Método y aparato para la fabricación de un artículo.
Un método de fabricación de un producto, que comprende:
Extruir un parison (24);
Posicionar el parison (24) en un molde (26) que tiene mitades del molde (26a, 26b);
aplastar las zonas superior e inferior del parison (24) para definir un interior sellado del parison;
Cerrar parcialmente el molde (26) para dejar espacios entre las mitades del molde (26a, 26b);
Introducir gas presurizado en el interior sellado del parison (24) para hinchar el parison;
Conformar el parison hinchado (24) contra las mitades del molde (26a, 26b) en el molde (26) parcialmente cerrado para formar inicialmente el producto; y
Cortar el producto inicialmente formado en mitades a lo largo de los espacios entre las mitades del molde (26a, 26b);
en el que el parison (24) se forma contra las mitades del molde (26a, 26b) al introducir además gas presurizado a una presión mayor, y en el que el método comprende además extraer al menos una de las zonas superior o inferior del parison (24), caracterizado por el hecho de que la etapa de extracción se lleva a cabo durante la etapa de formación del parison (24) hinchado contra las mitades del molde (26a, 26b).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09164146.
Solicitante: TI Automotive Technology Center GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Lochfeldstrasse 31 76437 Rastatt ALEMANIA.
Inventor/es: GRAUER, PETER, BÖCKER,ALBERT J, DOBMAIER,ANDREAS W, EHLER,ALEX, GMÜND,PATRICK, HAOUALA,MOEZ, OLBRICH,MATTHIAS B, DELBARRE,PIERRE E.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › de objetos que tienen elementos insertos o refuerzos.
- B29C49/24 B29C 49/00 […] › Revestimiento o marcado.
- B29C49/50 B29C 49/00 […] › que tienen medios de corte o desbarbado.
PDF original: ES-2454290_T3.pdf
Fragmento de la descripción:
Método y aparato para la fabricación de un artículo
Campo técnico
La presente descripción se refiere en general a un método para la fabricación de un recipiente plástico y, más en particular, a un proceso de moldeado de un producto plástico.
Antecedentes El moldeo por soplado es un método bien conocido para la fabricación de una variedad de productos plásticos, particularmente recipientes o envases huecos que incluyen tanques de combustibles, contenedores y similares. En general, un proceso típico de moldeo por soplado de un tanque de combustible con múltiples capas implica extruir un parison tubular multicapa en un molde abierto y alrededor de pasadores de extensión y un pasador de soplado. Los pasadores de extensión se expanden para estirar el parison caliente en una dirección radial hacia las mitades del molde. Las mitades del molde se cierran de forma conjunta alrededor del parison estirado y el pasador de soplado inyecta gas presurizado hacia el interior del parison para desplazar el parison conforme las superficies interiores de las mitades del molde. También, un portador y varios componentes del sistema de combustible, tales como sensores de nivel de combustible, dispositivos de aireación, bombas de combustible, filtros de combustible y similares pueden ser llevados por el pasador de soplado y moldeados en su lugar.
Ejemplos de métodos y aparatos para el moldeado por soplado se encuentran en EP 1759827 y JP 2006103116.
Resumen Un método perfeccionado y un aparato perfeccionado se proporcionan en las reivindicaciones independientes.
