Método y dispositivo para refrigerar un tubo de película en la producción de películas sopladas.
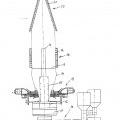
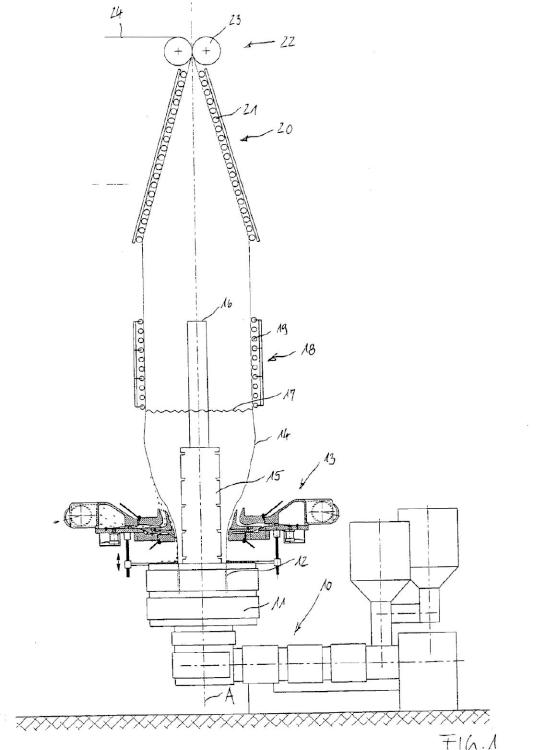
Dispositivo para la refrigeración de un tubo de película (14) de material plástico termoplástico en la producción de películas tubulares para la disposición en una extrusora de película soplada (10) con un cabezal de soplado de película (11),
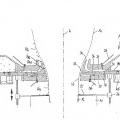
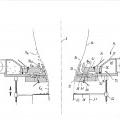
que comprende una boquilla anular (12), de la que sale el tubo de película (14) y se evacua en una dirección de retirada, donde hay dispuestas al menos dos boquillas anulares de gas refrigerante (32, 33, 34) distanciadas de la boquilla anular (12) y que forman al menos dos planos de soplado para el gas refrigerante, donde las al menos dos boquillas anulares de gas refrigerante (32, 33, 34) son elementos de un anillo de refrigeración (13) común y se alimentan desde un espacio anular (40) común, y donde se proporcionan medios mediante los cuales puede controlarse el flujo de gas refrigerante de al menos una de las boquillas anulares de gas refrigerante (32, 33, 34) perimetralmente por sectores de manera variable en el caudal volumétrico, o controlarse perimetralmente por sectores de manera variable en la temperatura, caracterizado por que al menos una boquilla anular de gas refrigerante (32) está dirigida en contra de la dirección de retirada del tubo de película (14), y al menos una boquilla anular de gas refrigerante (33, 34) está dirigida en dirección de retirada del tubo de película (14), y que una hendidura de anillo de salida (30), que alimenta las boquillas anulares de gas refrigerante (32, 33, 34), se separa en un primer canal anular (35) para el suministro de al menos una boquilla anular de gas refrigerante (32), cuya abertura de salida está dirigida en contra de la dirección de retirada, y en dos canales anulares (36, 37) que se encuentran por encima para el suministro de al menos dos boquillas anulares de gas refrigerante (33, 34), cuyas aberturas de salida están dirigidas en dirección de retirada.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08007476.
Solicitante: KDESIGN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-RHEIN-STRASSE 30 53639 KÖNIGSWINTER ALEMANIA.
Inventor/es: ZIMMERMANN,RICHARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C47/76
- B29C47/88
- B29C47/90
- B29C47/92
PDF original: ES-2506091_T3.pdf
Fragmento de la descripción:
Método y dispositivo para refrigerar un tubo de película en la producción de películas sopladas La invención se refiere a un dispositivo según el preámbulo de la reivindicación 1.
El tubo de película siempre se produce y se retira con eje longitudinal vertical A, donde por regla general, la dirección de retirada está dirigida en el caso de la correspondiente alienación de la boquilla anular, de abajo hacia arriba. La dirección de retirada también puede estar orientada no obstante, en el caso de la correspondiente alienación de la boquilla anular, de arriba hacia abajo.
