Procedimiento de selección y dispositivo de selección.
Procedimiento para la selección de productos, en el que los productos (1 a 9) son transportados a lo largo de una ruta de transporte (10) en una dirección de transporte (11),
durante el transporte son comprobados automáticamente, según como mínimo, dos criterios de selección predeterminados (A, B) y si cumplen uno de los criterios, son desviados mediante una fuerza de desviación (F) automáticamente de forma transversal a la dirección de transporte saliendo de la ruta de transporte hacia una zona de recepción (21), caracterizado porque la fuerza de desviación (F), con independencia del criterio por el que se debe desviar el producto correspondiente, procede de un centro común (Z).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10010341.
Solicitante: METTLER-TOLEDO GARVENS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KAMPSTRASSE 7 31180 GIESEN ALEMANIA.
Inventor/es: GEORGITSIS, NIKOLAOS, Kliefoth,Rüdiger.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B07C99/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B07 SEPARACION DE SOLIDOS; CLASIFICACION. › B07C CLASIFICACION POSTAL; CLASIFICACION DE OBJETOS INDIVIDUALES O DE UN MATERIAL A GRANEL MANIPULABLE PIEZA POR PIEZA COMO OBJETOS INDIVIDUALES (especialmente adaptada a un fin determinado previsto en otra clase, ver la clase apropiada, p. ej. A43D 33/06, B23Q 7/12). › Materia no prevista en otros grupos de esta subclase.
- B65G47/34 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › Dispositivos para descargar los objetos o materiales de transportadores (B65G 47/256 tiene prioridad).
- B65H29/60 B65 […] › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 29/00 Entrega o avance de los artículos a la salida de las máquinas; Avance de los artículos hacia las pilas o cuando ya están en ellas (unión, colocación o agrupación de artículos B65H 39/00; combinaciones de operaciones de apilado y de sacado de artículos que presentan otro interés que la operación individual de apilado o de sacado de artículos B65H 83/00; recirculación de artículos B65H 85/00; para artículos que no están definidos por la nota (3) (i) de la presente subclase, ver B65G). › para desviar el paso en las vías alternadas (B65H 29/62 tiene prioridad).
- B65H29/62 B65H 29/00 […] › para desviar los artículos defectuosos de las vías de paso principales (dispositivos de control que detectan los artículos defectuosos B65H 43/04).
- B65H31/24 B65H […] › B65H 31/00 Receptores de pilas (soportes utilizados para unión, colocación o agrupación de artículos B65H 39/00; combinaciones de operaciones de apilado y de sacado de artículos que presentan otro interés que la operación individual de apilado o de sacado de artículos B65H 83/00). › múltiples o en compartimientos, p. ej. para llenado alternado, programado o selectivo.
- B65H43/00 B65H […] › Utilización de dispositivos de control, de verificación o de seguridad, p. ej. dispositivos automáticos que tienen un elemento para detectar una variable.
- G01G11/00 FISICA. › G01 METROLOGIA; ENSAYOS. › G01G DETERMINACION DEL PESO. › Aparatos para pesar un producto a su paso cuyo flujo es continuo; Aparatos para pesar para banda transportadora.
PDF original: ES-2479448_T3.pdf

Fragmento de la descripción:
Procedimiento de selección y dispositivo de selección
La presente invención se refiere a un procedimiento para la selección de productos, en el que, los productos son transportados a lo largo de una ruta de transporte en una dirección de transporte, siendo comprobados durante el transporte de manera automática, según un mínimo de dos criterios de selección predeterminados y en caso de que se cumpla uno de los criterios, son desviados mediante una fuerza de desviación de forma automática transversalmente con respecto a la dirección de transporte, hacia fuera de la ruta de transporte, hacia una zona de recepción, así como un dispositivo de selección apropiado para dicho procedimiento, que comprende un recipiente para la recepción de los productos desviados.