Breve descripción de los dibujos La siguiente descripción detallada de realizaciones a modo de ejemplo y la mejor manera se expondrá con referencia a los dibujos que se acompañan, en los que:
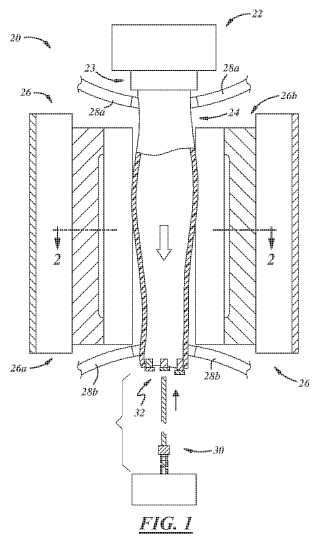
La figura 1 es una vista en sección longitudinal de una aplicación de ejemplo de un aparato para el moldeo por soplado;
La figura 2 es una vista en sección tomada a lo largo de la línea 2-2 de la figura 1 que ilustra en líneas ocultas un parison deshinchado y que ilustra en líneas continuas un parison parcialmente hinchado;
La figura 3 es una vista fragmentada aumentada de un tramo del aparato de moldeo por soplado de la figura 1, que ilustra los agarradores superior e inferior para el parison que sujetan los tramos superior e inferior cerrados del parison;
La figura 4 es una vista en sección del aparato de moldeo por soplado de la figura 1, que ilustra un parison completamente hinchado, una aguja de soplado y cortadores para el parison que cortan el parison en dos mitades;
La figura 4A es una vista fragmentada aumentada de un tramo del aparato ilustrado en la figura 4;
La figura 5 es una vista en sección del aparato de moldeo por soplado de la figura 1, que ilustra los componentes del sistema de combustible y el portador que está posicionado entre las mitades del molde abiertas;
La figura 6 es una vista en sección transversal del aparato de moldeo por soplado mostrado en la figura 5 que ilustra las mitades del molde cerradas conjuntamente alrededor de los componentes del sistema de combustible y el portador;
La figura 6A es una vista en sección longitudinal del aparato de la figura 1 que ilustra las mitades del molde que se separan para abrir un molde y eliminar las rebabas de un producto moldeado;
La figura 7 es una vista superior de otra aplicación de ejemplo de un aparato para el moldeo por soplado, que ilustra un parison extruido y agarradores que mantienen el parison;
La figura 8 es una vista aumentada de un tramo del aparato de la figura 7;
La figura 9 es una vista superior del aparato de la figura 7, que ilustra el parison dividido en mitades y arrastrado hacia las correspondientes mitades del molde por medio de los agarradores;
La figura 10 es una vista en sección del aparato mostrado en la figura 9, que ilustra el parison dividido formado en contacto con las mitades del molde;
La figura 11 es una vista en sección del aparato mostrado en la figura 10, que ilustra las mitades del molde conjuntamente cerradas para unir las mitades del parison entre sí;
La figura 12 es una vista superior de otra aplicación de ejemplo de un aparato para el moldeo por soplado, que ilustra mitades separadas de un parison extruido y juegos adicionales de agarradores que posicionan film entre las mitades del molde;
La figura 13 es una vista en sección del aparato mostrado en la figura 12, que ilustra las mitades del parison separadas y formadas en contacto con las mitades del molde y el correspondiente film formado en contacto con las mitades del parison en lados interiores de las mitades del parison; La figura 14 es una vista en sección del aparato mostrado en la figura 13, que ilustra las mitades del molde conjuntamente cerradas para unir el film entre sí; La figura 15 es una vista en sección de una configuración alternativa a la mostrada en la figura 13, que ilustra el film formado en contacto con las mitades del molde en lados del molde de las mitades del parison; La figura 16 es una vista en sección del aparato mostrado en la figura 15, que ilustra las mitades del molde conjuntamente cerradas para unir las mitades del parison entre sí; La figura 17 es una vista en sección de una configuración alternativa a la mostrada en la figura 13, que ilustra film exterior formado en contacto con las mitades del parison en lados interiores de las mitades del parison y film interior formado en contacto con las mitades del molde en lados del molde de las mitades del parison; y La figura 18 es una vista en sección del aparato mostrado en la figura 15, que ilustra las mitades del molde conjuntamente cerradas para unir el film interior entre sí.
Descripción detallada de realizaciones preferidas Haciendo referencia con mayor detalle a los dibujos, la figura 1 ilustra una aplicación de ejemplo de un aparato de moldeo 20 que puede utilizarse para aplicar un método actualmente descrito de fabricación de un producto plástico multicapa o monocapa, por ejemplo, un tanque de combustible plástico, en el que uno o más componentes pueden introducirse durante la fabricación del producto. La siguiente descripción del aparato proporciona simplemente una visión general de un aparato a modo de ejemplo, si bien otros aparatos no mostrados en esta memoria podrían realizar también el método actualmente descrito.
