Método y aparato para alimentar y compactar hormigón y un tornillo de alimentación.
Método para alimentar y compactar una masa de hormigón en una máquina de moldeo por extrusión,
en dicho método:
- se alimenta una masa de hormigón a por lo menos un tornillo de alimentación (5),
- la masa de hormigón se alimenta paralela al eje central del tornillo (5) al hacer rotar el tornillo (5) de tal manera que la hélice (15) empuje la masa paralela al eje central del tornillo, y
- la masa se comprime al mover el tornillo de alimentación (5) adelante y atrás dentro de la masa,
caracterizado por que la masa de hormigón se alimenta paralela al tornillo de alimentación (5) y la masa se compacta al ser presionada sobre la superficie del lado de salida de la hoja helicoidal (15) del tornillo de alimentación, que tiene una forma de tal manera que, por lo menos parte de la altura (h) de la superficie (16) del lado de la hoja helicoidal (15) del tornillo de alimentación (6), que está en el lado de salida de la hélice, se inclina hacia el lado de salida, de tal manera que una línea recta (19) dibujada desde la intersección de la hoja helicoidal (15) del lado de salida de la hoja helicoidal y la punta (18) de la hoja helicoidal, en el mismo sentido transversal, forma un ángulo agudo (α) en por lo menos parte de la longitud de la hélice con el eje central (K) en esta sección transversal.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FI2011/050323.
Solicitante: Ahonen, Jouni.
Nacionalidad solicitante: Finlandia.
Dirección: Metsolantie 8 37830 Viiala FINLANDIA.
Inventor/es: AHONEN,JOUNI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B3/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 3/00 Fabricación de objetos conformados mediante la utilización de prensas (conformación sobre transportadores móviles B28B 5/00 ); Prensas especialmente adaptadas a la realización de este trabajo (prensas en general B30B). › por tornillo.
PDF original: ES-2533752_T3.pdf
Fragmento de la descripción:
Método y aparato para alimentar y compactar hormigón y un tornillo de alimentación La presente invención está relacionada con un método y una disposición para alimentar y compactar hormigón en una extrusora de compactación por cizalla, así como un tornillo de alimentación.
En la industria de la construcción, se utiliza gran cantidad de diversos productos de hormigón, que se prefabrican en 5 fábricas. Unos ejemplos de tales productos son las losas, las columnas y las unidades prefabricadas. Los métodos conocidos para moldear productos alargados de hormigón son la técnica de extrusión y la técnica de encofradora. Estos métodos tienen un uso general desde aproximadamente el final de los años sesenta. Típicamente se utilizan para fabricar unidades de solado y perfiles simples de vigas.
En la técnica de extrusión, el hormigón se alimenta a una base con forma alargada con la ayuda de tornillos a través 10 de unas toberas y unos elementos formadores. Los ejes de los tornillos son paralelos a la base de moldeo y de este modo también al molde con los elementos formadores, con ayuda de los cuales pueden formarse cavidades, por ejemplo, en la unidad, que son unas extensiones de los tornillos. Más típicamente, los productos son losas de núcleo hueco, que en la práctica se han estandarizado como de 1200 mm de anchura y de 150 a 400 mm de grosor. La compactación del hormigón tiene lugar principalmente con ayuda de la presión de alimentación de los tornillos y con 15 vibración, o la presión de alimentación de los tornillos y movimientos mecánicos de compactación, es decir compactación de cizalla. En el método, típicamente es posible utilizar hormigón espeso y en él generalmente se logra una buena compactación y fortaleza de hormigón. Gracias a la masa espesa, el producto de moldeo se queda sumamente cohesivo inmediatamente después del moldeo, que es una condición previa para la fabricación de productos de núcleo hueco. Un problema con las máquinas de moldeo con extrusora es el alto grado de desgaste de 20 los tornillos y otros componentes, que se debe a la alta presión de alimentación y a la fuerza que surge de la alimentación de la masa espesa. El trabajo por lotes del hormigón y las otras propiedades del moldeo también se deben controlar con precisión.
A partir de los documentos GB 2184976 A, GB 472254 A y US4046848 A se conoce un aparato para alimentar y compactar hormigón o arcilla por medio de tornillos. 25
Las extrusoras se dividen, según la manera de compactación descrita arriba, en máquinas de vibrador y máquinas de viga-vibrador (compactación por cizalla) . En ambas, los tornillos de alimentación tienen el mismo principio. La diferencia esencial entre los métodos es que en el método de vibración las ondas de presión se mueven en todas las direcciones mientras en el método de compactación por cizalla los movimientos de trabajo son en una dirección apropiada. En el caso de una masa seca, de cero asentamiento, las ondas de presión son suprimidas rápidamente y 30 por lo tanto se necesita una mayor cantidad de potencia de vibración con el fin de crear el resultado deseado de compactación. La gran vibración y a menudo de alta frecuencia llevan al desgaste, ruido excesivo y otros perjuicios. Por esta razón, la mayoría de extrusoras sumamente desarrolladas se basan actualmente en el método de compactación por cizalla.