Estos procedimientos de selección son ampliamente conocidos. Sirven para apartar o excluir productos que no cumplen las características deseadas para los mismos. En este caso, la designación "producto" se debe comprender como concepto general para productos de todo tipo que, en especial, se pueden encontrar en estado envasado. Especialmente en la industria farmacéutica y en la industria de artículos alimenticios, estos procedimientos de selección son utilizados de modo preferente, de manera que según el procedimiento de selección, solamente son transportados en avance productos que presentan las características deseadas por el fabricante. Son ejemplos de estas características deseables un peso determinado del envase (por el que se puede deducir, por ejemplo que no se encuentran en el envase el número apropiado, por ejemplo de tabletas de un medicamento) o también, que los envases se encuentran debidamente cerrados, es decir, que no presentan una tapa abierta. En estos casos constituyen una parte de la ruta de transporte, en la banda de transporte y pesado, básculas de control de tipo conocido de las que se puede captar el peso de los envases durante el desplazamiento por la banda de transporte.
Los productos que no presentan las características deseadas, son desviados de la ruta de transporte y entran en una zona de reunión donde pueden ser acumulados en contenedores. Para comprobar que productos deben ser apartados o desviados, se determinan previamente criterios de selección que corresponden a las características deseadas (negativos), es decir, para el ejemplo anterior un fallo en el peso (que resulta demasiado grande o demasiado pequeño), así como, una tapa abierta en el envase y los productos son comprobados durante el transporte a lo largo de la ruta de transporte, de acuerdo con estos criterios de selección. Si se determina que un producto no cumple, como mínimo, uno de los criterios, éste es apartado de la ruta de transporte después de la mencionada comprobación.
En procedimientos de selección conocidos del tipo indicado anteriormente, en los que (como mínimo) se comprueban según dos criterios de selección predeterminados, se efectúa la comprobación en primer lugar, según un primer criterio de selección y el correspondiente producto, a continuación de esta primera comprobación, es desviado mediante un dispositivo apropiado hacia fuera de la ruta de transporte cuando ha cumplido el primer criterio de clasificación. Después de esta primera fase de selección se transportan, por lo tanto, solamente productos que corresponden a las exigencias deseadas con respecto a la primera característica. A continuación, es decir, en la dirección de avance del transporte, tiene lugar la comprobación según el segundo de los criterios de selección predeterminados, de manera que de forma análoga, cualquier producto que cumple el segundo criterio es desviado por otro dispositivo apropiado hacia fuera de la ruta de transporte y apartado. A continuación de esta segunda etapa de selección, todos los productos de los que se continúa el transporte presentan las características deseadas, con respecto a ambos criterios de selección. El procedimiento en su conjunto discurre de manera completamente automática, es decir, la comprobación según los criterios de selección predeterminados, así como la desviación de los productos excluidos, tiene lugar de forma automática y se controlará habitualmente mediante un dispositivo electrónico de control.
En estos procedimientos de selección de tipo conocido, la realización de ambas etapas de selección, una después de otra, presenta diferentes inconvenientes. En especial, la ruta de transporte necesaria para la selección tiene una longitud comparativamente grande. Esto presenta un problema por el hecho de que para la colocación de aparatos de selección de este tipo en los que la ruta de transporte se realiza habitualmente mediante una o varias bandas de transporte, frecuentemente no se dispone de suficiente espacio. Además, el tipo y constitución de la zona de recogida o de recepción resulta compleja desde el punto de vista de su construcción y/o de la necesidad de espacio.
A causa de este problema del estado de la técnica es un objetivo de la presente invención dar a conocer un procedimiento de selección del tipo mencionado anteriormente, que sea menos complejo.
Este objetivo es conseguido, de manera sorprendentemente simple, mediante la invención, de acuerdo con la reivindicación 1, puesto que la fuerza de desviación, con independencia de cuál es el criterio que se cumple para la desviación de un producto, procede de un centro común.
En esta parte de la descripción y a continuación de la misma, la expresión "común" o "conjunto" se debe comprender de manera que la característica designada de como común o conjunta es aplicable igualmente a todos los criterios de selección. La expresión "común" o "conjunto" indica, por lo tanto, en todos los casos, el carácter común con respecto a todos los criterios de selección. Por lo tanto, la expresión "centro conjunto" se debe comprender, por el
contrario, de forma que de este centro conjunto procede la fuerza de desviación para todos los productos a desviar, es decir, los productos que cumplen un criterio de selección, los que cumplen otro criterio de selección y (si ello es posible) los productos que cumplen ambos criterios de selección. Esto es lo contrario del estado de la técnica, en el que los productos que cumplen diferentes criterios de selección son desviados por fuerzas de desviación que proceden de diferentes centros.
