Prensa hidráulica para el procesamiento de metales y plásticos.
Prensa hidráulica para el procesamiento de metales o plásticos,
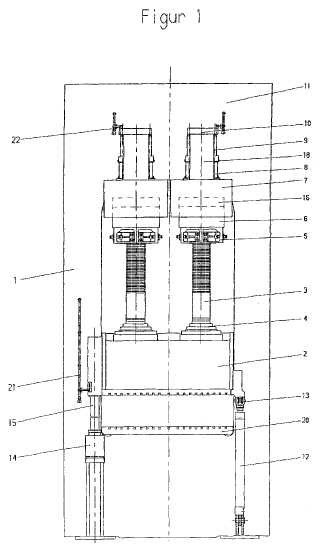
que consiste en un bastidor de prensa (1) con una mesa de prensa (20) dispuesta en ello, y taqués de prensa (2) dispuestos de manera desplazable en el mismo, estando dispuestos cilindros de marcha rápida (12) con una conexión de taqué (13) para la carrera en vacío rápida del taqué de prensa (2), estando dispuesto de manera fija en el cabezal (11) del bastidor de prensa (1) el o los cilindros de trabajo (7) con pistones dirigidos a la mesa de prensa (20), estando dispuesto en el pistón (6) dirigido a la mesa de prensa (20) una garra de acoplamiento mecánico (5) y, opuesto a ella, un travesaño (10) con cilindro de posicionamiento y sincronización (9) para el pistón (6), presentando el pistón (6) un taladro cilíndrico dispuesto céntricamente y una extensión (18) para la conducción deslizante de una cremallera (3), estando conectada esta cremallera (3) con el taqué de prensa (2).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07006727.
Solicitante: Dieffenbacher GmbH Maschinen- und Anlagenbau.
Nacionalidad solicitante: Alemania.
Dirección: Heilbronner Strasse 20 75031 Eppingen ALEMANIA.
Inventor/es: BRUSSEL, RICHARD, SEITZ,ARMIN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B30B1/32 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 1/00 Prensas, que utilizan un elemento apisonador, caracterizadas por la forma de propulsión del pistón, siendo la presión transmitida a éste o a la platina de la prensa directamente o únicamente por medio de órganos que trabajan por simple impulso o tracción. › por pistones bajo presión de fluido.
- B30B15/00 B30B […] › Partes constitutivas de prensas o accesorios de prensas; Medidas auxiliares tomadas en relación con el prensado (dispositivos de seguridad F16P).
- B30B15/16 B30B […] › B30B 15/00 Partes constitutivas de prensas o accesorios de prensas; Medidas auxiliares tomadas en relación con el prensado (dispositivos de seguridad F16P). › Control de las prensas accionadas neumáticamente (bombas en sí F04; acumuladores hidráulicos en sí F15B; válvulas en sí F16K).
PDF original: ES-2466166_T3.pdf
Fragmento de la descripción:
PRENSA HIDRAULICA PARA EL PROCESAMIENTO DE METALES Y PLASTICOS
La invención se refiere a una prensa hidráulica de acuerdo con el preámbulo de la reivindicación 1 para el procesamiento de plásticos y metales.
