Dispositivo y procedimiento de conexión, en particular para circuitos de refrigeración de agua de un vehículo automóvil.
Dispositivo de conexión (1, 101) en particular para un circuito de refrigeración de agua de un vehículo automóvil,
cuyo dispositivo comprende:
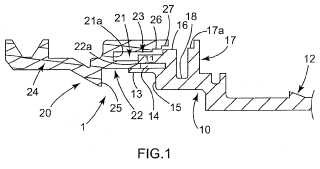
- un conector tubular macho (10, 110) que presenta un saliente periférico axial (11, 111) y que está destinado asu conexión a un tubo;
- un conector tubular hembra (20, 120) que presenta una garganta periférica axial (21, 121) que recibe estesaliente y que está destinado a su conexión de manera bloqueable a un cono tubular macho (30), estando definida lagarganta por un borde axial radialmente interno (22, 122) y por un borde axial radialmente externo (23, 123) yestando el saliente soldado a esta garganta después de su inserción en esta última, y
- como mínimo, una junta de estanqueidad anular (40) destinada a aplicarse radialmente contra el cono macho,el conector macho está soldado preferentemente por fricción circular al conector hembra cuando tiene lugar lainserción del saliente en la garganta, como mínimo, en dos cordones de soldadura interna (P1, P1') y externa (P2,P2') respectivamente localizados sobre las dos caras internas en oposición a dicho borde de garganta interno ydicho borde de garganta externo,
caracterizado porque el conector macho (10, 110) presenta una parte periférica axial de guiado (13, 113) que definecon el saliente (11, 111) una ranura anular (14) que se extiende en la dirección axial, y de anchura radial inferior alespesor de dicho borde de garganta interno (22, 122) para la obtención en este último de dicho cordón de soldadurainterna (P, P1'), estando guiada esta parte contra la cara externa de este borde de garganta interna cuando tienelugar dicha inserción.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11171760.
Solicitante: HUTCHINSON.
Nacionalidad solicitante: Francia.
Dirección: 2, RUE BALZAC 75008 PARIS FRANCIA.
Inventor/es: FAILLU, JEAN-LUC, BRONNER,FLORENT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando fricción, p. ej. soldadura por rotación.
- F16L37/08 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 37/00 Acoplamientos del tipo de acción rápida (manguitos de apriete radial F16L 17/04, F16L 21/06; empalmes de mangas con órganos rígidos F16L 33/00). › en los cuales el montaje entre los extremos que se empalman o se solapan se mantienen por órganos de bloqueo (F16L 37/22 - F16L 37/26 tienen prioridad).
- F16L37/088 F16L 37/00 […] › por medio de un segmento elástico hendido.
- F16L47/02 F16L […] › F16L 47/00 Empalmes o accesorios de empalme para tubos de doble pared o con canales múltiples o para conjuntos de tubos para utilizarse con tubos de materiales plásticos. › Uniones soldadas a la autógena; Uniones encoladas.
PDF original: ES-2410079_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento de conexión, en particular para circuitos de refrigeración de agua de un vehículo automóvil
La presente invención se refiere a un dispositivo de conexión, en particular para un circuito de refrigeración de agua de un vehículo automóvil, y a un procedimiento de conexión, en particular para dicho circuito, de un conector tubular macho con salida axial a un conductor tubular hembra con garganta axial adaptada para recibir dicho saliente.
De manera general en el circuito de refrigeración de agua de un vehículo automóvil, es conocido para conectar un tubo flexible o rígido (por ejemplo, un tubo de elastómero, de plástico o metálico) a un cono macho bloqueable del motor o del radiador, utilizar un dispositivo de conexión que incorpora un conector macho con saliente periférico axial que se conecta a dicho tubo, un conector hembra con garganta periférica axial recibe este saliente y como mínimo una junta de estanqueidad en general de tipo tórico dispuesta contra dicho cono macho una vez que este último ha sido encajado en el conector hembra. Se pueden citar, por ejemplo, los documentos FR-B1-2 891 889 y EP-B1-1 069 364 para la descripción de este dispositivo de conexión en el que el extremo de dicho saliente está soldado en un cordón de soldadura globalmente radial (es decir, sensiblemente en forma de corona situada en un plano transversal) que está situada en el fondo de esta garganta.