Las siguientes realizaciones también referentes al estado de la técnica, se refieren todas a la dirección de retirada de abajo hacia arriba, sin que por ello deba excluirse de la invención la dirección de retirada de arriba hacia abajo.
Para el rendimiento de la producción y con ello para la rentabilidad del procedimiento nombrado anteriormente para la producción de tubos de película o de dispositivos que se utilizan para ello, la refrigeración del tubo de película desde la salida de la boquilla anular hasta alcanzar un llamado límite de endurecimiento, es un factor decisivo, es decir, el aumento de la tasa de rendimiento solo puede lograrse con el incremento del efecto refrigerante.
Para la refrigeración se utilizan habitualmente los llamados anillos de refrigeración duales, que están dispuestos directamente por encima de la boquilla anular y que presentan una carcasa de anillo de refrigeración unitaria, pero en este caso sin embargo boquillas anulares de gas refrigerante, que forman dos planos de soplado para gas refrigerante. Los documentos GB 2112703 A y US 2002/0130431 A1 muestran un dispositivo del tipo nombrado inicialmente. En el documento US 5 804 221 A puede encontrarse un ejemplo de un anillo de refrigeración dual.
Para el aumento adicional del efecto de refrigeración, se conocen los llamados anillos de refrigeración dobles, en los que hay dispuestas en dirección de la producción, una detrás de la otra y separadas entre sí, dos carcasas de anillo de refrigeración independientes, donde el anillo de refrigeración inferior está montado directamente sobre el cabezal de soplado de película y el anillo de refrigeración superior está dispuesto frente al inferior regulable en altura. Al entrar el tubo de película en el anillo de refrigeración superior, ya está prerrefrigerado por el anillo de refrigeración inferior. En este caso, el efecto del anillo de refrigeración superior está alterado por el hecho de que el gas refrigerante saliente del anillo de refrigeración inferior, ya está calentado a lo largo del tubo de película, y entra en el anillo de refrigeración superior desde abajo. Además de ello, el acceso a la boquilla anular, que es necesario al acercarse a la instalación, está entorpecido por el anillo de refrigeración inferior que se encuentra sobre el cabezal de soplado de película. Un dispositivo del tipo que aquí se describe, se conoce por ejemplo del documento EP 1 719 602 A1.
Del documento DE 32 43 884 A1 ya se conoce la expulsión de aire de refrigeración durante la producción de un tubo de película, tanto en dirección de extrusión, como también en dirección contraria a la dirección de extrusión, desde correspondientes anillos de refrigeración. Estos anillos de refrigeración están provistos de un canal anular, que es alimentado por un único tubo de alimentación de aire. En el documento JP 59-007 019 A, en el documento JP 58191 126 A y en el documento JP 58-094 434 A se representan y se describen además anillos de refrigeración con una configuración parecida.
Partiendo de esto, la presente invención se basa en la tarea de poner a disposición un dispositivo del tipo nombrado inicialmente, con el que pueda incrementarse el efecto de refrigeración, para poder continuar aumentando la velocidad de retirada del tubo de película y con ello el rendimiento de producción del dispositivo. En este caso han de evitarse pérdidas de calidad durante la expulsión del tubo de película.
La tarea se soluciona mediante un dispositivo según la reivindicación 1. De las reivindicaciones dependientes resultan ejemplos de realización ventajosos.