En general, el aparato 20 incluye un extrusor 22 que produce un parison 24, y un molde 26 para una máquina de extrusión y/o moldeo por soplado para conformar el parison 24 en un producto, por ejemplo, en un tanque de combustible (no mostrado) y que incluye mitades de molde generalmente opuestas 26a, 26b. Tal como se utiliza en esta memoria, el término mitad de molde puede incluir un componente unitario o un conjunto de múltiples componentes. En otras palabras, cada mitad 26a, 26b puede incluir múltiples componentes de molde que constituyan una superficie de conformación. El extrusor 22 puede estar situado directamente sobre el molde 26 o puede estar separado lateralmente del molde 26 si se desea. También, un robot (no mostrado de forma independiente) puede posicionarse cerca del extrusor 22 y el molde 26, y puede incluir agarradores superiores y/o inferiores 28a, 28b para agarrar y transportar el parison 24 desde el extrusor 22 al molde 26. Los agarradores 28a, 28b pueden ser agarradores de vacío. El aparato 20 además puede incluir un pasador de soplado 30 para introducir gas presurizado en el parison 24 y un extensor 32 para estirar el parison 24 radialmente hacia fuera. En general, extrusores, máquinas de conformado y de moldeo, agarradores, extensores y pasadores de soplado todos ellos son dispositivos cuya estructura y función son bien conocidas por aquellos expertos en la materia y, no se describirán con detalle en esta memoria para la exposición de la presente descripción. Una aplicación de ejemplo del método actualmente descrito puede llevarse a cabo utilizando cualquier aparato adecuado que incluya, por ejemplo, el aparato 20.
Un parison se produce de cualquier modo conocido por extrusión o co-extrusion y el parison puede transportarse a un molde mediante agarradores. Por ejemplo, el extrusor 22 puede extruir el parison 24 y los agarradores superiores y/o inferiores 28a, 28b pueden transportar el parison 24 hacia el molde 26. El parison 24 puede estar compuesto por un termoplástico, por ejemplo, polietileno de alta densidad (HDPE) , o poliéster, o puede estar compuesto de duroplast. El parison 24 puede construirse con o sin una o más capas de barrera, por ejemplo, copolímero de etileno-alcohol vinílico (EVOH) , o poliamida, contra la difusión de vapores de combustible a través del tanque de combustible que puede formarse. Tal como se utiliza en esta memoria, el término “parison”... [Seguir leyendo]
Reivindicaciones:
1. Un método de fabricación de un producto, que comprende:
Extruir un parison (24) ; Posicionar el parison (24) en un molde (26) que tiene mitades del molde (26a, 26b) ; aplastar las zonas superior e inferior del parison (24) para definir un interior sellado del parison; Cerrar parcialmente el molde (26) para dejar espacios entre las mitades del molde (26a, 26b) ; Introducir gas presurizado en el interior sellado del parison (24) para hinchar el parison; Conformar el parison hinchado (24) contra las mitades del molde (26a, 26b) en el molde (26) parcialmente cerrado para formar inicialmente el producto; y Cortar el producto inicialmente formado en mitades a lo largo de los espacios entre las mitades del molde (26a, 26b) ; en el que el parison (24) se forma contra las mitades del molde (26a, 26b) al introducir además gas presurizado a una presión mayor, y en el que el método comprende además extraer al menos una de las zonas superior o inferior del parison (24) , caracterizado por el hecho de que la etapa de extracción se lleva a cabo durante la etapa de formación del parison (24) hinchado contra las mitades del molde (26a, 26b) .
2. El método de la reivindicación 1, en el que la etapa de introducir gas presurizado incluye presión de gas hasta alrededor de tres bares, y la presión aumentada para conformar inicialmente el producto es de hasta alrededor de 6 bares.
