Procedimiento de alimentación autocentrante de piezas cilíndricas multidiámetro y cargador y alimentador autocentrante de piezas cilíndricas multidiámetro para llevar a cabo dicho procedimiento.
Procedimiento de alimentación autocentrante de piezas cilíndricas multidiámetro y cargador y alimentador autocentrante de piezas cilíndricas multidiámetro para llevar a cabo dicho procedimiento.
Es objeto de la invención un novedoso procedimiento, y el correspondiente dispositivo para llevarlo a cabo, para alimentar piezas en máquinas que trabajan al eje, entre otras, tornos, rectificadoras sin centros o máquinas de ensamblar conjuntos. Las piezas a almacenar y cargar son piezas sustancialmente cilíndricas que pueden tener zonas con diferentes diámetros, en adelante este tipo de piezas se denominará piezas cilíndricas multidiámetro, por ejemplo ejes con hombros para el apoyo de cojinetes, las referidas piezas multidiámetro pueden tener diferentes longitudes, el procedimiento y el dispositivo mantienen en todo momento el eje de las piezas multidiámetro comprendido en un plano horizontal predeterminado respecto al eje de trabajo de la máquina.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201430299.
Solicitante: IKERTEK, S.L.
Nacionalidad solicitante: España.
Inventor/es: NAVAS GARAY,Javier, NAVAS GARAY,Ángel.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23B13/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › Dispositivos automáticos de transporte, de ajuste sobre mandriles o de guiado de productos en bruto para máquinas de tornear.
- B23Q7/02 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 7/00 Dispositivos para la manipulación de piezas, especialmente combinados a las máquinas-herramientas o dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas, p. ej. para el transporte, la carga, la colocación, la descarga, la selección (incorporados a los husillos de trabajo B23B 13/00, B23B 19/02; para tornos automáticos o semiautomáticos B23B 15/00). › por medio de tambores, de mesas rotativas o de plataformas.
Fragmento de la descripción:
Procedimiento de alimentación autocentrante de piezas cilindricas multidiámetro y cargador y alimentador autocentrante de piezas cilindricas multidiámetro para llevar a cabo dicho procedimiento
Objeto de la invención
Es objeto de la presente invención un novedoso procedimiento, y el correspondiente dispositivo para llevarlo acabo, para alimentar piezas en máquinas que trabajan al eje, entre otras, tornos, rectificadoras sin centros o máquinas de ensamblar conjuntos. Las piezas a almacenar y cargar son piezas sustancialmente cilíndricas que pueden tener zonas con diferentes diámetros, en adelante este tipo de piezas se denominará piezas cilíndricas multidiámetro, por ejemplo ejes con hombros para el apoyo de cojinetes, las referidas piezas multidiámetro pueden tener diferentes longitudes, el procedimiento y el dispositivo mantienen en todo momento el eje de las piezas multidiámetro comprendido en un plano horizontal predeterminado respecto al eje de trabajo de la máquina.
Antecedentes de la invención
En la alimentación de piezas multidiámetro a máquinas que trabajan al eje existen multitud de cargadores- alimentadores para piezas cuyo diámetro es el mismo en toda su longitud y que tienen la misma longitud. Este tipo de cargadores-alimentadores que se suelen fabricar específicamente para un tipo de máquina herramienta y para un tipo de pieza suelen tener el almacén o petaca de piezas a alimentar dispuesto encima del cargador, por lo tanto las piezas se mueven desde el almacén o petaca hasta el dispositivo alimentador por gravedad.
En esta descripción las máquinas que trabajan al eje son aquellas que tiene como referencia el eje de la pieza para realizar las operaciones para las que están diseñadas, por ejemplo se puede citar todo tipo de tornos, rectificadoras sin centro o diferentes tipos de máquinas para el montaje de diferentes piezas para formar conjuntos.
Este tipo de cargadores-alimentadores verticales tienen una serie de inconvenientes que a continuación se enumeran.