Así pues, se sopla al menos un primer flujo de gas refrigerante KG en contra de la dirección de retirada del tubo de película, y al menos otro flujo de gas refrigerante KA en dirección de retirada del tubo de película, y en el que al menos uno de los flujos de gas refrigerante puede controlarse al menos en su caudal volumétrico o en su temperatura perimetralmente por sectores. Está previsto particularmente, que el flujo de gas refrigerante KA soplado más cerca de la boquilla anular, se sople en contra de la dirección de retirada del tubo de película, mientras que el flujo de gas refrigerante soplado más alejado de la boquilla anular, se sopla en dirección de retirada del tubo de película. De esta manera puede evitarse un estorbo mutuo de la influencia de los flujos de gas refrigerante. Es esencial, que el primer plano de soplado esté dispuesto a una determinada distancia de la boquilla anular. El efecto esencial que conduce al aumento del efecto de refrigeración, se encuentra en que ya no se introduce gas refrigerante ya calentado del primer plano de soplado en dirección de retirada, en la zona del otro plano de soplado o de los otros planos de soplado. Además de ello, la refrigeración mediante el primer flujo de gas refrigerante KG dirigido en contra de la dirección de retirada, se produce según el principio de refrigeración de contraflujo, es decir, el gas refrigerante recién alimentado está más frío allí, donde ya se ha alcanzado una temperatura reducida del tubo de película, mientras que el gas refrigerante ya está algo calentado, allí donde el tubo de película aún caliente sale de la boquilla anular. De esta manera se mantiene en todo el recorrido de refrigeración una diferencia de temperatura relativamente uniforme o ajustada, con lo que se logra el efecto de refrigeración más efectivo. Dado que 2 5
con el efecto de refrigeración mejorado es posible una tasa de producción incrementada, vuelven a compensarse en este caso los errores de grosor del tubo de película que aparecen en gran medida en la salida de la boquilla anular, mediante la refrigeración influenciable por sectores en el perímetro del tubo de película, según la invención. Según la invención está previsto por lo tanto, que al menos uno de los flujos de gas refrigerante KG, KA, sea controlable en su caudal volumétrico perimetralmente por sectores o sea influenciable en su temperatura perimetralmente por sectores. De esta manera es posible mantener lo más bajas posibles las desviaciones del perfil del grosor de la película tubular perimetralmente durante el proceso de producción. En este caso se aprovecha el efecto de que al soplar el tubo de película, es decir, al ensanchar el diámetro del tubo, se expanden más las zonas más calientes y menos las zonas más frías. En el caso de un rendimiento de refrigeración más alto en un sector del perímetro, el tubo de película se enfría más rápido, de esta manera se dilata menos, y mantiene de esta manera un grosor de película relativamente mayor; en el caso de un rendimiento de refrigeración más bajo en un sector del perímetro, el tubo de película mantiene una temperatura más alta, como consecuencia de lo cual, puede dilatarse más; de esta manera, el grosor de la película allí se reduce más. Las diferencias del grosor de película en el perímetro se calculan en este caso mediante un dispositivo de medición y se transmiten a un dispositivo de regulación para la variación del rendimiento de refrigeración o de calentamiento. Este dispositivo de medición está dispuesto en la dirección de la producción detrás del llamado límite de endurecimiento del material de la película, detrás del cual el material de la película prácticamente ya no se dilata. En el documento EP 1 736 297 A1 se describe un dispositivo con el que es posible una refrigeración variable por sectores del tubo de película.
Mientras que el flujo de gas refrigerante KG soplado en contra de la dirección de retirada, es efectivo en el principio de refrigeración de contraflujo, el segundo flujo de gas refrigerante KA que se sopla en la dirección de retirada, tiene un efecto completamente ininterrumpido desde el primero nombrado a lo largo del tubo de película, según el principio de refrigeración de flujo continuo. El primer flujo de gas refrigerante KG nombrado, puede aspirarse en la zona de la boquilla anular esencialmente en forma anular, de manera que las emisiones de gas del tubo de película, que se presentan con más fuerza directamente tras la boquilla anular, se evacuan junto con el primer... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para la refrigeración de un tubo de película (14) de material plástico termoplástico en la producción de películas tubulares para la disposición en una extrusora de película soplada (10) con un cabezal de soplado de película (11) , que comprende una boquilla anular (12) , de la que sale el tubo de película (14) y se evacua en una dirección de retirada, donde hay dispuestas al menos dos boquillas anulares de gas refrigerante (32, 33, 34) distanciadas de la boquilla anular (12) y que forman al menos dos planos de soplado para el gas refrigerante, donde las al menos dos boquillas anulares de gas refrigerante (32, 33, 34) son elementos de un anillo de refrigeración (13) común y se alimentan desde un espacio anular (40) común, y donde se proporcionan medios mediante los cuales puede controlarse el flujo de gas refrigerante de al menos una de las boquillas anulares de gas refrigerante (32, 33, 34) perimetralmente por sectores de manera variable en el caudal volumétrico, o controlarse perimetralmente por sectores de manera variable en la temperatura, caracterizado por que al menos una boquilla anular de gas refrigerante (32) está dirigida en contra de la dirección de retirada del tubo de película (14) , y al menos una boquilla anular de gas refrigerante (33, 34) está dirigida en dirección de retirada del tubo de película (14) , y que una hendidura de anillo de salida (30) , que alimenta las boquillas anulares de gas refrigerante (32, 33, 34) , se separa en un primer canal anular (35) para el suministro de al menos una boquilla anular de gas refrigerante (32) , cuya abertura de salida está dirigida en contra de la dirección de retirada, y en dos canales anulares (36, 37) que se encuentran por encima para el suministro de al menos dos boquillas anulares de gas refrigerante (33, 34) , cuyas aberturas de salida están dirigidas en dirección de retirada.
