Procedimiento de unión y pieza de joyería obtenida con tal procedimiento.
Procedimiento para la unión de al menos una chapa de material de oro sobre una chapa de material de plata,
aplicable especialmente en el campo de la joyería o la orfebrería, en el que se aplica de forma intercalada una lámina de soldadura a fundir de material de oro o plata entre las chapas de material de oro y de material de plata, siendo la lámina de soldadura calentada por unos medios de calentamiento en un rango de temperaturas entre 800ºC y 900ºC, mejorando de este modo las propiedades de la zona de unión entre los metales anteriores.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201430626.
Solicitante: BELTRAN GOMEZ,JUAN ANTONIO.
Nacionalidad solicitante: España.
Inventor/es: BELTRAN GOMEZ,JUAN ANTONIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A44C27/00 NECESIDADES CORRIENTES DE LA VIDA. › A44 MERCERIA; JOYERIA. › A44C ADORNOS PERSONALES, p. ej. JOYERÍA; MONEDAS. › Fabricación de joyas u otros artículos de adorno personal.
- B23K5/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 5/00 Soldadura con soplete. › Soldadura de piezas compuestas especialmente de capas de metales diferentes, p. ej. de piezas chapadas.
- B32B15/01 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 15/00 Productos estratificados compuestos esencialmente de metal. › estando compuestas todas las capas exclusivamente de metal.
Descripción:
Procedimiento de unión y pieza de joyería obtenida con tal procedimiento.
OBJETO DE LA INVENCIÓN 5
La presente solicitud de Modelo de Utilidad tiene por objeto el registro de un procedimiento de unión que incorpora notables innovaciones y ventajas.
Más concretamente, la invención propone el desarrollo de un procedimiento aplicable 10 especialmente en el campo de la joyería previsto para unir al menos una chapa de material de oro sobre una chapa de material de plata mediante la implementación de láminas de soldadura de oro o plata.
ANTECEDENTES DE LA INVENCIÓN 15
No se tiene conocimiento en la actualidad de un procedimiento para la unión de planchas de oro y plata entre sí de forma que sea completamente homogénea a lo largo de las superficies de las planchas que están en contacto mutuo, por lo que existe una necesidad de encontrar un nuevo procedimiento de unión que sea capaz de unir dos láminas de oro y 20 planta de una forma apropiada y que al mismo tiempo sea económico, en particular, para su aplicación en el sector de la joyería u orfebrería.
DESCRIPCIÓN DE LA INVENCIÓN
La presente invención se ha desarrollado con el fin de proporcionar un procedimiento que se configura como una novedad dentro del campo de aplicación y resuelve los inconvenientes anteriormente mencionados, aportando, además, otras ventajas adicionales que serán evidentes a partir de la descripción que se acompaña a continuación.
Es por lo tanto un objeto de la presente invención proporcionar un nuevo procedimiento previsto para llevar a cabo la unión de al menos una chapa de material de oro con cualquier contorno adecuado sobre una chapa de material de plata de una forma más económica y sencilla, capaz de crear nuevos acabados hasta a día de hoy no realizables en el campo de la joyería y la orfebrería, que se caracteriza por el hecho de que se aplica de forma 35 intercalada una lámina de soldadura a fundir de material de oro o plata entre las chapas de material de oro y de material de plata, siendo la lámina de soldadura calentada por medios de calentamiento en un rango de temperaturas entre 800º C y 900º C. De este modo, se obtiene una pieza, por ejemplo, de joyería, formado por al menos una chapa de oro y una chapa de plata que podrán ser manipulados y trabajados como una sola pieza, siendo la 40 unión entre ambos metales de una forma homogénea.
En una realización de la invención, los medios de calentamiento consisten en un equipo de soldadura.
En una realización alternativa, los medios de calentamiento pueden comprender un horno de banda.
Preferentemente, la lámina de soldadura es calentada en un rango de temperaturas comprendido entre 840º C y 870º C. 50
Según otro aspecto de la invención, el espesor de la lámina de soldadura es inferior al espesor de la chapa de material de oro.