Cuando se trabaja con piezas multidiámetro en alimentadores verticales, dichas piezas están colocadas en la misma posición por lo que el eje de la pieza se inclina hacia la zona de diámetro menor, esto puede ocasionar atascos en la alimentación. Este inconveniente se ha solucionado en parte con contrapesos dispuestos sobre la zona de mayor diámetro de la pieza, esta solución es complicada ya que el número de piezas multidiámetro a utilizar en cada una de las series puede variar y que durante el proceso de alimentación el número de piezas va disminuyendo, por lo que los contrapesos deberían de variar en cada serie y durante el proceso de alimentación, por lo que no se permite la carga en continuo.
Por otra parte al ser los cargadores-alimentadores usualmente diseñados para una máquina y para una pieza en concreto, dichos cargadores no se pueden utilizar en diferentes máquinas y tampoco se pueden utilizar cuando se varía la longitud de las piezas o sus diámetros, lo que implica que se necesitaría disponer de un número muy elevado de ellos lo que conlleva un coste de fabricación y de almacenamiento muy elevado y que repercute en el coste final de las piezas mecanizadas.
La presente invención resuelve los anteriores inconvenientes ofreciendo un procedimiento de alimentación de piezas cilindricas multidiámetro y un cargador alimentador horizontal, que puede trabajar con piezas cilindricas multidiámetro y de diferentes longitudes manteniendo los ejes de las referidas piezas cilindricas multidiámetro comprendidos en un plano horizontal predeterminado.
Descripción de la invención
El procedimiento de alimentación autocentrante de piezas cilindricas multidiámetro objeto de la presente invención comprende las etapas usuales en los métodos de alimentación de piezas a máquinas, como, entre otras, colocación de las piezas, determinación de la secuencia de alimentación, ajuste de reglajes, las etapas novedosas comprenden las siguientes:
A. Determinación del plano horizontal de alimentación de las piezas cilindricas multidiámetro respecto a la máquina a alimentar.
B. Fijación de la distancia entre las dos o más guías longitudinales autocentrantes.
C. Fijación en cada una de las guías longitudinales autocentrantes del diámetro que se alojará en dicha guía longitudinal autocentrante.
D. Carga de las piezas cilindricas multidiámetro en las guías longitudinales autocentrantes.
E. Alimentación unitaria de las piezas cilíndricas multidiámetro a la máquina.
El cargador alimentador autocentrante de piezas cilíndricas multidiámetro, para llevar a cabo el procedimiento arriba descrito, objeto de la presente invención comprende:
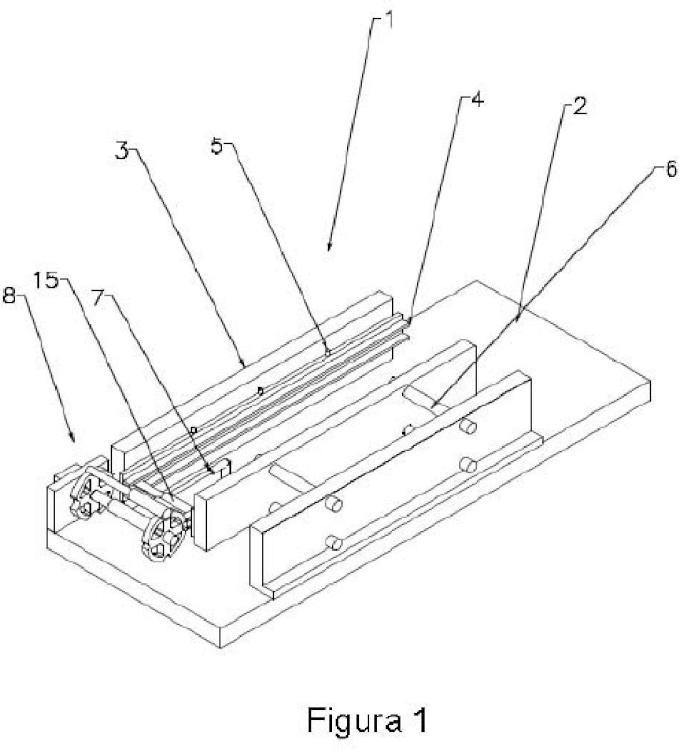
Un bastidor donde se acoplan el resto de elementos y dispositivos de la invención y en el que se dispone adecuadamente medios idóneos de unión con la máquina herramienta a alimentar.
