METODO Y APARATO PARA LA FIJACION, EN UNA PLACA DE PREPARACION Y SOPORTE, DE PIEZAS A TRABAJAR, A MECANIZAR POR MAQUINAS HERRAMIENTA.
Método para la fijación exacta con adhesivo, sobre una base (1) o placa de preparación y soporte,
de piezas a trabajar (P) a mecanizar mediante máquinas herramienta y para la posterior separación simplificada de dichas piezas a trabajar, caracterizado porque la superficie para apoyar y soportar la pieza a trabajar (P) está formada por la superficie plana superior (103) de una disposición anular de soportes pequeños (3) que están situados con sus ejes (A) paralelos respecto al de dicha base (1), sobre la que dicha pieza a trabajar debe ser colocada y que está diseñada para ser sujetada por el plato de garras de la máquina herramienta, estando dichos soportes (3) montados en dicha base (1) con la posibilidad de ser accionados para girar en torno sus ejes, contemplándose que se dispone una cantidad adecuada de adhesivo en la superficie superior (103) de estos soportes y, a continuación, la pieza a trabajar cuyas superficies visibles han de mecanizarse es colocada y centrada correctamente sobre dicha superficie, todo ello de tal manera que, tras el mecanizado de esta pieza a trabajar, ésta puede ser separada de dichos soportes (3) impartiendo a estos últimos una pequeña rotación en torno sus ejes (A) con el objeto de romper la unión de la superficie adhesiva situada entre ambos, sin que la propia pieza a trabajar sea sometida a tensiones perjudiciales
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/052823.
Solicitante: MINGANTI INTERNATIONAL LIMITED.
Nacionalidad solicitante: Irlanda.
Dirección: 20, CLANWILLIAM TERRACE,DUBLIN 2.
Inventor/es: CALDANA, MARCUS.
Fecha de Publicación: .
Fecha Concesión Europea: 19 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B23Q3/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 3/00 Dispositivos que permiten mantener, soportar o posicionar las piezas o las herramientas, pudiendo normalmente ser desmontados estos dispositivos de la máquina (mesas de trabajo u otras piezas, p. ej. platos, que no incorporan de forma habitual los medios para sujetar la pieza B23Q 1/00; control automático de la posición B23Q 15/00; cabezas portaherramientas rotativas para máquinas de tornear B23B 3/24, B23B 3/26; porta-herramientas sin accionamiento B23B 29/00; características generales de las torretas B23B 29/24; herramientas o útiles de banco para fijar, unir, desenganchar o mantener B25B). › otros que no sean accionados mecánicamente.
- B23Q7/02 B23Q […] › B23Q 7/00 Dispositivos para la manipulación de piezas, especialmente combinados a las máquinas-herramientas o dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas, p. ej. para el transporte, la carga, la colocación, la descarga, la selección (incorporados a los husillos de trabajo B23B 13/00, B23B 19/02; para tornos automáticos o semiautomáticos B23B 15/00). › por medio de tambores, de mesas rotativas o de plataformas.
Clasificación PCT:
Fragmento de la descripción:
Método y aparato para la fijación, en una placa de preparación y soporte, de piezas a trabajar, a mecanizar por máquinas herramienta.
La presente invención se refiere a un método y un aparato para la fijación, en una placa de preparación y soporte, de piezas a trabajar, a mecanizar mediante máquinas herramienta según los preámbulos de las reivindicaciones 1 y 2. Se da a conocer un ejemplo de dicho método y dicho aparato mediante la publicación DE 199 20 365 A1.