La función del tornillo en la extrusora es transportar la masa de hormigón al espacio delimitado por los elementos 35 formadores y al mismo tiempo crear una presión, que será un factor central para promover y controlar del gradiente de compactación. El tornillo también participa en la compactación con respecto a la compactación por cizalla. A medida que el tornillo se mueve típicamente atrás y adelante a lo largo de su núcleo, su forma crea una compactación orientada en el espacio entre dos tornillos y entre el tornillo y los otros componentes delimitadores de tobera. Por razones de equilibrio, los tornillos adyacentes se mueven en sentidos opuestos y se crea un reflote, en el 40 que la masa bajo la creciente presión reflota y se consolida debido al movimiento de compactación. Las unidades elementales de la masa buscan un espacio cada vez más compacto.
En el diseño de los tornillos, no se ha prestado atención al efecto de este movimiento orientado a la compactación; en cambio, esencialmente se aplican los mismos tornillos para máquinas de principio de cizalla y de vibración. La hoja del tornillo que forma la hélice del tornillo sobresale de la carcasa de la parte de cuerpo en el centro del tornillo 45 transversamente con unos ángulos rectos a la superficie de la carcasa, de modo que el lado de la hoja de ambas hélices forma una superficie plana con ángulos rectos con el movimiento longitudinal del tornillo. Esta superficie plana solo tiene un ángulo con la extensión de la elevación de la hélice con respecto al sentido de movimiento, de modo que cuando el tornillo alimenta hacia delante, empuja el hormigón hacia el componente de tobera que lo comprime, pero, en el sentido de retorno, tira de la masa de hormigón de la misma manera hacia atrás, cuando el 50 efecto de compactación creado por la hoja de tornillo se opone al movimiento del tornillo. Al mismo tiempo, delante del tornillo en el lado del sentido de alimentación surge una zona que está vacía de hormigón, o por lo menos tiene una presión baja, que debilita el efecto de compactación y puede dejar aire en la masa de hormigón, debilitando de este modo la fortaleza y la calidad del producto.
Los tornillos de alimentación existentes de las extrusoras tienen de este modo una deficiencia funcional, cuyo 55 problema procura resolver la presente invención.
La presente invención está pensada para crear un método, una disposición y un tornillo de alimentación, con cuya ayuda se pueda mejorar la alimentación y la compactación del hormigón en una máquina de moldeo con extrusora.
La invención está pensada además para crear un tornillo de alimentación, que sea más resistente al desgaste que anteriormente.
Una realización de la invención está pensada para crear una solución, con cuya ayuda se puede reducir la presión 5 en la zona de los componentes de tobera.
La invención se basa en el hecho de que la superficie del lado de la hoja de tornillo del tornillo de alimentación, que está en el lado de salida de la hélice, está, en por lo menos parte de la altura de la hélice, inclinada hacia el lado de salida, de tal manera que una línea recta dibujada, en la misma sección transversal que la punta de la hoja de tornillo, desde la intersección de la hoja de tornillo en el lado de salida de la hoja de tornillo y la carcasa de tornillo, 10 formará, en por lo menos parte de la longitud de la hélice, un ángulo agudo con el eje central del tornillo en esta sección transversal.
Según una realización de la invención, la superficie del lado de la hoja de tornillo del tornillo de alimentación, que está en el lado de salida de la hélice, se inclina, en por lo menos parte de la altura de la hélice, hacia el lado de salida, de tal manera que la superficie de la hoja de tornillo desde la intersección de la hoja de tornillo en el lado de 15 salida de la hoja de tornillo y la carcasa del tornillo es cóncava, en la misma sección transversal.
Según una realización de la invención, una línea recta dibujada, desde la intersección de la hoja de tornillo en el borde de ataque de la hoja de tornillo y la carcasa del tornillo a la punta de la hoja de tornillo, forma, en por lo menos parte de la longitud de la hélice, un ángulo agudo con el eje central del tornillo, en esta sección transversal.
