Pieza conectora para conductos multicapa y método de conexión, y un conjunto obtenido por el método.
La pieza de acoplamiento (1) para un extremo externo de un conducto multicapa (28),
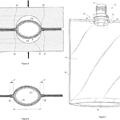
que comprende un tubo de acoplamiento (2), que está provisto en el lado externo con una pared vertical de manera radial (4), en la que la pared (4) está ensanchada en dirección axial a una distancia radial desde el lado externo del cuerpo, en el que el lado externo del tubo de acoplamiento (2), la pared vertical (4) y la porción ensanchada (6) recubren un espacio de inserción anular (22), dentro del cual el extremo externo del conducto (28) puede insertarse directamente, y en el que la distancia radial entre la porción ensanchada (6) de la pared (4) y el lado externo del tubo de acoplamiento (2) en la posición de entrada al espacio de inserción (22) es tal que es igual o mayor que el grosor de la pared del conducto (28), en la que la pared interna del tubo de acoplamiento (2) está reforzada con una capa de refuerzo adyacente (50) de plástico reforzado o de metal que tiene una mayor resistencia que el material del tubo de acoplamiento (2), caracterizada por que:
la capa de refuerzo (50) está provista con elementos de acoplamiento axial (52), mientras que la pared interna está provista con elementos de conexión axial (26) que se corresponden y conectan con los elementos de acoplamiento (52).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/NL2011/050598.
Solicitante: Tersia B.V.
Nacionalidad solicitante: Países Bajos.
Dirección: Hogerwerf 11 4704 RV Roosendaal PAISES BAJOS.
Inventor/es: VAN DER DONK,CORNELIS AUGUSTINUS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Ensamblado de elementos preformados; Aparatos a este efecto.
- F16L47/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 47/00 Empalmes o accesorios de empalme para tubos de doble pared o con canales múltiples o para conjuntos de tubos para utilizarse con tubos de materiales plásticos. › Uniones soldadas a la autógena; Uniones encoladas.
PDF original: ES-2504979_T3.pdf
Fragmento de la descripción:
Pieza conectora para conductos multicapa y método de conexión, y un conjunto obtenido por el método La invención se refiere a una pieza de acoplamiento para conductos multicapas, en particular a una pieza de acoplamiento para conductos multicapa que sea apropiada para la soldadura de enchufe (término internacional: soldadura por polifusión) .
Los conductos multicapa para sistemas de conductos de plástico son conocidos como alternativa al acero y al cobre para muchas aplicaciones, como descarga de agua, suministro de agua y sustancias gaseosas y químicas. Los conductos multicapa pueden comprender diferentes tipos de plástico, con una base de, por ejemplo, aluminio embebida en plástico con el propósito de mejorar la resistencia a la presión. Se utilizan mayormente plásticos termoplásticos, como polipropileno (PP) , polietileno (PE) , polibutileno (PB) y a veces PVC. La instalación de un sistema comprende la formación de combinaciones de un tubo y piezas conectoras, acoplamientos y/o adaptadores. El tipo de adaptador también determina la naturaleza de la herramienta que se debe utilizar. Se utilizan mucho los tubos multicapa que se construyen a partir de tubos de PE con una capa de base de aluminio. La capa de base está cubierta con el plástico descrito en la presente en el exterior y en el interior.
Con una participación en el mercado estimada del 60%, estos sistemas son los más utilizados en el ámbito de la construcción. La gran ventaja de estos sistemas es que pueden curvarse de manera que mantienen su forma, al igual que los conductos de cobre, mientras que en comparación son mucho más ligeros de peso y menos costosos.
El desarrollo más interesante se refiere a los tubos de polietileno, ofrecidos con una capa interna de aluminio que comprende una capa de polietileno a cada lado. Esos tubos son flexibles y tienen una fuerza probada para las aplicaciones a que se destinen. Los tubos basados en PE-RT (PE de resistencia a elevación de temperatura, un producto de Dowlex) son particularmente interesantes, ya que pueden soportar temperaturas de 90-95º C y se le pueden aplicar presiones de hasta 10 bar.
