Dispositivo para soldar un saco con válvula y procedimiento correspondiente.
Dispositivo para soldar un saco con válvula y procedimiento correspondiente.
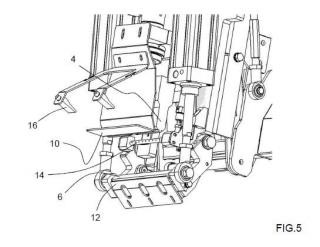
Dispositivo (1) para soldar un saco (100) con válvula (102) y procedimiento correspondiente. El dispositivo (1) comprende una mordaza de soldadura (2) móvil entre una posición abierta permite la inserción de la válvula (102) y una posición de soldadura de la boca (104) de la válvula (102). El dispositivo (1) también comprende una premordaza (8) con una primera y una segunda partes (10, 12) de premordaza (8). La premordaza (8) está dispuesta adyacente a la mordaza de soldadura (2) y es móvil entre una posición abierta que permite la inserción de la válvula (102) entre la primera y la segunda partes (10, 12) de premordaza (8) y una posición cerrada, en la que la premordaza (8) sujeta la boca (104) de la válvula (102). En servicio, la premordaza (8) adopta la posición cerrada antes de que la mordaza de soldadura (2) adopte dicha posición de soldadura. Además la invención prevé un procedimiento que aplica el dispositivo (1) según la invención.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201431443.
Solicitante: TÉCNICAS MECÁNICAS ILERDENSES, S.L.
Nacionalidad solicitante: España.
Inventor/es: ARDERIU CABAU,XAVIER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando vibraciones ultrasonoras.
- B29C65/78 B29C 65/00 […] › Medios para manipular los elementos a ensamblar, p. ej. para fabricar recipientes u objetos huecos.
Fragmento de la descripción:
Campo de la invención
La invención se refiere a un dispositivo para soldar un saco con válvula que comprende por lo menos una mordaza de soldadura que comprende una primera y una segunda partes de mordaza y que es móvil entre una posición abierta en la que dicha primera y segunda partes de mordaza están separadas de modo que permiten la inserción de dicha válvula entre dicha primera y dicha segunda partes de mordaza y una posición de soldadura en la que dichas primera y segunda partes de mordaza están próximas una respecto a la otra para soldar la boca de dicha válvula.
Asimismo, la invención se refiere a un procedimiento para soldar un saco con válvula que comprende la etapa de insertar dicha válvula de dicho saco entre una primera y una segunda partes de mordaza de soldadura que se encuentra en una posición abierta.
Estado de la técnica
Los sacos destinados a la distribución de productos pulverulentos deben estar cerrados de forma que eviten la entrada de cuerpos extraños.
En el estado de la técnica hay principalmente tres tipos de sacos.
El primero, conocido por su acrónimo inglés FFS (de Form, Fill and Seal) referente al proceso mediante el cual se conforma el saco, se llena y se cierra. Estos sacos se forman a partir de una bobina de polímero extruido, monocapa o multicapa y básicamente con diferentes proporciones de polietlieno (PE) -ya sea polietileno de
alta densidad (HDPE), polietileno de baja densidad (LDPE), polietileno lineal de baja densidad (LLDPE)- o polipropileno (PP). Además, este tipo de sacos puede prever capas de barrera de poliamida (PA) o laminados de tereftalato de polietileno PET o aluminio. La bobina para elaborar el saco puede ser plana o tubular con o sin fuelle lateral.
El segundo tipo de sacos es el de boca abierta. En este caso, los sacos son bolsas que se llenan por la parte superior abierta y que se cierran posteriormente. El cierre puede ser por cosido, pegado, sellado o sus combinaciones. El fondo puede ser plegado o plano, con o sin fuelle lateral.
Finalmente, el tercer tipo de saco es el saco con válvula. En este caso, el saco tiene el fondo y la parte superior plegados. Además, no llevan fuelle lateral, aunque los pliegues del fondo y de la parte superior confieren una forma muy cuadrada al saco. En la parte superior, el saco tiene una abertura al final de un conducto que sobresale lateralmente del cuerpo principal del saco y que es conocido en la técnica como válvula. La válvula permite la entrada o inyección de producto a través de un tubo que se inserta en su interior.
En función del producto, el llenado de este tipo de sacos se puede realizar por gravedad, por inyección de aire mediante transporte neumático, por impulsión mecánica, o por transporte por un pequeño tornillo sinfín dentro de la boquilla. El saco de válvula puede ser de papel, PA, multicapa, con alguna capa de PE, de PE, o de PP tejido.