Para llevar a cabo un mecanizado de alta precisión de las superficies interiores y exteriores de las piezas a trabajar de forma anular, con un único posicionamiento en el plato de garras de una máquina herramienta, es conocido colocar dicha pieza a trabajar, junto con su base y centrada correctamente, sobre una placa o base de soporte sólida en la que se fija la pieza a trabajar utilizando adhesivo o cola, todo ello de manera que la misma pieza a trabajar puede situarse a continuación en el plato de garras de la máquina herramienta sujetando dicha placa, sin que la pieza a trabajar esté sometida a tensiones de deformación y pudiendo ser mecanizada con precisión, con un único posicionamiento, en todas sus superficies interiores y exteriores que son accesibles a las herramientas. Después del mecanizado, la pieza a trabajar se separa de la base con la eliminación de la acción de fijación del adhesivo, que puede elegirse asimismo con características adecuadas para este propósito. Se han indicado muchas soluciones hasta la fecha para separar la pieza a trabajar de la base de soporte, pero ninguna ha demostrado ser práctica, segura, fácil de llevar a cabo y fiable tecnológicamente.
La invención tiene el objetivo de superar estas limitaciones de la técnica anterior, mediante un método, según se reivindica en la reivindicación 1 adjunta, y un aparato, según se reivindica en la reivindicación 2 adjunta y según las reivindicaciones dependientes siguientes. La superficie para soportar la pieza a trabajar está formada por la superficie superior plana de una disposición anular de soportes pequeños que están situados con sus ejes paralelos a los de la base de soporte, y estos soportes están montados en dicha base con la posibilidad de ser accionados para girar en torno a sus ejes. El adhesivo de fijación se dispone en la superficie superior de dichos soportes, que está situada a lo largo de un cerco anular plano ideal, perpendicular y concéntrico al eje de la base de soporte, y a continuación la pieza a trabajar es colocada y centrada correctamente sobre esta superficie anular, siendo fijada dicha pieza a trabajar, con la solidificación del adhesivo en dicha superficie de soporte anular y pudiendo ser cargada junto con la base de soporte en la máquina herramienta para mecanizar sus superficies visibles. Después del mecanizado, la pieza a trabajar es separada de dichos soportes por medio de una rotación fácil y rápida de la misma, que rompe la película adhesiva fina situada entre ellos, sin que la pieza a trabajar sea sometida a tensiones perjudiciales.
Resultarán más evidentes otros aspectos característicos de la invención y las ventajas surgidas de la misma, a partir de la siguiente descripción de una realización preferente de la misma, ilustrada solamente a modo de ejemplo no limitativo, en las figuras de las ilustraciones de dibujos adjuntas, en las cuales:
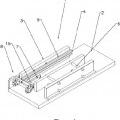
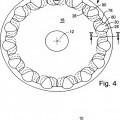
- la figura 1 es una vista superior en planta de una base de soporte con soportes giratorios sobre los que la pieza a trabajar se fija con adhesivo;
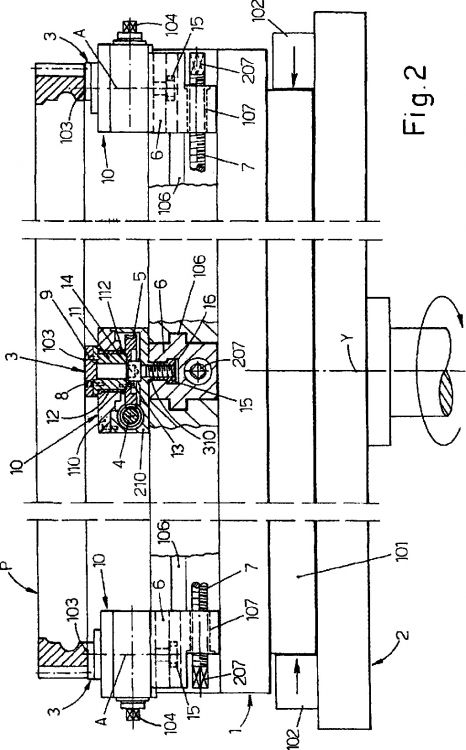
- la figura 2 muestra la base, según la figura 1, seccionada a lo largo de la línea II-II.