La desventaja de estos sistemas conocidos es que los adaptadores o acoplamientos son costosos o que se insume mucho tiempo para lograr el acoplamiento.
Por ejemplo, la aplicación está hecha de un sello que se obtiene mediante una junta tórica sobre la pieza de acoplamiento. La pieza de acoplamiento se inserta o empuja hacia el conducto o tubo. La pieza de acoplamiento luego se aprieta con gran fuerza hasta cerrarla sobre el conducto o tubo mediante una manga.
Como acoplamiento alternativo, para los conductos o tubos con una base de aluminio también están disponibles las conexiones por empuje. Si bien son prácticas, también son costosas y, además de la aparente conveniencia, también hay un riesgo considerable de pérdidas como resultado del anillo CD.
Además, es conocido el uso de adaptadores soldados, en los que una pieza de acoplamiento y un extremo externo de un conducto para acoplamiento se calientan mediante un dispositivo de soldadura para que las partes del acoplamiento se vuelvan plásticas. La técnica es conocida como soldadura por polifusión o soldadura de enchufe. Cuando están en estado plástico, las partes luego se fusionan mediante presión para que se acoplen entre sí o deslizándolas juntas, y permitiéndoles que se enfríen.
Generalmente, el dispositivo de soldadura es una herramienta de mano provista de una lanza como fuente de calor, con elementos de calentamiento, también conocido como mandril de soldadura, y un manguito de soldadura, que puede estar montado en el extremo externo. El mandril de soldadura y el manguito de soldadura están moldeados de manera que encajen en las superficies de contacto de su respectiva pieza de acoplamiento y del extremo externo del conducto, los cuales deben estar fusionados. Después del calentamiento, las dos partes se unen entre sí en un estado plástico para que las superficies de contacto superpuestas se fusionen, por lo que se forma soldadura de conexión o un nervio de soldadura. Después del enfriamiento se obtiene una soldadura duradera. La técnica tiene la ventaja de que se pueden utilizar herramientas simples y que las operaciones pueden realizarse con rapidez (cada operación dura solo unos segundos) .
Debido a la publicación de patente JP 07301374, se conoce una pieza de acoplamiento que se puede utilizar para acoplar conductos multicapa por medio de una soldadura de enchufe. El extremo externo de un conducto se empuja aquí hacia un espacio anular de una pieza de acoplamiento, en la que el extremo externo del conducto está fusionado con la pieza de acoplamiento. El extremo externo del conducto está previamente adaptado para permitirle que sobresalga hacia el espacio anular. Con este propósito, el grosor del extremo externo del conducto se reduce mediante la eliminación de una parte de la superficie externa e interna.
Una desventaja significativa de este método está relacionada con la estructura de los conductos multicapa:
Generalmente están provistos de una capa interna más gruesa, una capa externa fina y una capa metálica entre medio, estando estas capas interconectadas por medio de dos capas adhesivas. El tubo completo está construido por cinco capas: una capa externa, una capa adhesiva, aluminio, una capa adhesiva y una capa interna. Todas estas capas ofrecen la resistencia a la presión y a la temperatura. La capa externa es más delgada que la capa interna. A la capa externa se le puede dar una forma más delgada que la capa interna porque la carga es menor sobre el lado externo de un conducto que en el lado interno, donde, por ejemplo, en el caso de PE-RT se aplican temperaturas de 90-95º C y presiones de hasta 10 bar. Al mantener la capa externa delgada, el producto es menos costoso, menos voluminoso y menos pesado. Una función de la capa externa es formar una capa protectora contra el oxígeno de la atmósfera, para que no se corroa la capa de metal.