2. Dispositivo según la reivindicación 1, caracterizado por que se proporcionan al menos dos boquillas anulares de gas refrigerante (33, 34) dirigidas en la dirección de retirada del tubo de película y/o al menos dos boquillas anulares de gas refrigerante (32) dirigidas en contra de la dirección de retirada del tubo de película.
3. Dispositivo según una de las reivindicaciones 1 o 2, caracterizado por que entre la boquilla anular (12) del cabezal de soplado de película (11) y la al menos una boquilla anular de gas refrigerante (32) dirigida en contra de la dirección de retirada del tubo de película (14) hay dispuesto un dispositivo de aspiración (41) para gas refrigerante que transcurre o está dispuesto perimetralmente.
4. Dispositivo según una de las reivindicaciones 1 a 3, caracterizado por que por encima del cabezal de soplado de película (11) hay dispuesta una chapa de desviación anular de una o de varias piezas.
5. Dispositivo según una de las reivindicaciones 1 a 4, caracterizado por que sobre el cabezal de soplado de película (11) hay dispuesto un aislamiento térmico (25) .
Patentes similares o relacionadas:
Disposición del accionamiento en una extrusora con desgasificación, del 24 de Enero de 2018, de EVONIK ROHM GMBH: Extrusora con desgasificación para la desgasificación de un material polimérico, que comprende al menos un accionamiento, al menos un cilindro de extrusora […]
Dispositivo y procedimiento para la desgasificación de material que va a procesarse, del 25 de Octubre de 2017, de Coperion GmbH: Dispositivo para la desgasificación de material que va a procesarse, en particular material plástico, que comprende - un motor de accionamiento para […]
Dispositivo para la extrusión de material sintético termoplástico, del 7 de Junio de 2017, de EREMA ENGINEERING RECYCLING MASCHINEN UND ANLAGEN GESELLSCHAFT M.B.H.: Dispositivo para la extrusión de material sintético termoplástico, con tornillo sinfín de extrusor alojado en una carcasa , que comprende […]
Extrusora de desgasificación para la desgasificación de un material polimérico, así como procedimiento para la desgasificación de un jarabe a base de polímeros, disolventes y/o monómeros utilizando una extrusora de desgasificación, del 10 de Mayo de 2017, de EVONIK ROHM GMBH: Extrusora de desgasificación para la desgasificación de un material polimérico, que comprende al menos un accionamiento , al menos un cilindro […]
Procedimiento para el tratamiento continuo de soluciones de polímeros, del 12 de Abril de 2017, de LIST Technology AG: Procedimiento para el tratamiento continúo de soluciones de polímeros dentro de un mezclador-amasador , realizado como un evaporador y/o desgasificador, con una cámara […]
Procedimiento y dispositivo para desgasificar una mezcla en particular de aglutinantes poliméricos, del 9 de Noviembre de 2016, de Adm-Isobloc GmbH: Procedimiento para desgasificar una mezcla que contiene componentes separables de diferente densidad, en el que la mezcla se transporta desde un tornillo sin […]
Procedimiento para la producción de masas de moldeo termoplásticas, así como masas de moldeo termoplásticas producidas según éste, del 18 de Mayo de 2016, de INEOS Styrolution Group GmbH: Procedimiento para la producción de masas de moldeo termoplásticas, en el cual se usa un extrusor, el cual está estructurado en dirección de transporte aguas abajo a partir […]
Dispositivo para la desgasificación de fluidos y procedimiento para la desgasificación de fluidos, del 4 de Mayo de 2016, de Wobben Properties GmbH: Dispositivo de desgasificación de fluidos para la desgasificación de resinas, con un elemento de alimentación de fluido para alimentar la resina, […]