Un conjunto guía acoplado al bastidor donde se almacenan las piezas cilíndricas multidiámetro y que tiene la misión de mantener la posición del eje longitudinal de la pieza comprendida en el plano horizontal predeterminado, este conjunto guía comprende dos guías longitudinales autocentrantes, la sección transversal de cada una de las guías longitudinales tiene forma sensiblemente de U tumbada, en cada una de las guías se dispone unos primeros medios de traslación vertical que son aptos para mover la parte horizontal superior de la guía una distancia igual y en dirección contraria a la distancia que ha movido la parte horizontal inferior de la referida guía, con el objetivo de que puedan conducir diferentes piezas con diferentes diámetros manteniendo la posición del eje, así mismo se dispone unos segundos medios de traslación horizontal de una guía respecto a la otra para que la invención pueda trabajar con piezas de diferentes longitudes.
Uno o mas empujadores escamoteables, que están accionados adecuadamente mediante un dispositivo accionador, acoplados adecuadamente en las guias longitudinales autocentrantes que empuja las piezas hasta su posición de carga en los discos, estos empujadores escamoteable permitien la carga continua de las piezas al poderse retirar para cargar nuevas piezas en la invención.
Un alimentador de piezas multidiámetro autocentrante acoplado al bastidor, preferentemente, de tal manera que la periferia de los discos son tangentes a un plano vertical cuya posición es definida por los extremos de las guías más cercanos al referido alimentador de piezas y que recoge las piezas conducidas por las guías y las entrega a la máquina herramienta de tal manera que la posición del eje longitudinal de la pieza multidiámetro se mantiene constante aunque varíen los diámetros y coincidente con el eje de trabajo de la referida máquina herramienta. Dicho alimentador de piezas multidiámetro comprende preferentemente:
o Un eje de soporte acoplado a un dispositivo motriz que le transmite un movimiento de rotación alrededor del eje longitudinal del referido eje de soporte. El eje de soporte está acoplado adecuadamente al bastidor y posee unos primeros medios de unión radial al cubo de los discos que permiten el movimiento axial del los discos de apoyo sobre el eje de soporte pero transmiten el movimiento de rotación del eje a los discos de apoyo, o Dos o más discos de apoyo unidos al eje de soporte mediante unos segundos medios de unión radial complementarios a los primeros medios de unión radial del eje, en la periferia de dichos discos de apoyo se dispone al menos un alojamiento de un extremo de la pieza multidiámetro. Dicho alojamiento tiene forma semicircular, que forma el apoyo de las piezas, con un salida redondeada en dirección al sentido de rotación del alimentador de piezas, o Un dispositivo ajustable de fijación axial de la posición axial relativa de los discos de apoyo sobre el eje, permite fijar la distancia entre los discos de apoyo para trabajar con piezas de diferentes longitudes.
Como una opción de diseño un controlador lógico programable que controla y acciona el dispositivo motriz, el empujador escamoteable y el dispositivo accionador
Como otra opción de diseño el alimentador de piezas cilindricas multidiámetro puede ser un segundo cilindro empujador situado a la salida de las guías longitudinales autocentrantes y de tal manera que el eje del cilindro empujador coincide con el eje de la pieza cilindrica multidiámetro y su extremo de empuje queda adecuadamente dispuesto en la posición del extremo de la pieza cilindrica multidiámetro de menor diámetro. Dicho segundo cilindro empujador esta accionado por un segundo dispositivo accionador.
Descripción de las figuras
Figura 1: perspectiva de una realización...
Reivindicaciones:
1. Procedimiento de alimentación autocentrantes de piezas cilindricas multidiámetro caracterizado porque comprende las siguientes etapas:
A. Determinación del plano horizontal de alimentación de las piezas cilindricas multidiámetro respecto a la máquina a alimentar.
B. Fijación de la distancia entre las dos o más guias longitudinales autocentrantes.
C. Fijación en cada una de las guias longitudinales autocentrantes del diámetro que se alojará en dicha guia longitudinal autocentrante.