Dado que la fuerza de desviación procede de un centro conjunto de este tipo, se puede acortar en especial la longitud de la ruta de transporte necesaria para la selección, puesto que no se debe prever como se hacía hasta el momento, un centro de procedencia de esfuerzos separado para cada criterio de selección.
Otra ventaja adicional del procedimiento de selección de la invención, consiste en que la desviación del producto que se debe desviar tiene lugar, según la dirección de transporte, detrás de la comprobación según el segundo criterio de selección. De esta manera no existe proceso alguno de desviación antes de la comprobación según uno de los criterios de selección, lo que puede influir negativamente en la correspondiente comprobación según el otro de los criterios de selección. Por ejemplo si la comprobación comprende una medición de peso, un centro de desviación anterior a la medición de peso puede determinar una perturbación del proceso de pesada.
Una forma de realización ventajosa del procedimiento de la invención consiste en que la desviación tiene lugar desde un punto de desviación conjunto de la ruta de transporte con independencia de cuál es el criterio que se cumple por el que se debe desviar el producto. Esto posibilita una longitud corta en grado óptimo de la sección de la ruta de transporte utilizada para la selección.
En una disposición preferente del procedimiento, la desviación desde el punto de desviación tiene lugar desde el puesto de desviación a lo largo de una ruta transversal conjunta. Por lo tanto, no se produce división alguna de las vías de desviación de acuerdo con los criterios de selección, lo que podría actuar de modo contrario al acortamiento deseado de la ruta de transporte.
En una disposición ventajosa del procedimiento, los productos desviados de la ruta transversal, son desviados automáticamente a zonas parciales separadas de la zona de recepción, dependiendo del criterio que ha cumplido el correspondiente producto desviado. De esta manera tiene lugar una separación de los productos, según los criterios de clasificación, en la propia zona de recepción.
Según una disposición especialmente ventajosa del procedimiento, las desviaciones tienen lugar con respecto a una dirección transversal de la ruta transversal, una después de la otra. Si se extiende la zona de recepción, sensiblemente... [Seguir leyendo]
Reivindicaciones:
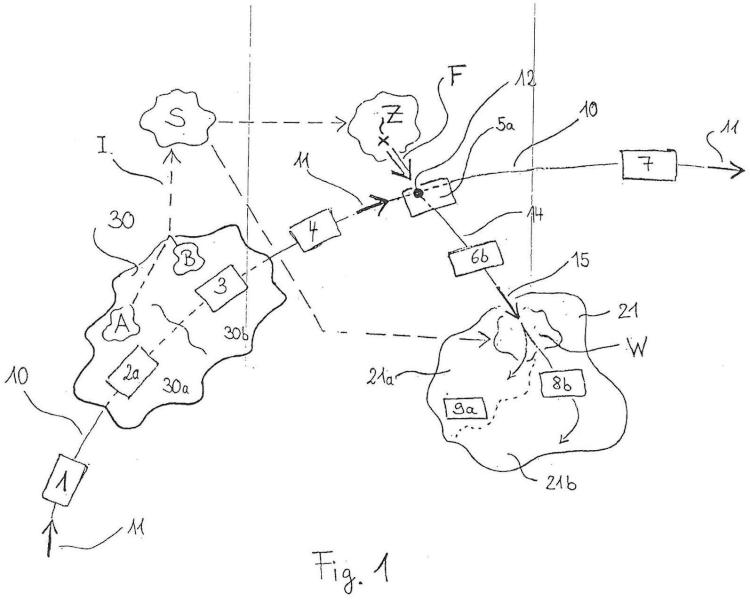
1. Procedimiento para la selección de productos, en el que los productos (1 a 9) son transportados a lo largo de una ruta de transporte (10) en una dirección de transporte (11), durante el transporte son comprobados automáticamente, según como mínimo, dos criterios de selección predeterminados (A, B) y si cumplen uno de los criterios, son desviados mediante una fuerza de desviación (F) automáticamente de forma transversal a la dirección de transporte saliendo de la ruta de transporte hacia una zona de recepción (21), caracterizado porque la fuerza de desviación (F), con independencia del criterio por el que se debe desviar el producto correspondiente, procede de un centro común (Z).