Conocido están prensas accionadas hidráulicamente que corre rápidamente para el procesamiento de plásticos y metales, estando diseñadas estas máquinas para diferentes alturas de herramienta y carreras de apertura de manera que la carrera de cilindro de trabajo es tan grande que en función de la herramienta utilizada en el espacio de la instalación entre la mesa de prensa y taqué de prensa la altura máxima esperada de herramienta (espacio grande entre las placas para tender de la mesa de prensa y el taqué de prensa) con una carrera necesaria para ello y una altura muy baja de herramienta (espacio pequeño entre las placas para tender de la mesa de prensa y el taqué de prensa) pueden utilizarse igualmente. Debido a una columna necesaria de aceite de hasta 2, 5 m, el área de trabajo correspondiente y las altas presiones de procesamiento específicas en las herramientas, tales prensas tienen un gran volumen de aceite en los cilindros de trabajo, lo cual implica un volumen de compresión grande así como desventajas económicas durante el funcionamiento. Existen ahora diferentes enfoques para limitar la carrera en vacío del cilindro de trabajo en aplicaciones diferentes de herramienta y aún asegurar una alta flexibilidad de la prensa con cortos tiempos de cambio. Por ejemplo, son conocidos prensas según DE 36 37 544 A1 y DE 36 37 545 A1 en las que la carrera de trabajo se debe reducir con abrazaderas accionadas por fricción en columnas de acero (forma redonda o cuadrada) a una llamada carrera corta con un volumen mínimo de compresión. Sin embargo, estas juntas accionadas por fricción no han demostrado su eficacia en la práctica, o son demasiado caras. Por supuesto, también hay una variedad de otras soluciones mecánicas para un ajuste de altura de prensas de carrera larga en la técnica anterior. Sistemas en los que, similar a las máquinas de moldeo por inyección, se transmite la fuerza también con cilindros de carrera corta con barras retráctiles, o placas de presión, no han demostrado su eficacia por las grandes placas de presión a mover y grandes trayectos y la extensión resultante del tiempo de ciclo. Un posible remedio se encuentra en DE 10 2004 040 512 A1 en el que se prevé respectivamente una placa giratoria con eje giratorio y cuatro zancas entre un pistón de carrera corta y las chapas de refuerzo del taqué de prensa, estando dispuestas las zancas por medio de accionamiento giratorio del eje de rotación y un ángulo de rotación o bien en posición de transmisión de fuerza en las áreas de apoyo de las chapas de refuerzo o de manera ajustable en posición de abertura entre las chapas de refuerzo del taqué de prensa. Esta aplicación ha demostrado su eficacia de un modo general.
Con US 4.304.540 A se ha conocido una prensa que es realizada en el diseño de columna, en ella el taqué de prensa se mueve en una pluralidad de columnas dispuestas en el exterior. Los cilindros de trabajo están dispuestos en la mesa de prensa y por encima del taqué de prensa están montadas las zapatas, que, después de hacer puente con la carrera en vacío, conectan el taqué de prensa en las columnas con enganche mecánico y cierran así el flujo de fuerza para la operación de prensado. Sobre todo el conducto del flujo de fuerza ha demostrado desventajas ya la desviación de flujo de fuerza ocurre en el reticulado de las columnas y, por tano, picos de carga deben ser redirigidos en elementos de máquinas con muescas. El reticulado de las columnas son también de libre acceso y por lo tanto expuesto a una posible contaminación. El apriete de las columnas se efectúa en el parada.
Además, se divulga en US 4.809.535 una prensa hidráulica y un procedimiento para dar forma o la remodelación de productos con un taqué ajustable de manera diferenciada cíclicamente. Esta prensa muestra un cilindro de trabajo dispuesto en el cabezal superior de la prensa con un pistón dispuesto en la dirección de un taqué movible, en el que el taqué presenta una garra de acoplamiento, que se puede colocar en engranaje por el cilindro de trabajo con la garra de acoplamiento justo antes de la carrera de trabajo para llevar a cabo la carrera de trabajo. A esta prensa también es posible llevar a cabo una carrera rápida separada de la carrera de trabajo, pero tampoco resuelve las desventajas mencionadas anteriormente, en particular la contaminación de la cremallera durante el funcionamiento de la prensa.
Aparte de las alternativas mecánicas se ha intentado acortar la carrera en vacío por medio de otros accionadores, como por ejemplo accionadores intermedios operados eléctricamente. Con ellos se da como resultado la desventaja de que se producen picos de potencia de varios cientos de amperios en los motores de accionamiento porque los accionadores utilizados tienen que mover toneladas de carga rápidamente y, por lo general, sin transmisión intermedia (tales como cargas de grúa) . Justamente esos picos de potencia se miden por los proveedores de energía y se facturan con altos recargos en la factura del suministro eléctrico. Los recargos en los picos de potencia masiva, tal como aparecen aquí, son tan altos que afectan significativamente el cálculo de rentabilidad de una prensa. Además, puede ser impuesta a la operadora el suministrador de energía competente de instalar dispositivos para amortiguar los picos de corriente para la red de suministrolos cuales a su vez resultan en altos costos de adquisición y mantenimiento.