En los nuevos tubos de PE desarrollados, el objetivo es, por lo tanto, tener la capa de PE más delgada posible a cada lado de la capa de aluminio. Por ejemplo, un tubo PE-RT con una capa de base de aluminio puede permitir una capa externa de PE-RT de 0, 3 mm, con un diámetro de 16 mm. La capa interna de PE-RT es de 1, 2 mm y el grosor total de la pared del tubo, incluyendo las capas adhesivas, es de 2, 0 mm.
Se descubrió que, en el acoplamiento de tales conductos multicapa con una pieza de acoplamiento según se describe en el documento JP' 374, se pierde la integridad de la capa externa: Técnicamente, no es fácil quitar una parte de la capa externa y, al mismo tiempo, seguir contando con una capa externa para cubrir la capa de metal. Por lo tanto, aumenta el riesgo de que las partes de la capa de metal del conducto queden expuestas, por lo que la capa de metal podría sufrir una corrosión no deseada.
Un segundo problema surge en las salidas del tubo de acoplamiento cuando se lo suelda a un extremo del conducto por polifusión. Las salidas del tubo de acoplamiento sobresalen aquí hacia un extremo externo del conducto, en el que las salidas se convierten hasta cierto punto en plástico. Las salidas del tubo de acoplamiento tienden a curvarse hacia adentro de los extremos externos del conducto en los que han sido insertadas. Esto da como resultado la formación de un hueco entre la salida del tubo de acoplamiento y el lado interno del conducto, mediante el cual la adhesión es incompleta. Esto puede continuar hasta tanto la salida se hunda hacia adentro y bloquee el paso a través del tubo de acoplamiento. Este problema ocurre con frecuencia en caso de que el tubo de acoplamiento sea de un diámetro externo pequeño (por ejemplo, menor a 25 mm) o de que el tubo de acoplamiento se calentase por un largo período.
Debido a la formación del hueco, en cualquier caso se obtiene una soldadura imperfecta a la pared interna de un conducto, en la que el conducto puede ser susceptible a bloquearse en la posición de la soldadura debido a la acumulación de polvo en un hueco formado, por medio del cual puede taponarse completa o parcialmente.
Un tercer problema es que el acoplamiento obtenido de una pieza de acoplamiento y dos extremos externos del conducto es mecánicamente vulnerable en la posición de la pieza de acoplamiento respecto de diversas fuerzas de tracción o axiales y fuerzas de torsión. El acoplamiento puede, por ejemplo, resquebrajarse y romperse en la posición de la porción más ensanchada cuando los extremos externos del conducto conectados a la pieza de acoplamiento aplican grandes fuerzas de torsión.
Además, el documento DE-20 2008 001101 se reconoce como la técnica anterior más reciente,... [Seguir leyendo]
Reivindicaciones:
1. La pieza de acoplamiento (1) para un extremo externo de un conducto multicapa (28) , que comprende un tubo de acoplamiento (2) , que está provisto en el lado externo con una pared vertical de manera radial (4) , en la que la pared (4) está ensanchada en dirección axial a una distancia radial desde el lado externo del cuerpo, en el que el lado externo del tubo de acoplamiento (2) , la pared vertical (4) y la porción ensanchada (6) recubren un espacio de inserción anular (22) , dentro del cual el extremo externo del conducto (28) puede insertarse directamente, y en el que la distancia radial entre la porción ensanchada (6) de la pared (4) y el lado externo del tubo de acoplamiento (2) en la posición de entrada al espacio de inserción (22) es tal que es igual o mayor que el grosor de la pared del conducto (28) , en la que la pared interna del tubo de acoplamiento (2) está reforzada con una capa de refuerzo adyacente (50) de plástico reforzado o de metal que tiene una mayor resistencia que el material del tubo de acoplamiento (2) , caracterizada por que:
la capa de refuerzo (50) está provista con elementos de acoplamiento axial (52) , mientras que la pared interna está provista con elementos de conexión axial (26) que se corresponden y conectan con los elementos de acoplamiento (52) .