En las figuras, (1) indica una placa o base de soporte que tiene, por ejemplo, un pedestal coaxial (101) mediante el cual la mencionada base, en primer lugar durante el montaje sobre ésta de la pieza a trabajar a mecanizar por la máquina herramienta, puede ser sujetada mediante las mandíbulas de sujeción (102) de una mesa (2) que puede girar en torno a un eje vertical (Y) y junto con las cuales, una vez que se lleva a cabo el montaje de la pieza a trabajar, la mencionada base (1) puede sujetarse después en el plato de garras de la máquina herramienta para mecanizar la pieza a trabajar. La mesa (2) puede girar en torno a su eje manualmente o por medio de una unidad especial de servocontrol (no mostrada), y pueden preverse medios para bloquearla en la posición angular a la que se lleva en cada caso.
La pieza a trabajar (P) tiene habitualmente forma anular y, en el ejemplo en cuestión consiste en el anillo de un cojinete de empuje, también de diámetro grande y con dientes externos. Según la invención, los soportes (3), que si es necesario pueden girar en torno a sus ejes (A), están montados en la base (1), equidistantes y dispuestos en paralelo con respecto al eje de dicha base. En las primeras pruebas realizadas, los soportes (3) se montaron de forma giratoria en agujeros formados previamente en la base (1) para formar, con su superficie superior (103), una superficie anular con un diámetro que está relacionado con el de la pieza a trabajar (P), y es concéntrico con el eje de la base de soporte (1) y perpendicular al mismo. Dichos soportes (3) tenían, bajo su cabeza (103), una configuración en forma de cubo o, por lo menos, con dos superficies paralelas, para poder, cuando sea necesario, ser sujetados y girados en torno a sus ejes, utilizando una llave fija de la longitud adecuada.
Se deposita una cantidad medida y predeterminada de adhesivo en la superficie superior limpia (103) de los soportes (3) y, a continuación, se coloca el lado inferior de la pieza a trabajar (P) sobre esta superficie, estando dicha pieza a trabajar alineada con precisión respecto de la base (1) antes de que el adhesivo comience a fraguar, por ejemplo por medio de indicadores de referencia externos (R) que están diseñados, por ejemplo, para el montaje en la base (1) o en la mesa (2) y para su cooperación con la superficie exterior de la pieza a trabajar (P), por ejemplo con tres de estos indicadores de referencia (R) dispuestos equidistantes angularmente entre sí a 120º. Una vez que se ha producido la solidificación del adhesivo para fijar la pieza a trabajar (P) sobre los soportes (3), se aflojan las bridas (102) y, utilizando los cáncamos especiales de la base (1) (no mostrados), dicha base (1) con la pieza a trabajar (P) fijada es extraída de la mesa (2) y montada en el plato de garras autocentrador, habitualmente con el eje vertical, de una máquina herramienta que llevará a cabo el mecanizado de las superficies visibles de dicha pieza a trabajar (P), mientras que la base (1) con la pieza a trabajar mecanizada durante el ciclo anterior es colocada sobre la mesa (2), para separar la pieza a trabajar de los soportes (3) de esta base y sustituirla con una nueva pieza a trabajar. A partir de la figura 2 se puede ver que la superficie de soporte (103) de los soportes (3) es tal que no sobresale del volumen, en vista en planta, de la pieza a trabajar (P), y que ésta última está separada apropiadamente de las partes más anchas situadas debajo de los mencionados soportes (3), de manera que la pieza a trabajar (P) puede ser mecanizada con precisión en toda la superficie visible, sin que la herramienta interfiera con los soportes (3).