El documento DE 20 2009000328 da a conocer un dispositivo de conexión que corresponde al preámbulo de la reivindicación 1.
Un inconveniente principal de los dispositivos de conexión conocidos con conos macho y hembra soldados consiste en la utilización de un cordón único de soldadura radial entre el saliente y la garganta mencionados, lo que puede general defectos de estanqueidad por las contracciones por efecto de la temperatura y el efecto de la presión inherentes al funcionamiento del circuito de refrigeración por agua, así como en ciertos casos por la necesidad de mantener la junta tórica o cada una de ellas en posición por elementos separados tales como arandelas o travesaños.
Un objetivo de la presente invención es el de dar a conocer un dispositivo de conexión particular para un circuito de refrigeración de agua de un vehículo automóvil que soluciona dicho inconveniente, cuyo dispositivo comprende:
- un conector tubular macho que presente un saliente periférico axial que está destinado a ser conectado a un tubo,
- un conector tubular hembra con garganta periférica axial que recibe ese saliente y que está destinado a su conexión de manera bloqueable a un cono tubular macho, definiéndose la garganta por un borde axial radialmente interno y por un borde axial radialmente externo y estando soldado el saliente a esta garganta después de su inserción en esta última, y
- como mínimo una junta de estanqueidad anular destinada a colocarse radialmente contra el cono macho, estando soldado el conector macho preferentemente por fricción circular (es decir, por rotación) al conector hembra cuando tiene lugar la inserción del saliente en la garganta, como mínimo, en dos cordones de soldadura interno y externo respectivamente localizados sobre las dos caras internas en oposición de dicho borde de garganta interno y dicho borde de garganta externo.
A estos efectos, el dispositivo según la invención tiene una estructura tal que el conector macho presenta una parte periférica axial de guiado que define por el saliente una ranura anular que se extiende en la dirección axial y de anchura radial inferior al grosor de dicho borde de garganta interno para obtener sobre este último dicho cordón de soldadura interna, estando guiada esta parte de guiado contra la cara externa de dicho borde de garganta interna cuando tiene lugar la mencionada inserción.
Se observará que este guiado permite centrar radialmente los conectores macho y hembra durante la operación de soldadura, independientemente de los defectos de coaxialidad de estos conectores.
Se observará igualmente que la garganta del conector hembra y esta ranura del conector macho definen cavidades susceptibles de recibir de manera confinada las rebabas de soldadura.
Se observará además que los dos cordones de soldadura obtenidos de este modo definen interfaces axiales de soldadura (es decir, de forma globalmente cilíndrica, contrariamente a los cordones radiales en forma de corona de la técnica anterior) , y que estos cordones de soldadura pueden presentar una profundidad radial del orden de varias décimas de milímetro (aproximadamente, por ejemplo 0, 6 mm) definiendo de esta manera en sección axial “redes” de soldadura que se pueden calificar de radiales en el sentido que se extienden en la profundidad radial de los bordes de la garganta.
La conexión obtenida entre estos conectores macho y hembra es ventajosamente compacta, muy rígida y además muy robusta, especialmente con respecto a los esfuerzos transversales y a la resistencia a la fatiga.
En la presente descripción se comprenderá por expresiones “axialmente interna” o “axialmente hacia el interior” una localización según el eje de simetría de los conectores macho y hembra que está dirigida respectivamente detrás o axialmente en la parte delantera de la garganta del conector hembra o del saliente terminal del conector macho según el caso e, inversamente, por las expresiones “axialmente externa” o “axialmente hacia el exterior”, una localización según este eje que está dirigida delante o axialmente más allá de esta garganta o de este saliente.