D. Carga de las piezas cilindricas multidiámetro en las guias longitudinales autocentrantes.
E. Alimentación unitaria de las piezas cilíndricas multidiámetro a la máquina.
2. Cargador alimentador autocentrante de piezas cilíndricas multidiámetro para llevar a cabo el procedimiento descrito en la reivindicación 1 caracterizado porque comprende:
Un bastidor donde se acoplan el resto de elementos y dispositivos y en el que se dispone adecuadamente medios idóneos de unión con la máquina herramienta a alimentar.
Un conjunto guía acoplado al bastidor donde se almacenan las piezas cilíndricas multidiámetro y que comprende dos guías longitudinales autocentrantes, la sección transversal de cada una de las guías longitudinales tiene forma sensiblemente de U tumbada, en cada una de las guías se dispone unos primeros medios de traslación vertical que son aptos que son aptos para mover la parte horizontal superior de la guía una distancia igual y en dirección contraria a la distancia que ha movido los referidos medios de traslación vertical la parte horizontal inferior de la referida guía, con el objetivo de que puedan conducir diferentes piezas con diferentes diámetros, así mismo se dispone unos segundos medios de traslación horizontal de una guía respecto a la otra para que la invención pueda trabajar con piezas de diferentes longitudes.
Uno o más empujadores escamoteables accionados adecuadamente mediante un dispositivo accionador acoplado adecuadamente en las guías longitudinales.
Un alimentador de piezas multidiámetro autocentrante acoplado al bastidor.
3. Cargador alimentador autocentrante de piezas multidiámetro según reivindicación 2 caracterizado porque está dispuesto de tal manera que la periferia de los discos de
apoyo son tangentes a un plano vertical cuya posición es definida por los extremos de las guías más cercanos al referido alimentador de piezas, dicho alimentador de piezas multidiámetro comprende:
a. Un eje de soporte acoplado a un dispositivo motriz que le transmite un movimiento de rotación alrededor del eje longitudinal del referido eje de soporte. El eje de soporte está acoplado adecuadamente al bastidor y posee unos primeros medios de unión radial al cubo de los discos de apoyo que permiten el movimiento axial del los discos de apoyo sobre el eje de soporte pero transmiten el movimiento de rotación del eje a los discos de apoyo.
b. Dos discos de apoyo unidos al eje de soporte mediante unos segundos medios de unión radial complementarios a los primeros medios de unión radial del eje, en la periferia de dichos discos de apoyo se dispone al menos un alojamiento de un extremo de la pieza multidiámetro. Dicho alojamiento tiene forma semicircular con un salida redondeada en dirección al sentido de rotación del alimentador de piezas.
c. Un dispositivo ajustable de fijación axial de la posición axial relativa de los discos de apoyo sobre el eje.
4. Cargador alimentador autocentrante de piezas cilindricas multidiámetro según
reivindicación 3 caracterizado porque los alojamientos tienen diámetros diferentes.
5. Cargador alimentador autocentrante de piezas cilindricas multidiámetro según
reivindicación 2 caracterizado porque el alimentador de piezas cilindricas
multidiámetro puede ser un segundo cilindro empujador situado a la salida de las guías longitudinales autocentrantes y de tal manera que el eje del cilindro empujador coincide con el eje de la pieza cilindrica multidiámetro y su extremo de empuje queda adecuadamente dispuesto en la posición del extremo de la pieza cilindrica multidiámetro de mayor diámetro; dicho segundo cilindro empujador esta accionado por un segundo dispositivo accionador.
6. Cargador alimentador autocentrante de piezas cilindricas multidiámetro según
cualquiera de las reivindicaciones 2 - 4 caracterizado porque comprende un controlador lógico programable que control y acciona el dispositivo motriz y el empujador escamoteable
7. Cargador alimentador autocentrante de piezas cilindricas multidiámetro según cualquiera de las reivindicaciones anteriores caracterizado porque el empujador escamoteable es un cilindro hidráulico.
8. Cargador alimentador autocentrante de piezas cilíndricas multidiámetro según
cualquiera de las reivindicaciones anteriores caracterizado porque el dispositivo motriz es un motor eléctrico.