Los sacos de válvula se aplican mucho en el sector de la construcción, de la alimentación o en la industria química. En el primer caso, el saco suele ser de PA o multicapa para el ensacado de productos de construcción, tales como cemento, cemento cola, mortero u otros. En el sector de la alimentación se utilizan más sacos de papel para envasar harina, almidón, aditivos para hacer pasteles. Finalmente, en la industria química se envasan productos químicos como pentaeritritol, e-PVC, u otros.
Tradicionalmente, en este tipo de sacos la válvula se dejaba abierta, pero el saco perdía producto por la válvula. Para evitar este inconveniente, en la actualidad existe cada vez más la demanda de cerrar la válvula. En el sector alimentario esto es necesario para evitar la entrada de cuerpos extraños dentro del saco, como por ejemplo, roedores. Por otra parte, en todas las aplicaciones, se persigue también evitar la pérdida de producto por la válvula abierta, con los riesgos asociados de suciedad y pérdida de una parte de la dosis.
Una primera solución conocida es la solución de dejar la manguera interna de la válvula más larga y plegarla manualmente hacia dentro.
Alternativamente, también se han desarrollado soluciones que cierran automáticamente la válvula. Cuando el saco es de PA o PP tejido se pone un recubrimiento de PE en la válvula. Gracias a que el PE es un polímero termoestable se puede cerrar la boca de la válvula por soldadura. Para ello, cuando el saco se ha llenado, se retira la válvula de la embocadura de llenado, y una mordaza de soldadura se encarga de cerrar la boca de la válvula y soldarla simultáneamente.
Un problema relevante en este procedimiento consiste en que cuando se retira el saco del conducto de llenado, la válvula tiene la forma de tubería del conducto de llenado. Antes de soldar el saco es necesario que la válvula quede plana y lo más horizontal posible. La función de pisar o aplastar la válvula la lleva a cabo la mordaza de soldadura y puede ser no fiable en el 100% de los casos. Por otra parte, las dos láminas de la válvula están ancladas en el saco y con un voladizo de unos 6-7 cm. Al ser un elemento no rígido, la válvula puede flectar por sí sola y/o al aplicar el esfuerzo cortante de la aproximación de la mordaza de soldadura, ser desplazada y perder la referencia mecánica. Es decir que la válvula no está referenciada antes del proceso de soldadura. Todo ello perjudica la correcta realización de la costura de soldadura.
Para solucionar este problema, el documento EP 2008794 A2 propone la realización de por lo menos dos costuras de soldadura separadas entre sí, mediante el desplazamiento del cabezal de soldadura de forma secuencial, es
decir, se realiza una primera costura, y luego, terminada la primera, se desplaza el cabezal y se realiza la segunda costura. Evidentemente, este sistema prolonga innecesariamente el tiempo de procesado, somete a la mordaza de soldadura a un desgaste adicional y representa un consumo energético proporcional al número de costuras de soldadura que se quieran realizar.
Otro problema adicional en este procedimiento de cierre reside en el coste de las mordazas de soldadura. La mordaza de soldadura es un elemento de alto valor añadido y elevado coste. Por consiguiente sería deseable evitar un mal uso de las mismas y prolongar al máximo si vida útil.
Sumario de la invención
La invención tiene como finalidad proporcionar un dispositivo para soldar un saco con válvula del tipo indicado al principio, que permita realizar el cierre por soldadura de la válvula de un saco de válvula de una forma eficiente desde un punto de vista funcional y de consumo energético, y que simultáneamente proteja y prolongue la vida útil de la mordaza de soldadura.
Esta finalidad se consigue mediante un dispositivo para soldar un saco con válvula del tipo indicado al principio, caracterizado porque además comprende una premordaza que comprende una primera y una segunda partes de premordaza, estando dicha premordaza dispuesta adyacente a dicha mordaza de soldadura y siendo móvil entre una posición abierta que permite la inserción de dicha válvula entre dicha primera y dicha segunda partes de premordaza y una posición cerrada, en la que dicha premordaza sujeta dicha boca de dicha válvula, y por que en servicio, dicha premordaza adopta dicha posición cerrada antes de que dicha mordaza de soldadura adopte dicha posición de soldadura.
La premordaza soluciona básicamente el problema de que la mordaza sea rígida. Al aplicar la premordaza, se referencia en el espacio la parte en voladizo de la válvula asegurando que la soldadura se realiza en la zona prevista. En el estado de la técnica la función de centrar/referenciar la manguera de la válvula la hace la propia
mordaza de soldadura, lo cual como ya se ha explicado no es tan fiable. Con el sistema de premordaza, la fiabilidad de la soldadura, la posición de la soldadura, y la dirección de la soldadura con respecto al eje de la válvula tiene mayores garantías y calidad que en el caso del estado de la técnica.