Debe recordarse que el mecanizado de las piezas a trabajar en cuestión en la máquina herramienta requiere un tiempo relativamente largo, es decir de unos 20 a 30 minutos, de manera que la etapa de separación y preparación de una nueva pieza a trabajar puede llevarse a cabo dentro de este intervalo de tiempo suficientemente largo. Para separar la pieza a trabajar mecanizada de los soportes (3), con la base (1) fija en la mesa (2), se contempla impartir a dichos soportes (3) que están diseñados adecuadamente a este respecto, tal como se ha mencionado anteriormente, un giro en torno a sus ejes (A) para romper fácilmente la unión formada por la película delgada adhesiva de fijación, gracias asimismo a la zona pequeña de la superficie superior (103) de cada soporte (3). Durante esta etapa, la pieza a trabajar no está sometida a ningún daño ni a tensiones negativas. La operación de separación puede llevarse a cabo manualmente por el operario, que utiliza una llave para hacer girar los soportes (3) que están diseñados adecuadamente para una maniobra semejante de acoplamiento, o puede llevarse a cabo de forma mecánica, utilizando la rotación de la mesa (2) para situar las interconexiones mecánicas apropiadas de dichos soportes (3) (véase más abajo) en relación con uno o más dispositivos de accionamiento rotativos (Z) que están situados estáticamente fuera de la mesa (2).
Una vez que se...
Reivindicaciones:
1. Método para la fijación exacta con adhesivo, sobre una base (1) o placa de preparación y soporte, de piezas a trabajar (P) a mecanizar mediante máquinas herramienta y para la posterior separación simplificada de dichas piezas a trabajar, caracterizado porque la superficie para apoyar y soportar la pieza a trabajar (P) está formada por la superficie plana superior (103) de una disposición anular de soportes pequeños (3) que están situados con sus ejes (A) paralelos respecto al de dicha base (1), sobre la que dicha pieza a trabajar debe ser colocada y que está diseñada para ser sujetada por el plato de garras de la máquina herramienta, estando dichos soportes (3) montados en dicha base (1) con la posibilidad de ser accionados para girar en torno sus ejes, contemplándose que se dispone una cantidad adecuada de adhesivo en la superficie superior (103) de estos soportes y, a continuación, la pieza a trabajar cuyas superficies visibles han de mecanizarse es colocada y centrada correctamente sobre dicha superficie, todo ello de tal manera que, tras el mecanizado de esta pieza a trabajar, ésta puede ser separada de dichos soportes (3) impartiendo a estos últimos una pequeña rotación en torno sus ejes (A) con el objeto de romper la unión de la superficie adhesiva situada entre ambos, sin que la propia pieza a trabajar sea sometida a tensiones perjudiciales.
2. Aparato para la fijación exacta con adhesivo, sobre una base (1) o placa de preparación y soporte, de piezas a trabajar (P) a mecanizar mediante máquinas herramientas y para la posterior separación simplificada de estas piezas a trabajar, en concreto para implementar el método según la reivindicación 1, que comprende, sobre dicha base de soporte (1), una serie de soportes pequeños (3), caracterizado porque la serie de soportes pequeños (3) forman un cerco anular con un diámetro relacionado con el de la pieza a trabajar (P) y coaxial con dicha base (1), y están diseñados para ser accionados con el objeto de girar en torno a sus ejes (A) paralelos al de dicha base (1) y, con su superficie visible (103), forman una superficie de soporte anular, plana, que es perfectamente perpendicular al eje de dicha base de soporte (1).
3. Aparato, según la reivindicación 2, caracterizado porque contempla la utilización de una mesa (2) giratoria en torno a su eje vertical (Y), con rotación activada manual o mecánicamente, y dotada con mandíbulas de sujeción autocentrantes (102) para sujetar dicha base de soporte (1), todo ello con el objeto de poder utilizar la rotación de esta mesa para situar sucesivamente los soportes (3) de dicha base (1) respecto de uno o más puestos fijos (Z) de rotación, uno o más puestos fijos para limpiar dichos soportes y uno o más puestos fijos para la distribución dosificada, sobre los mencionados soportes (3), del adhesivo para fijar la pieza a trabajar (P) en los mismos.