De manera ventajosa, un escalón interno de garganta puede estar formado en la entrada de la cara interna de dicho borde de garganta interna, siendo apropiado este escalón interno para determinar la entrada en contacto del saliente con la garganta antes de su soldadura y presentando una altura radial que define el espesor radial de dicho cordón de soladura interna.
Según otra característica de la invención, dicho cordón de soldadura interna se puede extender radialmente sobre la cara radialmente interna del saliente, y dicho cordón de soldadura externa se puede extender axialmente como mínimo a una parte axial de soldadura del conector macho que está situada axialmente en la parte delantera del saliente.
Según otra característica de la invención, dicho borde de garganta externo puede presentar una longitud axial superior a la del borde de garganta interno.
Según una primera forma de realización de la invención, dicha como mínimo una parte axial de soldadura comprende una cara radialmente externa de un escalón externo de saliente que prolonga axialmente hacia el interior la cara radialmente externa del saliente y que puede estar soldado detrás de un escalón de garganta correspondiente formado en la cara interna de dicho borde de garganta externa.
De acuerdo a esta primera modalidad, el conector macho puede comportar además una parte radial de guiado que está situada axialmente en la parte delantera de dicho escalón externo saliente y que presenta un escalón externo de guiado que llega a hacer tope axialmente contra un extremo de dicho borde de garganta externa, de manera que efectúa el guiado del saliente y lo inmoviliza hacia el fondo de la garganta.
Según una segunda forma de realización de la invención, dicha como mínimo una parte axial de soldadura comprende una cara radialmente externa de un primer collar radial que está situado axialmente en la parte delantera del saliente y que está soldada contra una zona preferentemente con escalón, formado en la cara interna de dicho borde de garganta externa.
De acuerdo con esta segunda modalidad, el conector macho puede presentar además un segundo collarín radial que está situado axialmente en la parte delantera de dicho primer collarín y que llega a tope axialmente contra un extremo de dicho borde de garganta externa, de manera que inmoviliza el saliente hacia el fondo de la garganta.
De manera ventajosa, dicha junta de estanqueidad puede ser de tipo tórico, estando dispuesta entonces libremente entre los conectores macho y hembra y estando acoplada axialmente entre estos últimos. Como variante, se observará que esta junta podría no ser tórica, siendo solidaria de uno de los dos conectores mencionados, por ejemplo por sobremoldeo sobre el conector hembra.
Como materiales utilizables para esta junta de estanqueidad, se pueden utilizar materiales EPDM, elastómeros fluorocarbonados (FKM) o incluso copolímeros de etileno-acrilato de metilo (EAM) , por ejemplo.
A título de materiales utilizables para los conectores macho y hembra, se pueden utilizar... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de conexión (1, 101) en particular para un circuito de refrigeración de agua de un vehículo automóvil, cuyo dispositivo comprende:
-un conector tubular macho (10, 110) que presenta un saliente periférico axial (11, 111) y que está destinado a su conexión a un tubo; -un conector tubular hembra (20, 120) que presenta una garganta periférica axial (21, 121) que recibe este saliente y que está destinado a su conexión de manera bloqueable a un cono tubular macho (30) , estando definida la garganta por un borde axial radialmente interno (22, 122) y por un borde axial radialmente externo (23, 123) y estando el saliente soldado a esta garganta después de su inserción en esta última, y -como mínimo, una junta de estanqueidad anular (40) destinada a aplicarse radialmente contra el cono macho,
el conector macho está soldado preferentemente por fricción circular al conector hembra cuando tiene lugar la inserción del saliente en la garganta, como mínimo, en dos cordones de soldadura interna (P1, P1’) y externa (P2, P2’) respectivamente localizados sobre las dos caras internas en oposición a dicho borde de garganta interno y dicho borde de garganta externo,
caracterizado porque el conector macho (10, 110) presenta una parte periférica axial de guiado (13, 113) que define con el saliente (11, 111) una ranura anular (14) que se extiende en la dirección axial, y de anchura radial inferior al espesor de dicho borde de garganta interno (22, 122) para la obtención en este último de dicho cordón de soldadura interna (P, P1’) , estando guiada esta parte contra la cara externa de este borde de garganta interna cuando tiene lugar dicha inserción.