Por lo tanto, resultan las siguientes desventajas de la técnica anterior conocida:
1. a) Se deben mover grandes cantidades de aceite hidráulicas en prensas de carrera larga, que resulta en un mayor gasto de energía y en un mayor desgaste de los elementos hidráulicos (consumo de aceite, bombas, válvulas) ,
2. b) en puestas fuera de servicio de carreras en vacio mecánicas para evitar las desventajas de a) existen abrazaderas complejas que perjudican a la velocidad de cierre de la prensa y extienden el ciclo de trabajo,
3. c) para ello, las puestas fuera de servicio de carreras en vacio mecánicas están sometidas por lo general a un mayor desgaste por flujos de fuerzas adversos en la sujeción mecánica,
4. d) las columnas o cremalleras para el engranaje de los elementos de sujeción mecánicos generalmente están accesibles sin protección y a la contaminación habitual en los talleres y
5. e) en las puestas fuera de servicio de carreras en vacio por medio de accionadores eléctricos se producen picos altos de potencia, lo que causa desventajas en la rentabilidad de la operación y en la mayor necesidad de regulación técnica en el suministro de energía.
La invención se basa en el objeto de lograr una prensa hidráulica con la posibilidad de tiempos cortos de ciclo y una puesta fuera de servicio de carreras en vacio que es rápida y variablemente ajustable.
La solución consiste en una prensa hidráulica de acuerdo con la reivindicación 1.
El diseño según la invención de la prensa ofrece un cierre rápido de la prensa, en el que se lleva a cabo la operación de acoplamiento aún durante el movimiento del taqué de prensa en la carrera rápida en vacío o durante la fase de frenado y se puede llevar a cabo sin demora de la carrera de trabajo. Esto significa que para la operación de acoplamiento, el taqué de prensa no tiene que ser parado y este puede cambiar directamente desde una velocidad reducida de marcha rápida a la fase principal de compresión. Esto se consigue ventajosamente por la regulación hidráulica del movimiento de cierre entre los cilindros de marcha rápida del taqué de prensa y el cilindro de trabajo para la carrera de trabajo y/o los cilindros 9 de posicionamiento y sincronización, que, con la ayuda de la información de posición y velocidad de los respectivos sistemas de medida de trayecto facilitan una simple sincronización de la garra de acoplamiento a la cremallera. Para ello, resulta de manera ventajosa una posibilidad de configuración ajustable centralizada automáticamente para las alturas de herramienta definibles de manera variable, sin que haga falta insertar piezas intermediaras o adaptar elementos mecánicos a las herramientas. En consecuencia, existe aquí la posibilidad de una automatización completa de una línea de prensa o una prensa para la carga automática con diferentes herramientas sin la adaptación manual del trayecto de carrera en vacio.
Por la corta carrera del cilindro de trabajo resultan importantes ahorros energéticos, debido al volumen pequeño de compresión y, en comparación con el estado... [Seguir leyendo]
Reivindicaciones:
1. Prensa hidráulica para el procesamiento de metales o plásticos, que consiste en un bastidor de prensa (1) con una mesa de prensa (20) dispuesta en ello, y taqués de prensa (2) dispuestos de manera desplazable en el mismo, estando dispuestos cilindros de marcha rápida (12) con una conexión de taqué (13) para la carrera en vacío rápida del taqué de prensa (2) , estando dispuesto de manera fija en el cabezal (11) del bastidor de prensa (1) el o los cilindros de trabajo (7) con pistones dirigidos a la mesa de prensa (20) , estando dispuesto en el pistón (6) dirigido a la mesa de prensa (20) una garra de acoplamiento mecánico (5) y, opuesto a ella, un travesaño (10) con cilindro de posicionamiento y sincronización (9) para el pistón (6) , presentando el pistón (6) un taladro cilíndrico dispuesto céntricamente y una extensión (18) para la conducción deslizante de una cremallera (3) , estando conectada esta cremallera (3) con el taqué de prensa (2) .
2. Prensa hidráulica de acuerdo con la reivindicación 1, caracterizada por que está dispuesto un cojinete hidrostático (4) para la compensación de par para conectar la cremallera (3) al taqué de prensa (2) .
3. Prensa hidráulica de acuerdo con la reivindicación 1, caracterizada por que están dispuestos cilindros de retención paralela (14) en el bastidor de prensa (1) para la retención en paralelo del taqué de prensa (2) a la
mesa de prensa (20) , y por que están dispuestos elementos separadores (15) correspondientemente para esto en el taqué de prensa (2) .