Por otra parte, gracias a la premordaza, la mordaza de soldadura ya no realiza funciones de sujeción, lo cual limita el desgaste de la mordaza de soldadura, ya que sólo necesita cerrar a una presión suficiente para realizar la soldadura.
Además, la invención abarca una serie de características preferentes que son objeto de las reivindicaciones dependientes y cuya utilidad se pondrá de relieve más adelante en la descripción detallada de una forma de realización de la invención.
En una forma de realización del dispositivo, dicha mordaza de soldadura y dicha premordaza están dispuestas una con respecto a la otra de manera que durante la soldadura, dicha premordaza queda del lado de dicho...
Reivindicaciones:
1.- Dispositivo (1) para soldar un saco (100) con válvula (102) que comprende por lo menos una mordaza de soldadura (2) que comprende una primera y una segunda partes (4, 6) de mordaza y que es móvil entre
[a] una posición abierta en la que dicha primera y segunda partes (4, 6) de mordaza están separadas de modo que permiten la inserción de dicha válvula (102) entre dicha primera y dicha segunda partes (4, 6) de mordaza
y
[b] una posición de soldadura en la que dichas primera y segunda partes (4, 6) de mordaza están próximas una respecto a la otra para soldar la boca (104) de dicha válvula (102),
caracterizado por que además comprende una premordaza (8) que comprende una primera y una segunda partes (10, 12) de premordaza (8), estando dicha premordaza (8) dispuesta adyacente a dicha mordaza de soldadura (2) y siendo móvil entre
[c] una posición abierta que permite la inserción de dicha válvula (102) entre dicha primera y dicha segunda partes (10, 12) de premordaza (8) y
[d] una posición cerrada, en la que dicha premordaza (8) sujeta dicha boca (104) de dicha válvula (102), y por que
[e] en servicio, dicha premordaza (8) adopta dicha posición cerrada antes de que dicha mordaza de soldadura (2) adopte dicha posición de soldadura.
2.- Dispositivo (1) según la reivindicación 1, caracterizado por que dicha mordaza de soldadura (2) y dicha premordaza (8) están dispuestas una con respecto a la otra de manera que durante la soldadura, dicha premordaza (8) queda del lado de dicho saco (100) y dicha mordaza de soldadura (2) queda del lado de dicha boca (104) de dicha válvula (102).
3.- Dispositivo (1) según la reivindicación 1 o 2, caracterizado por que dicha mordaza de soldadura (2) y dicha premordaza (8) son accionables por un mismo
accionamiento para adoptar dicha posición de soldadura y dicha posición cerrada correspondientes.
4.- Dispositivo (1) según la reivindicación 3, caracterizado por que por lo menos dicha segunda parte (12) de dicha premordaza (8) sobresale en el sentido del movimiento de cierre respecto a dicha segunda parte (6) de dicha mordaza de soldadura (2), y porque dicha segunda parte (12) de dicha premordaza (8) y dicha segunda parte (6) de dicha mordaza de soldadura (2) son deslizantes una con respecto a la otra en el sentido de dicho movimiento de cierre, contra la fuerza de un elemento elástico de retroceso.
- Dispositivo (1) según cualquiera de las reivindicaciones 1 a 4, caracterizado por que por lo menos dicha primera parte (10) de dicha premordaza (8), presenta forma de L, definiendo la base de dicha L un plano de longitud mayor de 1 cm apto para pisar dicha válvula (102) por su parte superior.
6.- Dispositivo (1) según cualquiera de las reivindicaciones 1 a 5, caracterizado por que comprende un primer dispositivo de soplado (14) orientado sobre el exterior de dicha válvula (102) en la zona correspondiente a dicha mordaza de soldadura (2) cuando se encuentra en posición de soldadura.
7.- Dispositivo (1) según cualquiera de las reivindicaciones 1 a 5, caracterizado por que dicho primer dispositivo de soplado (14) está orientado sobre la cara interior de dicha válvula (102) a través de dicha boca (104).
8.- Dispositivo (1) según cualquiera la reivindicación 6 o 7, caracterizado por que dicho primer dispositivo de soplado (14) es accionable después de que dicha premordaza (8) adopte dicha posición cerrada y antes de que dicha mordaza de soldadura (2) adopte dicha posición de soldadura.
9.- Dispositivo (1) según cualquiera de las reivindicaciones 6 a 8, caracterizado por que dicho primer dispositivo de soplado (14) está orientado sobre la superficie exterior de dicha válvula (102) en la zona correspondiente a dicha mordaza de
soldadura (2) cuando se encuentra en posición de soldadura, y porque dicho primer dispositivo de soplado (14) es accionable después de que dicha premordaza (8) adopte dicha posición cerrada y antes de que dicha mordaza de soldadura (2) adopte dicha posición de soldadura.
