el refrigerante es sometido, por medio de un guiado deliberado de su circulación, a unas turbulencias más o menos fuertes, con el objeto de aumentar la acción de enfriamiento. En otra variante de realización, el refrigerante se atomiza finamente por medio de una pluralidad de toberas de pulverización sobre la superficie de la barra perfilada y fluye libremente desde la barra perfilada hasta el fondo del tanque de calibrado y, desde allí, es succionado por depresión hacia fuera del tanque de calibrado a través de un conducto de succión casi siempre central. En todos los sistemas de este tipo se tiene que en la zona de la abertura de succión hay un nivel de agua más o menos elevado y se succionan simultáneamente tanto aire como también agua, lo que lleva a situaciones de presión parcialmente incontrolables porque las cantidades relativas de agua/aire están sometidas a fluctuaciones permanentes. En caso de una proporción de aire reducida, se origina una mayor resistencia a la circulación en el conducto de succión y la depresión del conducto de succión no llega al tanque de calibrado, mientras que, en caso de una proporción de aire más elevada, la resistencia a la circulación en el conducto de succión disminuye bruscamente y la depresión llega desde el conducto de succión hasta el tanque de calibrado. En estos casos, se originan enormes fluctuaciones de presión que hacen imposible un calibrado de alta calidad. Como medida única para eludir este problema se utiliza hoy en día un suministro de aire ambiente al tanque de calibrado sometido a vacío. En este caso, se genera una circulación de aire superpuesta que provoca un "efecto tampón" y puede compensar en su mayor parte las fluctuaciones de presión en vacío. No obstante, tiene una repercusión desventajosa en este caso el hecho de que, por medio del suministro de una corriente de aire ambiente al sistema de vacío para el mantenimiento del nivel de vacío, se origina una demanda de energía sensiblemente incrementada.
Por el documento EP 1 525 083 se conoce un dispositivo que provoca una regulación del nivel de agua en el tanque de calibrado de modo que se succione exclusivamente agua a través del conducto de succión y, por tanto, puedan evitarse fluctuaciones de presión incontroladas, sin que deba suministrarse aire nuevo. No obstante, tiene una repercusión desventajosa el enorme coste en aparatos y técnica del control, que casi impide una implementación rentable.
Por el documento US 3.169.272 A se conoce un dispositivo según el preámbulo de la reivindicación 1 para el calibrado y enfriamiento de perfiles extruidos, en el que el refrigerante es extraído de una abertura de succión por medio de una turbina de circulación. Es desventajoso en este dispositivo el que se pueden propagar golpes de presión desde el sistema de vacío hasta el tanque de calibrado y, por tanto, puedan producirse perturbaciones en el calibrado del perfil.
El objetivo de la presente invención es lograr un nivel de vacío uniforme dentro del tanque de calibrado, incluso a niveles de agua fuertemente oscilantes, sin utilizar medidas de equipamiento y control altamente complejas, así como sin suministrar aire ambiente, para lograr simultáneamente una demanda de energía lo más reducida posible para la succión del refrigerante desde el tanque de calibrado y para el calibrado del vacío.
Según la invención, este problema se resuelve por medio de un procedimiento con las características de la parte caracterizante de la reivindicación 1 y un dispositivo con las características de la parte caracterizante de la reivindicación 4. Este procedimiento debe generar una depresión ajustable de manera sencilla y uniforme dentro del 2 5
tanque de calibrado. Esto se logra con un simultáneo consumo de energía muy moderado porque en la abertura de succión se origina una turbulencia intensiva del agua refrigerante saliente con la proporción de aire succionado. En este caso, el efecto es que se origina una especie de "coloide de aire y agua" que llena toda la sección transversal del conducción de succión a lo largo de una determinada longitud en la zona de succión del tanque de calibrado e impide entonces que la depresión se propague del sistema de succión al tanque de calibrado y produzca oscilaciones de presión. De esta manera, se obtiene una especie de "válvula de retención dinámica". La turbulencia puede producirse de la manera más sencilla con una pequeña turbina de circulación integrada en el conducto de succión, la cual es puesta en rotación por la corriente de aire. De esta sencilla manera es posible generar un nivel de vacío muy estable en el tanque de calibrado, incluso cuando el nivel de agua en la cámara de succión es fuertemente oscilante y la proporción de la sección transversal de agua y la sección transversal de aire en la abertura de succión varía de manera permanentemente fuerte.