Patentes similares o relacionadas:
Procedimiento de ablación láser y procedimiento de soldadura para piezas de trabajo, del 6 de Noviembre de 2018, de WISCO Lasertechnik GmbH: Procedimiento de ablación láser y de soldadura para piezas de trabajo , en particular chapas, donde el procedimiento comprende los siguientes […]
Dispositivo para proporcionar aparatos de sujeción y/o de mecanizado y sistema, del 21 de Febrero de 2018, de ThyssenKrupp System Engineering GmbH: Dispositivo para proporcionar aparatos de sujeción y/o de mecanizado para un manipulador, en particular en una calle de fabricación para la fabricación de carrocerías […]
Estación para cargar y descargar contenedores de transporte de piezas a procesar, del 17 de Septiembre de 2014, de COMAU S.P.A.: Sistema para cargar y descargar unos contenedores de transporte de piezas (C) en una planta industrial, que comprende: - una estación de carga […]
 Dispositivo de manipulación automático, del 22 de Marzo de 2013, de Protechnik S.R.O: El dispositivo de manipulación automático diseñado para manipular artículos de un lugar a otro,especialmente para la estiba y el cambio de […]
Dispositivo de manipulación automático, del 22 de Marzo de 2013, de Protechnik S.R.O: El dispositivo de manipulación automático diseñado para manipular artículos de un lugar a otro,especialmente para la estiba y el cambio de […]
 METODO Y APARATO PARA LA FIJACION, EN UNA PLACA DE PREPARACION Y SOPORTE, DE PIEZAS A TRABAJAR, A MECANIZAR POR MAQUINAS HERRAMIENTA, del 29 de Septiembre de 2010, de MINGANTI INTERNATIONAL LIMITED: Método para la fijación exacta con adhesivo, sobre una base o placa de preparación y soporte, de piezas a trabajar (P) a mecanizar mediante […]
METODO Y APARATO PARA LA FIJACION, EN UNA PLACA DE PREPARACION Y SOPORTE, DE PIEZAS A TRABAJAR, A MECANIZAR POR MAQUINAS HERRAMIENTA, del 29 de Septiembre de 2010, de MINGANTI INTERNATIONAL LIMITED: Método para la fijación exacta con adhesivo, sobre una base o placa de preparación y soporte, de piezas a trabajar (P) a mecanizar mediante […]
 DISPOSITIVO DE SUJECION DE PIEZAS DE TRABAJO Y MAQUINA DE MECANIZACION EQUIPADA CON EL MISMO, del 16 de Diciembre de 2009, de ALFING KESSLER SONDERMASCHINEN GMBH: Dispositivo de sujeción de piezas de trabajo para la sujeción de una pieza de trabajo para una mecanización a través de una máquina de mecanización […]
DISPOSITIVO DE SUJECION DE PIEZAS DE TRABAJO Y MAQUINA DE MECANIZACION EQUIPADA CON EL MISMO, del 16 de Diciembre de 2009, de ALFING KESSLER SONDERMASCHINEN GMBH: Dispositivo de sujeción de piezas de trabajo para la sujeción de una pieza de trabajo para una mecanización a través de una máquina de mecanización […]
DISPOSITIVO DE CICLO GIRATORIO PARA LA UTILIZACION EN UN CONJUNTO DE ESTACIONES DE MECANIZADO., del 1 de Diciembre de 2005, de WERKZEUGMASCHINENFABRIK VOGTLAND GMBH: Dispositivo de ciclo giratorio para la utilización en un conjunto de estaciones de mecanizado en cada una de cuyas zonas de trabajo […]
 SOPORTE DE PIEZAS PARA UNA RECTIFICADORA DE SUPERFICIES PLANAS, del 29 de Abril de 2011, de Supfina Grieshaber GmbH & Co. KG: Soporte de piezas para una en rectificadora de superficies planas, con un eje central de soporte de piezas alrededor del cual se puede accionar […]
SOPORTE DE PIEZAS PARA UNA RECTIFICADORA DE SUPERFICIES PLANAS, del 29 de Abril de 2011, de Supfina Grieshaber GmbH & Co. KG: Soporte de piezas para una en rectificadora de superficies planas, con un eje central de soporte de piezas alrededor del cual se puede accionar […]