2. Procedimiento, según la reivindicación 1, caracterizado porque la desviación, con independencia del criterio por el que se debe desviar el producto correspondiente, tiene lugar desde un punto de desviación común (12) de la ruta de transporte (10).
3. Procedimiento, según la reivindicación 2, caracterizado porque la desviación tiene lugar desde el punto de desviación (12) a lo largo de una ruta transversal común (14).
4. Procedimiento, según la reivindicación 3, caracterizado porque los productos desviados (5a, 9a; 6b, 8b) con dependencia del criterio satisfecho por el correspondiente producto desviado, son desviados automáticamente de la ruta transversal (14) en zonas parciales separadas entre sí (21a, 21b) de la zona de recepción (21).
5. Procedimiento, según la reivindicación 4, caracterizado porque las desviaciones tienen lugar una después de otra con respecto a una dirección transversal (15) de la ruta transversal (14).
6. Procedimiento, según la reivindicación 4, caracterizado porque las desviaciones tienen lugar en relación con una dirección transversal (15) de la ruta transversal (14) hacia la izquierda y hacia la derecha.
7. Procedimiento, según una de las reivindicaciones anteriores, caracterizado porque los productos desviados son recibidos en la zona de recepción (21) mediante un movimiento provocado por la fuerza de la gravedad.
8. Procedimiento, según una de las reivindicaciones anteriores, caracterizado porque el peso de los productos es medido durante su transporte a lo largo de la ruta de transporte (10) y uno de los criterios de selección consiste en si el valor del peso medido difiere de un peso teórico predeterminado.
9. Procedimiento, según la reivindicación 8, caracterizado porque un primer criterio de selección consiste en si el valor del peso medido se encuentra por encima del peso teórico y un segundo criterio de selección consiste en si dicho peso se encuentra por debajo del valor teórico del peso.
10. Procedimiento, según una de las reivindicaciones anteriores, caracterizado porque una característica de forma del producto es medida ópticamente durante su transporte a lo largo de la ruta de transporte (10) y un criterio de selección para ello consiste en si la caracteristica de forma medida se desvía de una característica de forma predeterminada.
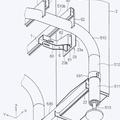
11. Dispositivo para la selección de productos (1 a 9) con un dispositivo de transporte, para el transporte de los productos a seleccionar a lo largo de una ruta de transporte (10) en una dirección de transporte (11), con un dispositivo de comprobación para comprobar los productos según, como mínimo, dos criterios de selección (A, B) y un dispositivo de desviación mediante el cual se puede ejercer una fuerza de desviación (F), sobre los productos en caso de satisfacer uno de los criterios, en sentido transversal a la dirección de transporte (11), saliendo de la ruta de transporte (10) hacia una zona de recepción (21), caracterizado porque el dispositivo de desviación presenta un centro común (Z) del cual procede la fuerza de desviación (F) con independencia de cuál es el criterio satisfecho por el que el correspondiente producto debe ser desviado.
12. Dispositivo, según la reivindicación 11, caracterizado porque el dispositivo de desviación presenta un desviador que ejerce la fuerza de desviación (F).
13. Dispositivo, según la reivindicación 11 ó 12, caracterizado porque el dispositivo de desviación está previsto de forma tal que los productos a desviar, con independencia del criterio satisfecho por el producto a desviar, son desviados de un punto de desviación común (12) de la ruta de transporte (10).
14. Dispositivo, según la reivindicación 13, caracterizado porque el dispositivo de desviación actúa sobre los productos a desviar de manera tal, con un momento de desplazamiento dirigido transversalmente a la dirección de transporte (11), que los productos discurren desde el punto de desviación (12) hacia la zona de recepción (21) según una trayectoria sustancialmente idéntica.
