PROCEDIMIENTO PARA LA ELABORACION DE PERFILES POR EXTRUSION DE MATERIALES COMPUESTOS.
Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos.
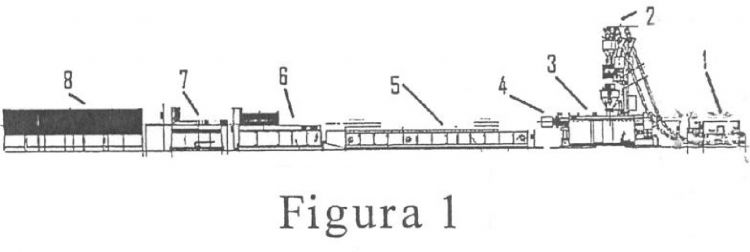
La presente invención describe un procedimiento para la elaboración de perfiles por extrusión de materiales compuestos que comprende las etapas de preparar los materiales compuestos, alimentar con la extrusora con materiales compuestos, calentar, hacer pasar el producto por un cabezal de extrusión para obtener perfiles, sacar los perfiles resultantes de la etapa f) por una boquilla de extrusión, pasar por un calibrador de vacío los perfiles, enfriamiento de los perfiles y cortar los perfiles
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200702090.
Solicitante: CONDEPOLS, S.A..
Nacionalidad solicitante: España.
Provincia: JAÉN.
Inventor/es: LOPEZ QUESADA,MANUEL.
Fecha de Solicitud: 26 de Julio de 2007.
Fecha de Publicación: .
Fecha de Concesión: 12 de Abril de 2010.
Clasificación Internacional de Patentes:
- B29C47/08
- B29C47/10
- B29C47/78
- B29C47/90
Clasificación PCT:
- B29C47/08
- B29C47/10
- B29C47/78
- B29C47/90
- B29K501/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES. › Uso de compuestos macromoleculares no especificados como relleno (uso de cauchos no especificados B29K 421/00).
Fragmento de la descripción:
Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos.
Campo técnico de la invención
La presente invención se refiere a un procedimiento para la elaboración de perfiles mediante extrusión de un material compuesto, en proporción variable, por resinas termoplásticas y fibras de origen vegetal.
La invención se adscribe al sector técnico de la extrusión de termoplásticos y composites.
Estado de la técnica
En la actualidad son conocidos diferentes procesos de producción de materiales a partir de materias primas basadas en la mezcla de resinas termoplásticas y fibras de naturaleza vegetal. Los sistemas de producción actualmente conocidos van desde la inyección en molde hasta la extrusión.
En el caso concreto de conformado por extrusión, el proceso comienza con la preparación de los componentes, continúa con su mezcla en las condiciones adecuadas y prosigue con un calentamiento a una temperatura que permita la fusión del material plástico sin llegar a provocar la combustión de las fibras vegetales. Posteriormente se empuja por medios mecánicos a través de un cabezal de extrusión que le da la forma correspondiente en sección.
El proceso de extrusión así descrito, presentaba hasta la fecha diferentes problemas de producción que quedan resueltos con la presente invención. Dichos problemas se manifiestan en un deficiente acabado de perfil extruido, debido sobre todo a dos causas:
El procedimiento objeto de la presente invención permite eliminar estas dos causas de fallos de producción, permitiendo asegurar la calidad del producto final y la fiabilidad del proceso.
En este mismo sentido, la extrusión de perfiles mezclando termoplásticos y fibras vegetales representa un sistema novedoso de producción de perfiles de alta calidad con unos costes muy competitivos frente a los fabricados al 100% de plástico, ya que la inclusión de fibras vegetales hace que su comportamiento mecánico supere a los de plástico 100%, además hace que su coste de producción sea bastante inferior.