Es otro objeto de la invención proporcionar una pieza de joyería obtenida a partir del procedimiento anteriormente descrito, que se caracteriza por el hecho de que comprende una estructura de sándwich constituida por una chapa central conformada de material de plata y dos chapas de material de oro laterales dispuestas cada una de ellas en lados opuestos, incluyendo de forma intercalada una lámina de soldadura de material de oro o 5 plata entre cada una de las chapas de material oro y la chapa central de material de plata. Gracias a esta configuración, es posible disponer de una de una pieza de joya hecha con material de plata, evitando la posible alergia al metal de plata que sufren algunas personas al no existir un contacto directo entre la región de material de plata y la piel del propio usuario. 10
Otras características y ventajas del procedimiento objeto de la presente invención resultarán evidentes a partir de la descripción de una realización preferida, pero no exclusiva, que se ilustra a modo de ejemplo no limitativo en los dibujos que se acompañan, en los cuales:
BREVE DESCRIPCIÓN DE LOS DIBUJOS
Figura 1. Es una vista en perspectiva parcialmente seccionada de un conjunto multilaminar obtenido a partir del procedimiento de acuerdo con la presente invención;
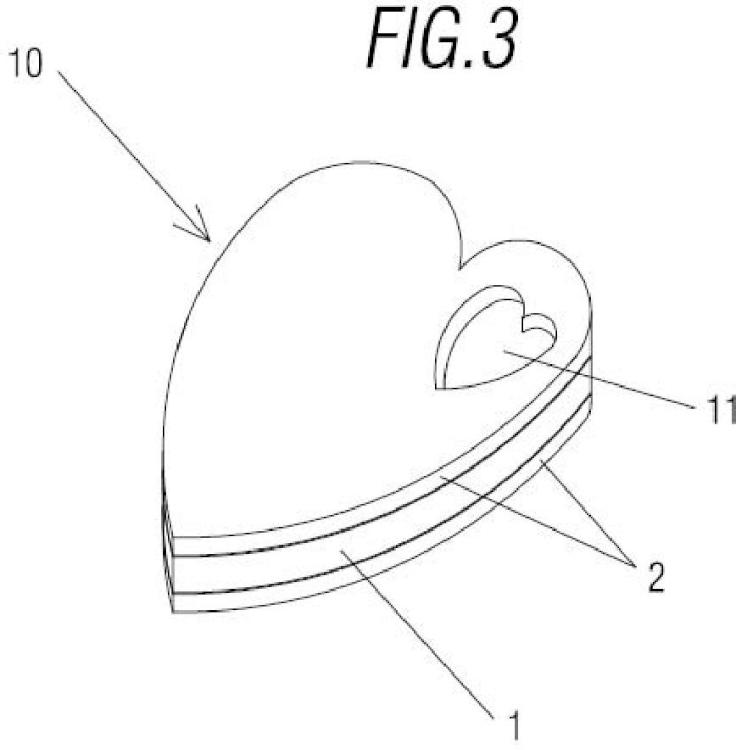
Figura 2. Es una vista en perspectiva parcialmente seccionada de una segunda 20 realización de un conjunto multilaminar obtenido con el procedimiento de la invención; y Figura 3. Es una vista en perspectiva de una pieza de joyería obtenida mediante el procedimiento de la invención.
DESCRIPCIÓN DE UNA REALIZACIÓN PREFERENTE 25
A la vista de las mencionadas figuras y, de acuerdo con la numeración adoptada, se puede observar en ellas un ejemplo de realización preferente de la invención, la cual comprende las partes y elementos que se indican y describen en detalle a continuación.
Así, tal como se aprecia en las figuras 1 y 2, pueden verse dos realizaciones de conjuntos multilaminares a modo esquemático que han sido obtenidos por medio de un procedimiento de fijación que se describe seguidamente, mostrándose en la figura 1 un conjunto constituido por una chapa de plata central (1) de un espesor adecuado y dos chapas de material de oro (2) dispuestas a cada uno de los lados de la citada chapa de plata central (1) 35 formando una estructura tipo sándwich mientras que en la figura 2 el conjunto está constituido por una chapa de plata (1â?) de un espesor adecuado y una chapa de oro (2â?) que tiene un espesor inferior con respecto a la citada chapa de plata (1â?) .
Así, el procedimiento para unir las chapas de material de oro (2, 2â?) sobre la chapa de 40 material de plata (1, 1â?) , requiere la aplicación de forma intercalada de una lámina de soldadura (3) a fundir de material de oro o plata entre las chapas de material de oro y de material de plata, en el que la lámina de soldadura (3) se calienta por medios de calentamiento en un rango de temperaturas entre 800º C y 900º C.
Para aplicar el calor necesario para fundir las láminas de soldadura puede realizarse por medio de un soplete convencional (no mostrado) que forma parte de un equipo de soldadura o bien mediante un horno de banda convencional a una temperatura constante de 860º C aproximadamente, por lo que no se va a entrar en mayor detalle en su descripción.
Mencionar que las láminas de soldadura empleadas son calentadas en un rango de temperaturas comprendido entre 840º C y 870º C y posteriormente son enfriadas a temperatura ambiente. Una vez finalizado el proceso de enfriamiento puede llevarse a cabo una etapa adicional de prensado, por ejemplo, mediante el uso de una prensa de cilindros de tamaño reducido.