4. Aparato, según la reivindicación 3, en el que la base de soporte (1) o la mesa (2) están diseñadas para poder montar en las mismas indicadores de referencia (R) que permiten el centrado correcto de la pieza a trabajar (P) en los soportes (3) provistos previamente de la cantidad de adhesivo adecuada.
5. Aparato, según la reivindicación 2, en el que los soportes (3) pueden estar montados de forma giratoria en orificios formados previamente en la base de soporte (1), para formar con su superficie superior (103) una superficie anular con un diámetro relacionado con el de la pieza a trabajar (P), la cual es concéntrica, y perpendicular al eje de dicha base de soporte (1), estando caracterizados dichos soportes (3) porque tienen, por debajo de su cabeza (103), una configuración en forma de cubo o por lo menos con dos superficies paralelas, para que puedan, cuando sea necesario, ser sujetados y girados en torno sus ejes, utilizando una llave fija de una longitud adecuada.
6. Aparato, según la reivindicación 2, en el que la superficie de soporte (103) de los soportes (3) es tal que no sobresale del volumen, en vista en planta, de la pieza a trabajar (P) de manera que dicha pieza a trabajar puede ser mecanizada con precisión en toda la superficie visible sin interferencia con dichos soportes (3).
7. Aparato, según la reivindicación 2, en el que cada uno de los soportes (3) está formado por el eje de salida de una pequeña unidad reductora (10) que comprende un tornillo sin fin (4) y un engranaje helicoidal (5), y que está fija con su cuerpo (210) en una guía deslizante (6) que se desliza con precisión dentro de guías rectas (106) dispuestas radialmente en la base de soporte (1) y que puede deslizar o bloquearse en el interior de estas guías por medio de un sistema que comprende una tuerca roscada (107), situada en el interior de la guía deslizante (6), y un tornillo (7), dispuesto en paralelo en el interior de dichas guías (106), soportado de forma giratoria por la base (1) y dotado en su extremo de una cabeza (207) para la conexión a medios de rotación.
8. Aparato, según la reivindicación 7, en el que la base de soporte (1) puede estar dotada de escalas métricas con las que cooperan los indicadores de referencia fijados en las mencionadas guías deslizante (6) o en el cuerpo de la unidad reductora (10) montada en estas últimas, para mostrar la posición radial de las diversas unidades reductoras con los soportes giratorios asociados (3).
9. Aparato, según la reivindicación 7, en el que cada soporte (3) está formado por un disco del grosor adecuado con una configuración, en vista en planta, en forma de segmento de círculo, que por medio de tornillos (8) y un pasador de centraje (9) está fijo de forma extraíble e intercambiable sobre el extremo superior de un eje hueco (11) que puede girar con precisión y con un coeficiente de fricción reducido en el interior de un casquillo (12) u otro medio adecuado situado en un asiento de la cubierta (110) de la unidad reductora (10), sobresaliendo este eje hueco (11) con una sección corta desde la parte inferior de dicho casquillo (12) para que se pueda montar sobre el mismo un anillo (112) con un coeficiente de fricción reducido, que reposa sobre el extremo inferior de dicho casquillo (12) y contra el cual está presionado el engranaje helicoidal (5) de la unidad reductora por medio de tornillos (13) que lo fijan a dicho eje hueco (11).
10. Aparato, según la reivindicación 9, en el que el engranaje helicoidal (5) es asimismo hueco coaxialmente de forma que, cuando el mencionado disco superior no está presente, es posible acoplar una llave para un tornillo de cabeza hueca (14) que pasa a través de un orificio dispuesto en la parte inferior del cuerpo (210) de la unidad reductora y que está atornillado en un orificio de un tapón de fijación (15) alojado en la base ensanchada de una ranura de guía (16) que tiene forma de T invertida y está formada en dicha guía deslizante (6) y que, en la parte superior, está acoplada a una parte lineal, inferior, elevada (310) del cuerpo de la unidad reductora (10).