Según una realización de la invención, la envolvente de la superficie de la hoja de tornillo en el lado de ataque de la 20 hoja de tornillo, desde la intersección de la hoja de tornillo y la carcasa del tornillo a la punta de la hoja de tornillo, en la misma sección transversal, no es recta en por lo menos parte de la longitud de la hélice.
Según una realización de la invención, la envolvente de la hoja de tornillo en el lado de ataque de la hoja de tornillo, desde la intersección de la hoja de tornillo y la carcasa del tornillo a la punta de la hoja de tornillo, en la misma sección transversal, es una curva sinusoidal en por lo menos parte de la longitud de la hélice. 25
Según una realización de la invención, la envolvente de la superficie de la hoja de tornillo en el lado de ataque de la hoja de tornillo, desde la intersección de la hoja de tornillo y la carcasa de la hoja de tornillo a la punta de la hoja de tornillo, en la misma sección transversal, es cóncava en por lo menos parte de la longitud... [Seguir leyendo]
Reivindicaciones:
1. Método para alimentar y compactar una masa de hormigón en una máquina de moldeo por extrusión, en dicho método:
- se alimenta una masa de hormigón a por lo menos un tornillo de alimentación (5) ,
- la masa de hormigón se alimenta paralela al eje central del tornillo (5) al hacer rotar el tornillo (5) de tal 5 manera que la hélice (15) empuje la masa paralela al eje central del tornillo, y
- la masa se comprime al mover el tornillo de alimentación (5) adelante y atrás dentro de la masa,
caracterizado por que la masa de hormigón se alimenta paralela al tornillo de alimentación (5) y la masa se compacta al ser presionada sobre la superficie del lado de salida de la hoja helicoidal (15) del tornillo de alimentación, que tiene una forma de tal manera que, por lo menos parte de la altura (h) de la superficie (16) del lado 10 de la hoja helicoidal (15) del tornillo de alimentación (6) , que está en el lado de salida de la hélice, se inclina hacia el lado de salida, de tal manera que una línea recta (19) dibujada desde la intersección de la hoja helicoidal (15) del lado de salida de la hoja helicoidal y la punta (18) de la hoja helicoidal, en el mismo sentido transversal, forma un ángulo agudo (α) en por lo menos parte de la longitud de la hélice con el eje central (K) en esta sección transversal.
2. Disposición para alimentar y compactar una masa de hormigón en una máquina de moldeo por extrusión, 15 dicha disposición comprende:
- por lo menos un tornillo de alimentación (5) para alimentar la masa de hormigón,
- unos elementos (8, 9) para hacer rotar el tornillo (5) de tal manera que su hélice (15) empuje la masa paralela al eje central del tornillo, y
- unos elementos (11, 12, 13) para mover el tornillo de alimentación (5) adelante y atrás dentro de la masa, 20
caracterizado por que el tornillo de alimentación (5) tiene una forma de tal manera que la superficie (16) de ese lado de la hoja helicoidal (15) del tornillo de alimentación (6) , que en el lado de salida de la hélice, se inclina, en por lo menos parte de la altura (h) de la hélice, hacia el lado de salida, de tal manera que una línea recta (19) dibujada desde la intersección (17) de la hoja helicoidal (15) del lado de salida de la hoja helicoidal y la carcasa (14) del tornillo a la punta (18) de la hoja helicoidal, en la misma sección transversal, forma un ángulo agudo (α) en por lo 25 menos parte de la longitud de la hoja con el eje central (K) del tornillo en esta sección transversal.
3. Disposición según la reivindicación 2, caracterizada por que la superficie del lado de la hoja helicoidal (15) de tornillo del tornillo de alimentación (5) , que está en el lado de salida de la hélice, puede, en por lo menos parte de la altura (h) de la hélice, inclinarse hacia el lado de salida, de tal manera que la superficie (16) de la hoja helicoidal desde la intersección de la hoja helicoidal en el lado de salida de la hoja helicoidal (15) y la carcasa (14) del tornillo a 30 la punta (18) de la hoja helicoidal es cóncava en la misma sección transversal.
4. Disposición según la reivindicación 2 o 3, caracterizada por que la línea recta (20) , dibujada, desde la intersección (21) de la hoja helicoidal (15) en el lado de ataque de la hoja helicoidal (15) y la carcasa (14) del tornillo, a la punta (18) de la hoja helicoidal, forma en la misma sección transversal, en por lo menos parte de la longitud de la hélice, un ángulo agudo (β) con el eje central (K) del tornillo en esta sección transversal. 35
5. Disposición según cualquiera de las reivindicaciones precedentes 2-4, caracterizada por que la envolvente de la superficie de la hoja helicoidal (15) en el lado de ataque de la hoja helicoidal (15) , desde la intersección (21) de la hoja helicoidal y la carcasa (14) del tornillo a la punta (18) de la hoja helicoidal, en la misma sección transversal, es curva en por lo menos parte de la longitud de la hélice.