2. Dispositivo de conexión (1, 101) , según la reivindicación 1, caracterizado porque un escalón interno de garganta (22a, 122a) está formado en la entrada de la cara interna de dicho borde de garganta interna (22, 122) , siendo apropiado este escalón interno para determinar la entrada en contacto del saliente (11, 111) con la garganta (21, 121) antes de su soldadura, y presentando una altura radial que define el grosor radial de dicho cordón de soldadura interno (P1, P1’) .
3. Dispositivo de conexión (1, 101) , según una de las reivindicaciones anteriores, caracterizado porque dicho cordón de soldadura interna (P1, P1’) se extiende axialmente por la cara radialmente interna del saliente (11, 111) , y porque dicho cordón de soldadura externa (P2, P2’) se extiende axialmente, por lo menos, a una parte axial de soldadura (16, 117) del conector macho (10, 110) que está situada axialmente más allá del saliente.
4. Dispositivo de conexión (1) , según la reivindicación 3, caracterizado porque, como mínimo, una parte axial de soldadura (16) comprende una cara radialmente externa de un escalón externo de saliente (16) que prolonga axialmente hacia el interior la cara radialmente externa del saliente (11) y que está soldado detrás de un escalón de garganta (26) correspondiente, formado en la cara interna de dicho borde de garganta externa (23) .
5. Dispositivo de conexión (1) , según la reivindicación 4, caracterizado porque el conector macho (10) presenta, además, una parte radial de guiado (17) que está situada axialmente más allá de dicho escalón externo saliente (16) y que presenta un escalón externo de guiado (17a) que establece tope axialmente contra un extremo de dicho borde de garganta externa (23) , de manera que guía el saliente (11) y lo inmoviliza hacia el fondo (21a) de la garganta (21) .
6. Dispositivo de conexión (101) , según la reivindicación 3, caracterizado porque dicha, como mínimo, una parte axial de soldadura (117) comprende una cara radialmente externa de una primera valona radial (117) que está situada axialmente más allá del saliente (111) y que está soldada contra una zona (127) , preferentemente en forma de escalón (128) formada sobre la cara interna de dicho borde de garganta externa (123) .
7. Dispositivo de conexión (101) , según la reivindicación 6, caracterizado porque el conector macho (110) presenta, además, una segunda valona radial (118) y que está situada axialmente más allá de dicha primera valona (117) y que establece tope axialmente contra un extremo (128) de dicho borde de garganta externo (123) , de manera que inmoviliza el saliente (111) hacia el fondo (121a) de la garganta (121) .
8. Dispositivo de conexión (1, 101) , según una de las reivindicaciones anteriores, caracterizado porque dicho borde de garganta externo (23, 123) presenta una longitud axial superior a la de dicho borde de garganta interna (22, 122) .
9. Dispositivo de conexión (1, 101) , según una de las reivindicaciones anteriores, caracterizado porque dicha junta de estanqueidad (40) es de tipo tórico, y está acoplado libremente entre los conectores macho (10, 110) y hembra (20, 120) y estando fijada axialmente entre estos últimos, o bien es de tipo no tórico y está fijada a uno de dichos conectores, por ejemplo, por sobremoldeo sobre el conector hembra.