15. Dispositivo, según una de las reivindicaciones 11 a 14, caracterizado porque el dispositivo de comprobación presenta un dispositivo de pesada para la medición del peso de los productos y uno de los criterios de selección consiste en si el valor del peso medido se desvía de un valor de peso teórico predeterminado.
16. Dispositivo, según una de las reivindicaciones 11 a 15, caracterizado porque el dispositivo de comprobación
presenta un dispositivo de medición óptico para la medición de una característica de forma del producto y uno de los criterios de selección consiste en si la característica de forma medida se desvía de una característica de forma predeterminada.
17. Dispositivo, según una de las reivindicaciones 15 y 16, caracterizado porque el dispositivo de medición óptica
está dispuesto en la dirección de transporte (11) antes del dispositivo de pesada.
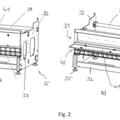
18. Dispositivo, según una de las reivindicaciones 11 a 17, caracterizado porque la zona de recepción (21) presenta un recipiente (100, 300) dispuesto a lo largo de la ruta de transporte (10), con un mínimo de dos cámaras separadas.
19. Dispositivo, según una de las reivindicaciones 11 a 18, caracterizado porque la ruta de transporte (10) presenta una banda constituida por una banda de transporte y pesada, a la que está dispuesta con anterioridad una sección de banda de alimentación, y a la que está dispuesta posteriormente una sección de banda de salida y en especial el recipiente (100, 300) está dispuesto a lo largo de la sección de banda de salida.
Patentes similares o relacionadas:
Unidad de pesaje y método para pesar recipientes, del 15 de Julio de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Una unidad de pesaje de recipientes que comprende: - una línea para transportar recipientes que se extiende a lo largo de un primer recorrido de movimiento […]
Máquina modular higiénica cortadora y pesadora de queso en porciones, del 13 de Julio de 2020, de MULAS NÚÑEZ, José: 1. Máquina modular higiénica cortadora y pesadora de quesos del tipo de las construidas por un transportador de alimentación, un transportador […]
 Armazón de un dispositivo de transporte y pesaje, del 27 de Noviembre de 2019, de Bizerba SE & Co. KG: Armazón de un dispositivo de transporte y pesaje con dos cartelas laterales frontales y varias vigas longitudinales, que unen mutuamente las […]
Armazón de un dispositivo de transporte y pesaje, del 27 de Noviembre de 2019, de Bizerba SE & Co. KG: Armazón de un dispositivo de transporte y pesaje con dos cartelas laterales frontales y varias vigas longitudinales, que unen mutuamente las […]
Dispositivo dosificador, del 15 de Mayo de 2019, de BIG DUTCHMAN INTERNATIONAL GMBH: Dispositivo dosificador para dosificar un producto (G), en particular un producto (G) que ha de secarse, tal como un sustrato de fermentación o excrementos, […]
Báscula de cinta, del 10 de Enero de 2019, de Janner, Siegfried: Báscula de cinta para la instalación en un transportador de cinta con al menos un rodillo de apoyo , a través del que puede guiarse una cinta del transportador de cinta, […]
 Dispositivo de inspección de peso, del 20 de Junio de 2018, de ISHIDA CO., LTD.: Un aparato de verificación de peso para verificar un peso de un objeto de verificación (TR), que comprende: una porción de medición […]
Dispositivo de inspección de peso, del 20 de Junio de 2018, de ISHIDA CO., LTD.: Un aparato de verificación de peso para verificar un peso de un objeto de verificación (TR), que comprende: una porción de medición […]
Balanza de pistas múltiples, del 18 de Abril de 2018, de Bizerba SE & Co. KG: Balanza de pistas múltiples, en particular balanza de control de pistas múltiples, con múltiples dispositivos de pesaje en cinta transportadora ubicados […]
Sistema transportador que comprende una pluralidad de miembros de soporte y procedimiento del mismo, del 11 de Abril de 2018, de Optimus Sorter Holding B.V: Un sistema transportador para transportar artículos desde una sección de recepción hasta una sección de salida, comprendiendo […]