6. Disposición según cualquiera de las reivindicaciones 2-5, caracterizada por que la envolvente de la superficie 40 de la hoja helicoidal en el lado de ataque de la hoja helicoidal (15) , desde la intersección (21) de la hoja helicoidal a la punta (18) de la hoja helicoidal, en la misma sección transversal, es una curva sinusoidal en por lo menos parte de la longitud de la hélice.
7. Disposición según cualquiera de las reivindicaciones 2-6, caracterizada por que la envolvente de la superficie de la hoja helicoidal en el lado de ataque de la hoja helicoidal (15) , desde la intersección (21) de la hoja helicoidal y 45 la carcasa del tornillo a la punta (18) de la hoja helicoidal, en la misma sección transversal, es convexa o cóncava en por lo menos parte de la longitud de la hélice.
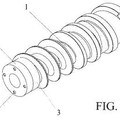
8. Tornillo de alimentación (5) , que comprende una carcasa (14) y un tornillo helicoidal (15) instalado en la superficie de la carcasa, para una máquina de moldeo por extrusión de hormigón, caracterizado por que el tornillo de alimentación (5) tiene una forma de tal manera que la superficie (16) de ese lado de la hoja helicoidal (15) del tornillo 50 de alimentación (6) , que en el lado de salida de la hélice, se inclina, en por lo menos parte de la altura (h) de la hélice, hacia el lado de salida, de tal manera que una línea recta (19) dibujada desde la intersección (17) de la hoja helicoidal (15) del lado de salida de la hoja helicoidal y la carcasa (14) del tornillo a la punta (18) de la hoja helicoidal,
en la misma sección transversal, forma un ángulo agudo (α) en por lo menos parte de la longitud de la hoja con el eje central (K) del tornillo en esta sección transversal.
9. Tornillo de alimentación (5) según la reivindicación 8, caracterizado por que la superficie del lado de la hoja helicoidal (15) de tornillo del tornillo de alimentación (5) , que está en el lado de salida de la hélice, puede, en por lo menos parte de la altura (h) de la hélice, inclinarse hacia el lado de salida, de tal manera que la superficie (16) de la 5 hoja helicoidal desde la intersección de la hoja helicoidal en el lado de salida de la hoja helicoidal (15) y la carcasa (14) del tornillo a la punta (18) de la hoja helicoidal es cóncava en la misma sección transversal.
10. Tornillo de alimentación (5) según la reivindicación 8 o 9, caracterizado por que la línea recta (20) , dibujada, desde la intersección (21) de la hoja helicoidal (15) en el lado de ataque de la hoja helicoidal (15) y la carcasa (14) del tornillo, a la punta (18) de la hoja helicoidal, forma en la misma sección transversal, en por lo menos parte de la 10 longitud de la hélice, un ángulo agudo (β) con el eje central (K) del tornillo en esta sección transversal.
11. Tornillo de alimentación (5) según cualquiera de las reivindicaciones precedente.
8. 10, caracterizado por que la envolvente de la superficie de la hoja helicoidal (15) en el lado de ataque de la hoja helicoidal (15) , desde la intersección (21) de la hoja helicoidal y la carcasa (14) del tornillo a la punta (18) de la hoja helicoidal, en la misma sección transversal, es curva en por lo menos parte de la longitud de la hélice. 15
12. Tornillo de alimentación (5) según cualquiera de las reivindicacione.
8. 11, caracterizado por que la envolvente de la superficie de la hoja helicoidal en el lado de ataque de la hoja helicoidal (15) , desde la intersección (21) de la hoja helicoidal a la punta (18) de la hoja helicoidal, en la misma sección transversal, es una curva sinusoidal en por lo menos parte de la longitud de la hélice.
13. Tornillo de alimentación (5) según cualquiera de las reivindicacione.
8. 12, caracterizado por que la 20 envolvente de la superficie de la hoja helicoidal en el lado de ataque de la hoja helicoidal (15) , desde la intersección (21) de la hoja helicoidal y la carcasa del tornillo a la punta (18) de la hoja helicoidal, en la misma sección transversal, es convexa o cóncava en por lo menos parte de la longitud de la hélice.
14. Tornillo de alimentación (5) según cualquiera de las reivindicaciones 8-13, caracterizado por que el lado de salida de la hoja helicoidal (5) se recubre con un revestimiento resistente al desgaste que soporta la presión de 25 compresión.