10. Procedimiento de conexión, en particular para un circuito de refrigeración de agua de un vehículo automóvil, de un conector tubular macho (10, 110) que presenta un saliente periférico axial (11, 111) y que está destinado a
quedar conectado a un tubo, a un conector tubular hembra (20, 120) que presenta una garganta periférica axial (21, 121) adoptada para recibir este saliente, y que está destinada a ser conectado de manera bloqueable a un cono tubular macho (30) , estando definida la garganta por un borde axial radialmente interno (22, 122) y un borde axial radialmente externo (23, 123) , como mínimo, una junta de estanqueidad anular (40) destinada a aplicarse radialmente contra el cono macho, estando interpuesta entre estos dos conectores, caracterizado por que comprende sucesivamente:
a) una guía del conector macho en la entrada de la garganta con intermedio de una parte periférica axial de guiado (13, 113) que define con el saliente una ranura axial anular (14, 114) de anchura radial inferior a la de dicho borde de garganta interna, estando guiada esta parte de guiado contra la cara externa de este borde de garganta interna hasta que un extremo radial del saliente llega a establecer contacto con un escalón interno de garganta (22a, 122a) formado en la entrada de la cara interna de dicho borde de garganta interna, y además b) cuando tiene lugar la inserción axial del saliente hacia el fondo de la garganta, una soldadura (P1, P1’) de una cara radialmente interna del saliente radialmente contra la cara interna de dicho borde de garganta interna y, simultáneamente, una soldadura (P2, P2’) contra la cara interna de dicho borde de garganta externa de, como mínimo, una parte axial de soldadura (16, 117) del conector macho situada axialmente más allá del saliente, estando realizadas estas dos soldaduras preferentemente por fricción.
11. Procedimiento de conexión, según la reivindicación 10, caracterizado porque dicha junta de estanqueidad (40) es de tipo tórico, y está dispuesta libremente entre los conectores macho (10, 110) y hembra (20, 120) estando fijada axialmente entre estos dos últimos, o bien es de tipo no tórico y está fijada a uno de estos conectores, por ejemplo, por sobremoldeo sobre el conector hembra.
Patentes similares o relacionadas:
Accesorios de tubería que permiten pruebas de presión no destructivas de la integridad de los sellos, del 18 de Marzo de 2020, de Proper Pipe Ehf: Un accesorio en la forma de accesorio tipo silla de montar, que comprende una sección principal en forma de media tubería, dimensionada […]
Sonotrodo, dispositivo de soldadura con sonotrodo y método de soldadura correspondiente, del 1 de Enero de 2020, de Branson Ultraschall Niederlassung der Emerson Technologies GmbH & Co. oHG: Un sonotrodo para soldadura por fricción de al menos dos piezas de unión que constan, al menos en parte, de plástico soldable, que comprende a) un eje longitudinal, […]
Dispositivo y procedimiento para insertar un elemento de inserción en un componente, del 18 de Diciembre de 2019, de Weber Schraubautomaten GmbH: Dispositivo para la inserción de un elemento de inserción que presenta un primer material de plástico en un componente que presenta […]
Sonotrodo, dispositivo de soldadura con sonotrodo y método de soldadura correspondiente, del 13 de Noviembre de 2019, de Branson Ultraschall Niederlassung der Emerson Technologies GmbH & Co. oHG: Sonotrodo para soldadura por fricción de al menos dos partes de unión, que al menos parcialmente consisten en un plástico soldable, que comprende: […]
Dispositivo de soldadura de plástico y método de soldadura de plástico correspondiente, del 6 de Noviembre de 2019, de Branson Ultraschall Niederlassung der Emerson Technologies GmbH & Co. oHG: Dispositivo de soldadura de plástico para la soldadura automática de al menos tres componentes, que comprende: a. al menos una primera herramienta , en […]
Procedimiento para la unión por adherencia de materiales de dos piezas de trabajo, del 24 de Julio de 2019, de HENKEL AG & CO. KGAA: Procedimiento para la unión por adherencia de materiales de dos piezas de trabajo de polímeros termoplásticos de distinto tipo con ayuda de una imprimación preferentemente […]
Procedimiento para soldar dos plásticos de poliamida por medio del uso de una imprimación, objeto producido según dicho procedimiento, del 1 de Mayo de 2019, de HENKEL AG & CO. KGAA: Procedimiento para soldar dos plásticos de poliamida con el uso de una imprimación, en el que la imprimación contiene al menos un polímero sintetizado […]
Dispositivo, configuración y procedimiento para la conexión de conductos, vehículo automóvil con dicho dispositivo o dicha configuración, del 20 de Marzo de 2019, de VERITAS AG: Dispositivo para conectar unos conductos con un empalme que está adaptado para la conexión con un extremo de conducto a través de soldadura […]