Además la ventaja competitiva del producto producto obtenido mediante este procedimiento frente a la madera pura es que no presenta los defectos típicos de la misma, como son el fenómeno de astillamiento, la presencia de nudos, una alta absorción de humedad, crecimiento de mohos y otros organismos en su interior o superficie, baja resistencia a condiciones atmosféricas adversas, descomposición, etc.
Descripción de la invención
La presente invención se refiere a un procedimiento para la elaboración de perfiles mediante extrusión de un material compuesto, en proporción variable, por resinas termoplásticas y fibras de origen vegetal.
Mediante este procedimiento se consigue producir piezas de longitud indeterminada y sección de geometría constante que denominamos perfiles. El material constitutivo de dichos perfiles es una mezcla de resina termoplástica por un lado, que puede ser de diferente naturaleza: poliolefina, pvc, etc.; y por otro, de un conjunto de fibras vegetales de diferente granulometría y origen. En lo que respecta a este último componente, las fibras pueden provenir de la trituración de cáscara de arroz, cáscara de almendra, aserrín de madera dura o blanda, paja de trigo y cebada, hueso de aceitunas, etc.
En una primera etapa del procedimiento se lleva a cabo un triturado y selección mediante un tamizador según el tamaño de partícula de las fibras vegetales elegidas.
El tamaño de las partículas es un factor muy importante para poder fabricar este tipo de productos debido al hecho de que el material ha de circular a través de secciones de paso relativamente pequeñas. Por esta razón no es recomendable la utilización de partículas de tamaño superior a 5 mm puesto que se ha demostrado que produce irregularidades en el flujo de la mezcla fundida, llegando, en algunos casos a producir la obstrucción de los conductos más estrechos del cabezal de extrusión.
Para conseguir un mayor control de las propiedades del perfil, el aserrín de origen se separa en tres tamaños de partícula, un tamaño fino por debajo de 0,3 mm que se rechaza, otro intermedio comprendido entre 0.3 mm y 2.5 mm y todo el material por encima de 2.5 mm se rechaza.
Así mismo con objeto de mejorar la dispersión tanto del plástico como del aserrín preferiblemente se realizará una mezcla de ambos materiales de tal forma que se mejore la extrusión con objeto de mejorar las propiedades mecánicas del perfil.
Por lo tanto en una segunda etapa del procedimiento se procede a la mezcla de los materiales de fibras vegetales con los materiales termoplásticos.
El control de la humedad de este tipo de los materiales de fibras vegetales es un parámetro que necesariamente se debe controlar y que en cualquier caso, debe ser inferior al 8%, y mas preferentemente inferior al 5%. El aseguramiento de este máximo de contenido en agua se realiza mediante un proceso de control mediante medición de perdida de peso consistente en un pesado inicial y tras un periodo de calentamiento por encima de 100ºC ver la reducción de peso de la muestra. Esta pérdida de peso se corresponde con la cantidad de agua que hemos evaporado al calentar y por tanto con el contenido en humedad de la muestra.
La siguiente fase del proceso es la preparación de los materiales termoplásticos. En este sentido, se ha observado que las poliolefinas son los materiales más idóneos.
Al igual que en el caso de las fibras vegetales, para la obtención de perfiles de diferente geometría, la naturaleza de los materiales utilizados es fundamental para la obtención de un producto de buena calidad. Por dicha razón, cuando el nivel de exigencia del perfil final sea elevado es recomendable la utilización de materiales vírgenes, es decir materiales que no hayan tenido ya un primer ciclo de vida como producto transformado. Materiales provenientes de reprocesado interno de transformadores de plástico pueden ser utilizados cuando se verifique que no han sufrido cambios importantes en cuanto a su fluidez y de que su composición es definida y estable. Materiales reciclados pueden utilizarse para los perfiles de sección maciza que son menos exigentes en cuanto a requerimientos de producción.