15. Tornillo de alimentación (5) según cualquiera de las reivindicacione.
8. 14, caracterizado por que el lado de ataque de la hoja helicoidal (15) se recubre o se fabrica de un material, cuyo coeficiente de rozamiento, con respecto al hormigón que se moldea, es bajo y cuya resistencia al desgaste es buena.
16. Tornillo de alimentación (5) según cualquiera de las reivindicaciones 8-15, caracterizado por que la forma del 30 lado de ataque de la hoja helicoidal (15) se fabrica de un material de relleno.
Patentes similares o relacionadas:
Método y aparato para fraguar productos de hormigón, del 28 de Febrero de 2018, de Elematic Oyj: Un método para el fraguado de productos de hormigón con un proceso de fraguado de encofrado deslizante sustancialmente horizontal, donde se […]
Método y aparato para moldear productos de hormigón mediante moldeo por encofrado deslizante, del 31 de Enero de 2018, de Elematic Oyj: Un método para moldeo de un producto de hormigón de núcleo hueco con un proceso de moldeo por encofrado deslizante sustancialmente horizontal, […]
Aparato y método para colar un producto de hormigón por colada de encofrado deslizante, del 5 de Noviembre de 2014, de ELEMATIC OY AB: Un aparato de colada de encofrado deslizante que comprende al menos dos tornillos de avance y al menos un elemento de guía para equilibrar […]
 Alimentador para masa de hormigón de tipo tornillo de Arquímedes y método de fabricación del alimentador de tipo tornillo de Arquímedes, del 31 de Octubre de 2013, de ELEMATIC OY AB: Un alimentador de tipo tornillo de Arquímedes para mezcla de hormigón, que comprende un segmento helicoidal , alimentador de tipo tornillo de Arquímedes […]
Alimentador para masa de hormigón de tipo tornillo de Arquímedes y método de fabricación del alimentador de tipo tornillo de Arquímedes, del 31 de Octubre de 2013, de ELEMATIC OY AB: Un alimentador de tipo tornillo de Arquímedes para mezcla de hormigón, que comprende un segmento helicoidal , alimentador de tipo tornillo de Arquímedes […]
 Método y aparato para el moldeo de elementos de hormigón, del 29 de Octubre de 2013, de ELEMATIC OY AB: Un método para el moldeo de vigas o losas de núcleo hueco con variación de longitud determinada, teniendodichas losas uno o más núcleos huecos […]
Método y aparato para el moldeo de elementos de hormigón, del 29 de Octubre de 2013, de ELEMATIC OY AB: Un método para el moldeo de vigas o losas de núcleo hueco con variación de longitud determinada, teniendodichas losas uno o más núcleos huecos […]
 Método y aparato para el encofrado de productos de hormigón, del 23 de Septiembre de 2013, de ELEMATIC OY AB: Un método para el encofrado de productos de hormigón sustancialmente con un proceso de encofrado deslizantehorizontal, siendo suministrada la masa de hormigón en dicho método […]
Método y aparato para el encofrado de productos de hormigón, del 23 de Septiembre de 2013, de ELEMATIC OY AB: Un método para el encofrado de productos de hormigón sustancialmente con un proceso de encofrado deslizantehorizontal, siendo suministrada la masa de hormigón en dicho método […]
 MÁQUINA PARA FABRICACIÓN DE ELEMENTOS PREFABRICADOS DE HORMIGÓN PRETENSADO POR EXTRUSIÓN Y MOLDEO, del 18 de Abril de 2013, de EXCLUSIVAS RESIMART IBERICA, S.L.: Una máquina para fabricación por extrusión y moldeo de elementos prefabricados de hormigón pretensado que, esencialmente, comprende una parte activa y una parte de moldeo, […]
MÁQUINA PARA FABRICACIÓN DE ELEMENTOS PREFABRICADOS DE HORMIGÓN PRETENSADO POR EXTRUSIÓN Y MOLDEO, del 18 de Abril de 2013, de EXCLUSIVAS RESIMART IBERICA, S.L.: Una máquina para fabricación por extrusión y moldeo de elementos prefabricados de hormigón pretensado que, esencialmente, comprende una parte activa y una parte de moldeo, […]
SISTEMA DE EXTRUSION DE MATERIAL CERAMICO, del 22 de Septiembre de 2011, de TALLERES MORTE E HIJOS, S.L.: El sistema de extrusión de material cerámico para obtener piezas cerámicas tales como ladrillos, comprende un cono de alimentación (1 - 1'') con uno o más separadores (2 - […]