3. Un aparato (20) para fabricar un producto, utilizando un método de acuerdo con la reivindicación 1, que comprende:
Un extrusor (22) para extruir un parison (24) ; Un molde (26) que tiene mitades del molde (26a, 26b) ; Pinzas para aplastar las zonas superior e inferior del parison (24) para definir un interior sellado del parison; Agarradores (28a, 28b) para posicionar el parison en el molde (26) , en el que se proporcionan medios para cerrar parcialmente el molde para dejar espacios entre las mitades del molde (26a, 26b) , y se proporcionan medios para introducir gas presurizado en el interior sellado del parison (24) para hinchar el parison; y Se proporcionan cortadores (36) para cortar el parison (24) hinchado en las mitades a lo largo de los espacios entre las mitades del molde (26a, 26b) ; y Se proporcionan medios (30) para introducir gas presurizado a una presión mayor para formar el parison (24) contra las mitades del molde (26a, 26b) , caracterizado por el hecho de que se proporcionan cortadores superior y/o inferior (29) para extraer zonas superiores e inferiores del parison (24) durante la etapa de formación del parison (24) hinchado contra las mitades del molde (26a, 26b) .
Patentes similares o relacionadas:
Decoración en molde de un artículo y retirada de la decoración, del 1 de Abril de 2020, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Un proceso de decoración en molde para la fabricación de un artículo decorado que comprende las etapas de: - introducir un soporte con una decoración (3, 4, […]
Recipiente, del 10 de Julio de 2019, de Plastic Keg Co. Limited: Un recipiente que comprende: un envase de plástico a presión que define un volumen interior hueco adecuado, en uso, para contener una cantidad de […]
Sistema de manipulación de etiquetas y máquina de etiquetado en el molde, del 26 de Febrero de 2019, de Rollquett Patent AB: Un dispositivo de transferencia con dispositivo de desenrollado destinado para proporcionar un sistema de manipulación de etiquetas IML, máquina de etiquetado […]
Recipiente formado de un substrato termoplástico impreso por distorsion de una pieza, del 7 de Septiembre de 2018, de SERAC GROUP: Recipiente comprendiendo: un extremo abierto ; un extremo cerrado opuesto a dicho extremo abierto ; una pared de recipiente […]
Método de fabricación de un artículo, del 4 de Octubre de 2017, de TI Automotive Technology Center GmbH: Un método de fabricación de un producto , que comprende: extruir un parisón ; posicionar el parisón en un molde que tiene mitades de […]
 Recipiente de plástico dotado de una superficie interna tratada con carbono, del 16 de Marzo de 2016, de PLASTIPAK PACKAGING, INC.: Recipiente de múltiples capas moldeado por soplado diseñado para contener bebidas carbonatadas, que incluye una porción de pared superior que presenta […]
Recipiente de plástico dotado de una superficie interna tratada con carbono, del 16 de Marzo de 2016, de PLASTIPAK PACKAGING, INC.: Recipiente de múltiples capas moldeado por soplado diseñado para contener bebidas carbonatadas, que incluye una porción de pared superior que presenta […]
 Método para fabricar un cuerpo hueco hecho de plástico que tiene una capa de barrera en su superficie interior, del 3 de Febrero de 2016, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Método para la producción de un cuerpo hueco hecho de plástico que tiene una superficie interior fluorada, que presenta un efecto barrera localmente selectivo, […]
Método para fabricar un cuerpo hueco hecho de plástico que tiene una capa de barrera en su superficie interior, del 3 de Febrero de 2016, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Método para la producción de un cuerpo hueco hecho de plástico que tiene una superficie interior fluorada, que presenta un efecto barrera localmente selectivo, […]
 Método de fabricación de un artículo, del 23 de Diciembre de 2015, de TI Automotive Technology Center GmbH: Un método de fabricación de un producto, que comprende:
Extruir un parison ;
Posicionar el parison en un molde que tiene mitades de molde ;
aplastar […]
Método de fabricación de un artículo, del 23 de Diciembre de 2015, de TI Automotive Technology Center GmbH: Un método de fabricación de un producto, que comprende:
Extruir un parison ;
Posicionar el parison en un molde que tiene mitades de molde ;
aplastar […]