4. Prensa hidráulica de acuerdo con una o varias de las reivindicaciones anteriores, caracterizada por que el
cilindro de trabajo (7) está realizado como cilindro diferencial. 20
5. Prensa hidráulica de acuerdo con una o varias de las reivindicaciones anteriores, caracterizada por que una cubierta, que es preferiblemente telescopiable o plegable, para la cremallera (3) está dispuesta entre la garra de acoplamiento (5) y el taqué de prensa (2) .
6. Prensa hidráulica de acuerdo con una o varias de las reivindicaciones anteriores, caracterizada por que la región para la protección de la cremallera (3) y la conducción asociada en el pistón (6) y su extensión (18) es encapsulada y provista de filtros de aire.
7. Prensa hidráulica de acuerdo con una o varias de las reivindicaciones anteriores, caracterizada por que están dispuestos al menos dos bucles de control para controlar la sincronización, estando formado un bucle de control por cilindros de posicionamiento y sincronización (9) por cada cilindro de trabajo (7) junto con la instalación asociada de medición de recorrido (22) por cada cilindro de trabajo (7) , y estando formado el segundo bucle de control a partir del cilindro de marcha rápida (12) en el taqué de prensa (2) junto con la instalación (21) de medición de recorrido.
8. Prensa hidráulica de acuerdo con una o varias de las reivindicaciones anteriores, caracterizada por que están dispuestos al menos dos bucles de control para controlar la sincronización, estando formado cada bucle de control por cilindro de trabajo (7) junto con la instalación asociada de medición de recorrido (22) por cada cilindro de trabajo (7) , y estando formado el segundo bucle de control a partir del cilindro de marcha rápida (12) en el taqué de prensa (2) junto con el dispositivo (21) de medición de recorrido.
Patentes similares o relacionadas:
Fabricación automatizada de marcos espaciadores, del 22 de Abril de 2020, de GED Integrated Solutions, Inc: Aparato para fabricar marcos espaciadores a partir de material de la banda de material diferente que incluye múltiples estaciones de trabajo para tratar […]
Procedimiento para controlar una prensa de polvo cerámico y/o metálico y prensa de polvo cerámico y/o metálico, del 25 de Marzo de 2020, de DORST TECHNOLOGIES GMBH & CO. KG: Procedimiento para controlar una prensa de polvo cerámico y/o metálico para prensar un material prensable, en el que - al menos un accionamiento electromotriz (15, […]
Prensa rotatoria con sellos, con al menos dos puntas de sello a alturas escalonadas, para realizar múltiples procesos de prensado durante una rotación, del 17 de Julio de 2019, de KORSCH AG: Una prensa rotatoria para realizar al menos dos operaciones de prensado durante una rotación de la prensa rotatoria, incluyendo dicha prensa rotatoria un rotor , una […]
Prensa de pellets, del 3 de Julio de 2019, de BUHLER AG: Prensa de pellets con un motor con una carcasa de motor y un rotor dispuesto en la misma, configurándose el rotor como árbol hueco, […]
Prensa y procedimiento para deformar piezas metálicas, del 20 de Mayo de 2019, de AUTOMAZIONI INDUSTRIALI S.R.L: Una prensa para deformar al menos una pieza metálica que tiene inicialmente la forma de palanquilla o de producto semiacabado similar, que comprende al menos un molde […]
Método para conformar una pieza en caliente con una prensa mecánica, del 15 de Mayo de 2019, de FAGOR ARRASATE, S. COOP: Método para conformar una pieza en caliente con una prensa mecánica que comprende un troquel superior (3b) y un troquel inferior (2b) adaptados para conformar una pieza entre […]
Molde para prensar material en polvo, del 17 de Abril de 2019, de S.c.r. Stampi Ceramici Roteglia S.r.l: Un molde (1; 1' ) para prensar material en polvo que comprende una matriz , o medio molde inferior, en el que se obtiene una pluralidad de cavidades que están destinadas […]
Uso de datos del flujo de fuerza en una prensa para el funcionamiento de un empujador, del 27 de Febrero de 2019, de Schuler Pressen GmbH: Uso de datos del flujo de fuerza en una prensa para el funcionamiento de un empujador , - presentando la prensa al menos un dispositivo […]