En la figura 3 se aprecia una pieza de joya en forma de corazón, indicada de forma general con la referencia (10) que está conformada mediante el procedimiento anteriormente 5 descrito en el que se ha realizado un grabado (11) conformado por un rehundido sobre la chapa de oro, si bien también cabe la posibilidad de que el grabado presente un color negro en el caso de que el rehundido alcance la chapa central de material de plata (1) , permitiendo obtener una pieza con una configuración original novedosa dado que el color negro resultante es debido a la oxidación de la chapa de material de plata producida por la 10 aplicación del haz de láser.
Reivindicaciones:
1. Procedimiento para la unión de al menos una chapa de material de oro sobre una chapa de material de plata, caracterizado por el hecho de que se aplica de forma intercalada una lámina de soldadura (3) a fundir de material de oro o plata entre las chapas de material de 5 oro y de material de plata, siendo la lámina de soldadura (3) calentada por medios de calentamiento en un rango de temperaturas entre 800º C y 900º C.
2. Procedimiento según la reivindicación 1, caracterizado por el hecho de que los medios de calentamiento consisten en un equipo de soldadura. 10
3. Procedimiento según la reivindicación 1, caracterizado por el hecho de que los medios de calentamiento comprenden un horno de banda.
4. Procedimiento según la reivindicación 1, caracterizado por el hecho de que la lámina de 15 soldadura es calentada en un rango de temperaturas comprendido entre 840º C y 870º C.
5. Procedimiento según la reivindicación 1, caracterizado por el hecho de que el espesor de la lámina de soldadura (3) es inferior al espesor de la chapa de material de oro.
6. Procedimiento según la reivindicación 1, caracterizado por el hecho de que incluye una etapa adicional de prensado.
7. Pieza de joyería (10) obtenida a partir del procedimiento según cualquiera de las reivindicaciones 1 a 5, caracterizada por el hecho de que comprende una estructura de 25 sándwich constituida por una chapa central conformada de material de plata y dos chapas de material de oro laterales dispuestas cada una de ellas en lados opuestos, incluyendo de forma intercalada una lámina de soldadura de material de oro o plata entre cada una de las chapas de material oro y la chapa central de material de plata.
Patentes similares o relacionadas:
Paquete de aleación de aluminio de capas múltiples de alta formación, del 15 de Julio de 2020, de NOVELIS, INC.: Una aleación de aluminio que comprende 0,2 a 0,6 % en peso de Fe, 0,06 a 0,25 % en peso de Mn, hasta 0,1 % en peso de Si, hasta 0,5 % en peso de Cu, hasta 0,25 % en peso […]
Intercambiador de calor, del 24 de Junio de 2020, de NOVELIS, INC.: Un intercambiador de calor que comprende una lámina metálica de composite que comprende una primera capa de funda de revestimiento que comprende […]
Método para fabricar una herramienta de conformación en caliente y herramienta de conformación en caliente fabricada con este, del 10 de Junio de 2020, de Buderus Edelstahl Gmbh: Método para la producción de una herramienta de conformación en caliente para el endurecimiento y conformación o el endurecimiento en prensa […]
Recubrimiento pulverizado resistente a la corrosión y método para formar el mismo, del 3 de Junio de 2020, de Yoshikawa Kogyo Co., Ltd: Un recubrimiento pulverizado de aleación de Al-Mg resistente a la corrosión que cubre la superficie del sustrato, donde el recubrimiento pulverizado de […]
Alambre para EDM, del 3 de Junio de 2020, de THERMOCOMPACT: Electrodo de alambre, para ser utilizado en un aparato de mecanización por descarga eléctrica, comprendiendo dicho electrodo de alambre: un núcleo […]
Chapa de acero galvanizado por inmersión en caliente de alta resistencia con una capacidad excelente de moldeo, pequeña anisotropía del material y una resistencia a la tracción final de 980 mpa o más, chapa de acero galvanizado por inmersión en caliente de alta resistencia y método para su fabricación, del 20 de Mayo de 2020, de NIPPON STEEL CORPORATION: Una chapa de acero galvanizado por inmersión en caliente de alta resistencia que tiene pequeña anisotropía del material y excelente conformabilidad con una resistencia […]
Chapa de acero inoxidable ferrítico de alta pureza con excelente resistencia a la corrosión y con propiedad anti-reflectante, del 20 de Mayo de 2020, de Nippon Steel & Sumikin Stainless Steel Corporation: Chapa de acero inoxidable ferrítico de alta pureza con excelente resistencia a la corrosión y propiedad antireflectante, que consiste en, en % en masa, […]
Procedimiento de fabricación de una lámina de acero de alta resistencia y de una lámina obtenida por el procedimiento, del 13 de Mayo de 2020, de Arcelormittal: Un procedimiento de fabricación de una lámina de acero de alta resistencia que tiene una resistencia a la tracción de más de 1100 MPa, un límite […]