La invención se explica con más detalle con ayuda de las figuras 1 a 5:
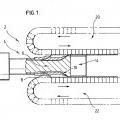
La figura 1 muestra un tanque de calibrado 2, 3, 4 con la turbina de turbulencia 11 según la invención en una representación en perspectiva. La barra perfilada 1 generada continuamente en el procedimiento de extrusión se transporta en la dirección de extrusión 1 a través del tanque de calibrado, que consta de los lados frontales 2, las partes laterales 3 y la tapa 4, siendo guiada la barra perfilada 1 a través de las aberturas adaptadas al contorno del perfil en las planchas del tanque y en las planchas extremas 6 que se encuentran en los dos lados frontales 2 y que sellan el tanque de calibrado hacia fuera. En estado cerrado, se transporta refrigerante a través de la abertura de suministro 10 hasta el tanque de calibrado y se le evacua por medio de la abertura de succión 8; en el interior del tanque de calibrado se genera una depresión por medio de la abertura de succión de aire 9. El refrigerante succionado es turbulizado en la turbina de circulación 11 con el aire conjuntamente transportado.
La figura 2 muestra el tanque de calibrado desde el lado frontal. La tapa 4 del tanque está cerrada en el estado de producción.
La figura 3 muestra una sección longitudinal (vista lateral) del tanque de calibrado a lo largo de la línea... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de calibrado y enfriamiento de barras perfiladas (1) extruidas, en el que se succiona refrigerante de un tanque de calibrado por medio de una abertura de succión (8) , caracterizado por que una turbina de circulación integrada en un conducto de succión es puesta en rotación por la circulación de aire, por que se genera un coloide de aire y agua que llena en la zona de succión toda la sección transversal del conducto de succión y por que la depresión procedente del sistema de succión no se propaga al tanque de calibrado.
2. Procedimiento según la reivindicación 1, caracterizado por que en el tanque de calibrado se genera un vacío estable por medio de la abertura de succión de aire (9) .
3. Procedimiento según una de las reivindicaciones 1 o 2, caracterizado por que el refrigerante presenta un nivel 10 fluctuante en una cámara de succión (8) que está prevista en el tanque de calibrado.
4. Dispositivo para realizar un procedimiento según una de las reivindicaciones 1 a 3, con un tanque de calibrado que presenta una cámara de succión, caracterizado por que una turbina de circulación (11) integrada en un conducto de succión y susceptible de ser puesta en rotación por la corriente de aire está configurada como una turbina de rueda de paletas, una turbina helicoidal o con otros elementos de turbina giratorios, y por que puede generarse un coloide de aire y agua que llena en la zona de succión toda la sección transversal del conducto de succión.
5. Dispositivo según la reivindicación 4, caracterizado por que la turbina de circulación (11) está realizada con dispositivos de guiado de circulación rígidos.
6. Dispositivo según una de las reivindicaciones 4 o 5, caracterizado por que el tanque de calibrado está realizado 20 como un tanque de pulverización.
Patentes similares o relacionadas:
Dispositivo calibrador para calibrar una película tubular extrudida, del 14 de Marzo de 2019, de KDESIGN GMBH: Dispositivo calibrador para calibrar por encima del límite de fraguado una película tubular extrudida, en donde entre unas superficies guía […]
Sistema y método para la fabricación de un producto de plástico a partir de residuos de plástico mixtos reciclados, del 9 de Agosto de 2017, de Rolan Investment OÜ: Un sistema para producir productos de plástico a partir de materia prima que ha sido reciclada a partir de residuos de plástico mixtos sin clasificar, no identificados […]
Elemento de centraje para elementos parciales de herramienta de una herramienta de transformación de materia sintética, del 9 de Noviembre de 2016, de VEKA AG: Elemento de centraje (10; 10') para elementos parciales de herramienta de una herramienta de transformación de materia sintética , con un […]
Procedimiento para la fabricación continua de una tira LED, del 5 de Octubre de 2016, de Döllken-Weimar GmbH: Procedimiento para la fabricación continua de una tira LED , con un dispositivo con al menos una extrusionadora para la fabricación de una masa fundida de plástico […]
Procedimiento para la fabricación continua de una tira LED, del 5 de Octubre de 2016, de Döllken-Weimar GmbH: Procedimiento para la fabricación continua de una tira LED, insertándose al menos una tira LED funcional dotada de varios diodos luminosos de forma continua […]
Molde móvil refrigerado exteriormente, del 28 de Septiembre de 2016, de LUPKE, MANFRED ARNO ALFRED: Aparato de moldeo de tuberías que incluye un molde móvil para conformar plástico fundido en un producto realizado en el interior de dicho […]
 Tapón de refrigeración alineable para extrusora, del 26 de Agosto de 2015, de LUPKE, MANFRED ARNO ALFRED: Aparato de moldeo para formar una tubería de pared doble, que comprende una extrusora , un cabezal de extrusión y unos bloques del molde […]
Tapón de refrigeración alineable para extrusora, del 26 de Agosto de 2015, de LUPKE, MANFRED ARNO ALFRED: Aparato de moldeo para formar una tubería de pared doble, que comprende una extrusora , un cabezal de extrusión y unos bloques del molde […]
CALIBRADOR, del 26 de Diciembre de 2011, de OY KWH PIPE AB: Calibrador a utilizar para la producción de perfiles huecos extruidos de termoplástico que tienen principalmente una sección transversal […]