El uso de los materiales termoplásticos adecuados es fundamental en el proceso de fabricación, ya que en estos productos, algunas de las secciones son relativamente pequeñas, inferiores a 4 mm. El proceso de calibración necesita una gran uniformidad y consistencia en la mezcla, tanto de las fibras vegetales como de los termoplásticos utilizados. En este sentido, las poliolefinas son adecuadas tanto para las secciones huecas como para las macizas.
Por otra parte, para la obtención de un producto de buena calidad, es recomendable la adición, a la mezcla ya anteriormente descrita de fibras vegetales y termoplásticos, de productos que mejoran la compatibilidad de éstos. En el caso concreto de las poliolefinas, la adición de pequeñas concentraciones inferiores al 5% y mas preferentemente entre el 0.5 y el 3% en peso de compuestos pertenecientes preferentemente y sentido limitativo al grupo formado por el anhídrido maleico, acetato de vinilo y otros productos polares o elastómeros. Estos productos hacen que las propiedades de procesado y mecánicas mejoren respecto al uso único de poliolefinas.
Estos productos hacen que las propiedades de procesado y mecánicas mejoren respecto al uso único de poliolefinas.
Así mismo se pueden utilizar colorantes para obtener productos con tonalidades diferentes así como estabilizantes a la luz solar.
Una vez tenemos preparadas y seleccionadas las materias primas, se alimentan los distintos componentes a una extrusora. La alimentación con la que se trabaja oscila entre un 40% hasta un 80% de fibras vegetales, completando los termoplásticos y aditivos el resto hasta el 100%. Dicha dosificación se llevará a cabo mediante la utilización de cuatro dosificadores gravimétricos, dos para plástico y dos para fibras naturales.
Así mismo como se ha comentado anteriormente la materia prima puede venir previamente mezclada en forma de compuestos,...
Reivindicaciones:
1. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, caracterizado porque comprende las siguientes etapas:
2. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, según la reivindicación 1, caracterizado porque la preparación de los materiales compuestos comprende las siguientes etapas:
3. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, según la reivindicación 1, caracterizado porque la preparación de los materiales compuestos comprende las siguientes etapas:
4. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, según cualquiera de las reivindicaciones 2 y 3, caracterizado porque las resinas termoplásticas son sin sentido limitativo del grupo formado por poliolefinas y pvc, preferentemente poliolefinas.
5. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, según cualquiera de las reivindicaciones 2 y 3 caracterizado porque las fibras vegetales son sin sentido limitativo del grupo formado por cáscara de almendra, cascara de arroz triturada, aserrín de madera dura o blanda, paja de trigo y cebada y hueso de aceitunas, preferentemente aserrin de madera dura o blanda.
6. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, según la reivindicación 2, caracterizado porque el triturado y selección de las fibras vegetales se lleva a cabo mediante un tamizador según el tamaño de partícula.
7. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, según la reivindicación 6, caracterizado porque el tamaño de partícula está comprendida en el intervalo desde 0,3 a 2,5 mm.
8. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, según cualquiera de las reivindicaciones 2 y 5 a 7, caracterizado porque el grado de humedad de las fibras vegetales es inferior al 8%, y pies, preferentemente inferior al 5%.
9. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, según la reivindicación 2, caracterizado porque las resinas termoplásticas se seleccionan del grupo formado materiales vírgenes, materiales procedentes de reprocesado interno de transformadores de plástico y/o materiales reciclados.
10. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, según cualquiera de las reivindicaciones 2 y 3, caracterizado porque los aditivos se seleccionan y sin sentido limitativo del grupo formado por anhídrido maleico, acetato de vinilo y otros productos polares o elastómeros.
11. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, según la reivindicación 10, caracterizado porque en el caso de aditivación para la mejora de compatibilidad de materiales su concentración será inferior al 5% y preferentemente se encontrará entre el rango de 0.5 y el 3% en peso de estos compuestos.
12. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, según la reivindicación 1, caracterizado porque la alimentación de los materiales compuestos está dentro del rango desde 40 a 80% de fibras vegetales, completando el resto hasta el 100% las reinas termoplásticas y los aditivos.
13. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, según la reivindicación 1, caracterizado porque el calentamiento se lleva a cabo entre 160 y 200ºC, preferentemente entre 190 y 200ºC.
14. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, según la reivindicación 1, caracterizado porque la extrusión se lleva a cabo en una extrusora de doble husillo corrotante cónica.
15. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, según la reivindicación 1, caracterizado porque el cabezal de extrusión permite la extrusión de al menos 2 tipos de materiales distintos.
16. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, según la reivindicación 1, caracterizado porque el enfriamiento se lleva hasta temperatura ambiente mediante enfriamiento por bañera.
17. Procedimiento para la elaboración de perfiles por extrusión de materiales compuestos, según la reivindicación 1, caracterizado porque el cortado de los perfiles se lleva a cabo mediante una sierra rotativa.
Patentes similares o relacionadas:
Procedimiento de preparación de almidón gelatinizado reticulado por fosfato, hinchable en agua fría, del 9 de Octubre de 2018, de Tereos Starch & Sweeteners Belgium: Procedimiento continuo de extrusión para la preparación de derivados de almidón reticulado por fosfato hinchables en agua fría, caracterizado porque el procedimiento […]
 Material de moldeo compuesto, lana de vidrio tratada en superficie, y método para fabricar material de moldeo compuesto, del 27 de Septiembre de 2018, de Fujita, Masanori: Material de moldeo compuesto que se forma amasando al menos lana de vidrio en una resina termoplástica, caracterizado porque
la lana de vidrio […]
Material de moldeo compuesto, lana de vidrio tratada en superficie, y método para fabricar material de moldeo compuesto, del 27 de Septiembre de 2018, de Fujita, Masanori: Material de moldeo compuesto que se forma amasando al menos lana de vidrio en una resina termoplástica, caracterizado porque
la lana de vidrio […]
Procedimiento para la fabricación de láminas o perfiles de PVC blando listos para el uso, del 2 de Mayo de 2018, de SIKA TECHNOLOGY AG: Procedimiento para la extrusión de una composición de polímero homogénea que presenta un grado de gelificación del 60 al 100%, un alargamiento de rotura […]
Procedimiento de preparación de poliamida por extrusión reactiva y extrusora adaptada para la aplicación de dicho procedimiento, del 4 de Abril de 2018, de Setup Performance: Procedimiento de preparación de una poliamida por policondensación a partir de uno o varios monómeros adecuados para la preparación de poliamida caracterizado por […]
Dispositivo y procedimiento para la fabricación de productos a partir de mezclas poliméricas que contienen pigmentos, del 11 de Octubre de 2017, de Covestro Deutschland AG: Dispositivo para la extrusión de mezclas poliméricas que comprende una prensa extrusora de doble husillo o múltiples husillos con husillos que giran en el […]
Procedimiento de preparación de mezclas de poliolefina en un dispositivo para fundir y mezclar físicamente de manera continua las mezclas, del 4 de Octubre de 2017, de TOTAL RESEARCH & TECHNOLOGY FELUY: Procedimiento de preparación de un producto de poliolefina, comprendiendo dicho procedimiento las etapas de de: (a) proporcionar una primera resina de poliolefina […]
Procedimiento para la fabricación de un adhesivo por medios de extrusión, del 21 de Junio de 2017, de HENKEL AG & CO. KGAA: Un procedimiento para fabricar un adhesivo, que comprende i) al menos un (co)polímero de polipropileno degradado y ii) al menos un aditivo […]
Procedimiento para el tratamiento continuo de soluciones de polímeros, del 12 de Abril de 2017, de LIST Technology AG: Procedimiento para el tratamiento continúo de soluciones de polímeros dentro de un mezclador-amasador , realizado como un evaporador y/o desgasificador, con una cámara […]