10.- Dispositivo (1) según cualquiera de las reivindicaciones 6 a 9, caracterizado por que dicho dispositivo de soplado (14) es orientable de forma alternativa entre dicho interior y dicho exterior de dicha válvula (102).
11.- Dispositivo (1) según cualquiera de las reivindicaciones 6 a 10, caracterizado por que comprende un segundo dispositivo de soplado (16) orientado sobre la superficie exterior de dicha válvula (102) en la zona correspondiente a dicha mordaza de soldadura (2) cuando se encuentra en posición de soldadura y accionable en sentido opuesto a dicho primer dispositivo de soplado (14).
12.- Procedimiento para soldar un saco (100) con válvula (102) que comprende la etapa de:
[a] insertar dicha válvula (102) de dicho saco (100) entre una primera y una segunda partes de mordaza de soldadura (2) que se encuentra en una posición abierta,
caracterizado por que además comprende las etapas siguientes:
[b] insertar dicha válvula (102) de dicho saco (100) entre una primera y una segunda partes (10, 12) de premordaza (8) que se encuentra en una posición abierta,
[c] desplazar dichas primera y segunda partes (10, 12) de premordaza (8) hasta una posición cerrada, en la que dicha premordaza (8) cierra la boca (104) de dicha válvula (102) a lo largo de la dirección de extensión de dicha premordaza (8),
[d] desplazar dichas primera y segunda partes (4, 6) de mordaza de soldadura (2) hasta una posición de soldadura en la que dichas primera y segunda partes (4, 6) de mordaza de soldadura (2) están próximas para soldar dicha válvula (102) de dicho saco (100),
[e] soldar dicha válvula (102) para cerrar dicha boca (104) a lo largo de la dirección de extensión de dicha mordaza de soldadura (2), estando dispuestas dicha mordaza de soldadura (2) y dicha premordaza (8) una con respecto a la otra de manera que durante dicha etapa [e], dicha premordaza (8) 5 queda del lado de dicho saco (100) y dicha mordaza de soldadura (2) queda del lado de dicha boca (104) de dicha válvula (102).
13.- Procedimiento según la reivindicación 12, caracterizado por que comprende una primera etapa de soplado del exterior de dicha válvula (102), en la zona
correspondiente a dicha mordaza de soldadura (2) cuando se encuentra en posición de soldadura, anterior a por lo menos dicha etapa [d].
14.- Procedimiento según la reivindicación 12 o 13, caracterizado por que comprende una segunda etapa de soplado del interior de dicha válvula (102),
anterior a por lo menos dicha etapa [d],
15.- Procedimiento según cualquiera de las reivindicaciones 12 a 14, caracterizado por que comprende una tercera etapa de soplado sobre la superficie exterior de dicha válvula (102) en la zona correspondiente a dicha mordaza de soldadura (2)
cuando se encuentra en posición de soldadura, siendo dicha tercera etapa de soplado de sentido opuesto al sentido de dichas primera y segunda etapas.
Patentes similares o relacionadas:
Barra de sellado y procedimiento para usar la misma, del 22 de Julio de 2020, de Dow Global Technologies LLC: Una barra de sellado que comprende: un miembro de base que tiene una superficie frontal plana y una superficie plana rebajada una distancia (d) […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Método de fabricación de sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, del 27 de Mayo de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para producir sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, en donde se aplica un elemento de fijación […]
Bolsa de filtro para aspiradora con costura de soldadura altamente resistente, procedimiento para su producción, así como herramienta e instalación de soldadura por ultrasonidos para la producción de una costura de soldadura ultrarresistente, del 13 de Mayo de 2020, de EUROFILTERS N.V.: Bolsa de filtro para aspiradora a partir de un material de filtro que puede ser soldado térmicamente, definiéndose mediante el material de filtro un espacio interior cerrado […]
Máquina rotatoria y procedimiento para el sellado de bolsas de láminas, del 6 de Mayo de 2020, de Pouch Partners GmbH: Máquina rotatoria (M), en particular máquina llenadora rotatoria (F), al menos para el sellado continuo de bolsas de láminas (B) individuales a través de […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Estación de soldadura para la soldadura de bolsas de láminas y procedimiento asociado, del 22 de Abril de 2020, de Pouch Partners GmbH: Estación de soldadura en un dispositivo de llenado de bolsas de láminas para la soldadura de bolsas de láminas después de un proceso de llenado, […]
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]