Patentes similares o relacionadas:
Procedimiento de ablación láser y procedimiento de soldadura para piezas de trabajo, del 6 de Noviembre de 2018, de WISCO Lasertechnik GmbH: Procedimiento de ablación láser y de soldadura para piezas de trabajo , en particular chapas, donde el procedimiento comprende los siguientes […]
Dispositivo para proporcionar aparatos de sujeción y/o de mecanizado y sistema, del 21 de Febrero de 2018, de ThyssenKrupp System Engineering GmbH: Dispositivo para proporcionar aparatos de sujeción y/o de mecanizado para un manipulador, en particular en una calle de fabricación para la fabricación de carrocerías […]
 Procedimiento de alimentación autocentrante de piezas cilíndricas multidiámetro y cargador y alimentador autocentrante de piezas cilíndricas multidiámetro para llevar a cabo dicho procedimiento, del 9 de Septiembre de 2015, de IKERTEK, S.L: Procedimiento de alimentación autocentrante de piezas cilíndricas multidiámetro y cargador y alimentador autocentrante de piezas cilíndricas multidiámetro para […]
Procedimiento de alimentación autocentrante de piezas cilíndricas multidiámetro y cargador y alimentador autocentrante de piezas cilíndricas multidiámetro para llevar a cabo dicho procedimiento, del 9 de Septiembre de 2015, de IKERTEK, S.L: Procedimiento de alimentación autocentrante de piezas cilíndricas multidiámetro y cargador y alimentador autocentrante de piezas cilíndricas multidiámetro para […]
Estación para cargar y descargar contenedores de transporte de piezas a procesar, del 17 de Septiembre de 2014, de COMAU S.P.A.: Sistema para cargar y descargar unos contenedores de transporte de piezas (C) en una planta industrial, que comprende: - una estación de carga […]
 Dispositivo de manipulación automático, del 22 de Marzo de 2013, de Protechnik S.R.O: El dispositivo de manipulación automático diseñado para manipular artículos de un lugar a otro,especialmente para la estiba y el cambio de […]
Dispositivo de manipulación automático, del 22 de Marzo de 2013, de Protechnik S.R.O: El dispositivo de manipulación automático diseñado para manipular artículos de un lugar a otro,especialmente para la estiba y el cambio de […]
 DISPOSITIVO DE SUJECION DE PIEZAS DE TRABAJO Y MAQUINA DE MECANIZACION EQUIPADA CON EL MISMO, del 16 de Diciembre de 2009, de ALFING KESSLER SONDERMASCHINEN GMBH: Dispositivo de sujeción de piezas de trabajo para la sujeción de una pieza de trabajo para una mecanización a través de una máquina de mecanización […]
DISPOSITIVO DE SUJECION DE PIEZAS DE TRABAJO Y MAQUINA DE MECANIZACION EQUIPADA CON EL MISMO, del 16 de Diciembre de 2009, de ALFING KESSLER SONDERMASCHINEN GMBH: Dispositivo de sujeción de piezas de trabajo para la sujeción de una pieza de trabajo para una mecanización a través de una máquina de mecanización […]
DISPOSITIVO PARA LA ALINEACION DE MUELLES., del 1 de Diciembre de 2005, de SYNTHES AG CHUR: Dispositivo para la alineación de los nudos o extremos de alambre en los aros extremos de muelles durante el transporte de los muelles desde una máquina […]
 SOPORTE DE PIEZAS PARA UNA RECTIFICADORA DE SUPERFICIES PLANAS, del 29 de Abril de 2011, de Supfina Grieshaber GmbH & Co. KG: Soporte de piezas para una en rectificadora de superficies planas, con un eje central de soporte de piezas alrededor del cual se puede accionar […]
SOPORTE DE PIEZAS PARA UNA RECTIFICADORA DE SUPERFICIES PLANAS, del 29 de Abril de 2011, de Supfina Grieshaber GmbH & Co. KG: Soporte de piezas para una en rectificadora de superficies planas, con un eje central de soporte de piezas alrededor del cual se puede accionar […]