2. La pieza de acoplamiento (1) según se reivindica en la reivindicación 1, en la que el espacio anular (22) se estrecha en dirección a la pared (4) de manera tal que la distancia radial entre la porción ensanchada (6) de la pared y el lado externo del tubo de acoplamiento (2) se reduzca a un valor menor que el grosor de la pared del conducto (28) .
3. La pieza de acoplamiento (1) , tal y como se reivindica en la reivindicación 1 o 2, en la que la porción ensanchada
(6) es más pequeña en dirección axial que la longitud axial del tubo de acoplamiento (2) según se mide desde la pared vertical (4) hacia un extremo externo del tubo de acoplamiento (2) , y preferentemente más pequeña por un factor de 4 o más.
4. La pieza de acoplamiento (1) , según se reivindica en cualquiera de las reivindicaciones precedentes, en la que la pared vertical (4) y la porción ensanchada (6) tienen una sección transversal en forma de T.
5. La pieza de acoplamiento (1) , según se reivindica en cualquiera de las reivindicaciones anteriores, en la que está formada sustancial e integralmente.
6. La pieza de acoplamiento (1) , según se reivindica en cualquiera de las reivindicaciones anteriores, en la que la pieza de acoplamiento (1) , pero no necesariamente la capa de refuerzo (50) , está formada sustancialmente por material que comprende PE, PE reforzado o PE-RT.
7. La pieza de acoplamiento (1) , según se reivindica en cualquiera de las reivindicaciones anteriores, en la que el diámetro interno del tubo de acoplamiento (2) aumenta en dirección hacia afuera en la salida.
8. La pieza de acoplamiento (1) , según se reivindica en la reivindicación 7, en la que el tubo de acoplamiento (2) no tiene elementos conectores (26) y en la que la pieza de acoplamiento (1) no tiene una capa de refuerzo (50) .
9. El método para acoplar un extremo externo de un conducto multicapa a una pieza de acoplamiento según se reivindica en cualquiera de las reivindicaciones 1-7 mediante la soldadura por polifusión, en el que el método comprende las etapas de calentamiento de las superficies de contacto de la pieza de acoplamiento y del extremo externo del conducto, uniendo las superficies de contacto y, después de la fusión, permitiendo que la conexión fusionada se enfríe, por lo que se obtiene un nervio de soldadura que sobresale del espacio anular entre el conducto y la pieza de acoplamiento.
10. El método, según se reivindica en la reivindicación 10, en el que la pieza de acoplamiento no tiene elementos conectores y en el que la pieza de acoplamiento no tiene una capa de refuerzo.
11. El conjunto de un conducto multicapa (28) con una pieza de acoplamiento (1) obtenido mediante el método de la reivindicación 10 u 11, en la que se obtiene un nervio de soldadura (40) entre el conducto (28) y la pieza de acoplamiento (1) que sobresale del espacio anular (22) .
Patentes similares o relacionadas:
 Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
 Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
Elemento de ajuste para su uso en la rehabilitación de tuberías y método para producir el mismo, del 8 de Julio de 2020, de Mocs Beheer B.V: Un elemento de ajuste para su uso en la rehabilitación de tuberías con un revestimiento, el elemento de ajuste que comprende un artículo compuesto de fibras […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de cierre de un embalaje tubular y de control continuo de la estanqueidad de su extremo soldado después del llenado, del 17 de Junio de 2020, de PIERRE FABRE DERMO-COSMETIQUE: Procedimiento de cierre de un embalaje tubular y de control de la estanqueidad de su extremo soldado , después de su llenado hasta un nivel de […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Un producto de rapé oral en bolsa, del 29 de Abril de 2020, de Swedish Match North Europe AB: Un producto de rapé oral en bolsa que comprende un material de relleno y una bolsa permeable a la saliva que encierra el material de relleno, […]