Procedimiento para fabricar una suela, suela para plancha, y plancha.
Se divulga un procedimiento para fabricar una suela de plancha,
como una plancha de ropa o plancha para el pelo, cuya superficie de deslizamiento presenta marcaciones que están escalonadas óptica y/o geométricamente con respecto a las secciones superficiales sin marcación, y se divulga una suela para plancha de tal tipo para planchas de ropa, planchas para el pelo, y similares, y una plancha con una suelta de tal tipo.
La invención es especialmente apropiada para la puesta a disposición de una plancha, como una plancha de ropa, plancha para el pelo, y similares, cuya suela presente una superficie de deslizamiento provista de marcaciones, la cual esté protegida de manera segura frente a deterioros, presente un acabado superficial uniforme, posibilite una elevada calidad de planchado, y muestre diferente reflexiones ópticas.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201231994.
Solicitante: BSH ELECTRODOMESTICOS ESPAÑA S.A..
Nacionalidad solicitante: España.
Inventor/es: VILLATE ROBLES,Ander.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/352 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › para tratamiento superficialt.
- B44C1/00 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › Procesos no expresamente previstos en otro lugar para la producción de efectos decorativos sobre superficies (decoración de textiles D06Q).
- C25D11/02 QUIMICA; METALURGIA. › C25 PROCESOS ELECTROLITICOS O ELECTROFORETICOS; SUS APARATOS. › C25D PROCESOS PARA LA PRODUCCION ELECTROLITICA O ELECTROFORETICA DE REVESTIMIENTOS; GALVANOPLASTIA (fabricación de circuitos impresos por deposición metálica H05K 3/18 ); UNION DE PIEZAS POR ELECTROLISIS; SUS APARATOS (protección anódica o catódica C23F 13/00; crecimiento de monocristales C30B). › C25D 11/00 Revestimientos electrolíticos por reacción superficial, es decir, que forman capas de conversión. › Anodización.
- D06F75/38 TEXTILES; PAPEL. › D06 TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR. › D06F LAVANDERIA, SECADO, PLANCHADO, PRENSADO O PLEGADO DE ARTICULOS TEXTILES. › D06F 75/00 Planchas metálicas manuales. › Suelas (D06F 75/20 tiene prioridad).
Fragmento de la descripción:
La invención se refiere a un procedimiento para fabricar una suela que presente marcaciones por el lado de la superficie de deslizamiento, a una suela para plancha, y a una plancha.
Las planchas tienen habitualmente una suela de aluminio con una superficie de deslizamiento recubierta. El recubrimiento es, a modo de ejemplo, una capa de óxido generada mediante anodización, la cual protege la suela frente a deterioros. En la mayor parte de los casos, las suelas para plancha están además provistas de marcaciones en forma de, por ejemplo, franjas longitudinales, denominaciones del fabricante, y similares. Las marcaciones conocidas son realizadas tras aplicarse el recubrimiento. Para ello, un haz láser es conducido sobre el recubrimiento, mediante el cual el recubrimiento es modificado superficialmente por áreas. Puesto que las marcaciones únicamente son incorporadas en el recubrimiento, se pueden utilizar láseres de potencia relativamente débil, o bien, se pueden producir las marcaciones con rapidez. No obstante, las marcaciones constituyen un deterioro del recubrimiento, de modo que la superficie de deslizamiento está sin recubrimiento en las marcaciones y, por tanto, en las marcaciones no está protegida frente a daños. Además, la superficie de deslizamiento no tiene un acabado superficial uniforme por la retirada parcial del recubrimiento, lo cual repercute negativamente en la calidad del planchado. Es tarea de la invención crear un procedimiento para fabricar una suela para plancha, como plancha de ropa, plancha para el pelo, y similares, cuya superficie de deslizamiento provista de marcaciones esté protegida frente a deterioros, y la cual presente un acabado superficial uniforme que posibilite una elevada calidad del planchado. Además, es tarea de la invención crear una suela para plancha para planchas de ropa, planchas para el pelo, y similares, así como una plancha con una suela de tal tipo.
Esta tarea se resuelve mediante un procedimiento con las características de la reivindicación 1, mediante una suela para plancha con las características de la reivindicación 6 y mediante una plancha con las características de la reivindicación 10. Objeto de cada una de las reivindicaciones dependientes son configuraciones y perfeccionamientos ventajosos que se puedan utilizar por separado, o en combinación unos con otros.
Según la invención, por el lado de la superficie de deslizamiento se modifican propiedades materiales de la suela para plancha en áreas fijadas de las marcaciones. Entonces, la superficie de deslizamiento es anodizada, oxidándose superficialmente las áreas marcadas, esto es, las marcaciones, y las secciones superficiales sin marcación de distinto modo. Las "áreas fijadas de las marcaciones, ha de entenderse como la sección superficial marcada o área marcada, del mismo modo que "las secciones superficiales sin marcación son las áreas fijadas sin marcación o no marcadas.
Mediante la anodización, sobre la suela para plancha, que está compuesta, por ejemplo, de una aleación de metales ligeros o de un metal ligero como el aluminio, se origina una capa de óxido como recubrimiento anódico, que se extiende tanto encima de las marcaciones como encima de las secciones superficiales sin marcación. La superficie de deslizamiento con el recubrimiento continuo tiene un acabado superficial uniforme, lo cual repercute positivamente en la calidad del planchado. Las marcaciones no constituyen deterioros del recubrimiento. El recubrimiento está cerrado encima de la superficie de deslizamiento. Por consiguiente, la superficie de deslizamiento también está protegida de manera segura frente a los deterioros en la zona de las marcaciones. Al anodizar, la suela para plancha se introduce durante un tiempo determinado preferiblemente en un baño de ácido, en lo que, dependiendo entre otras cosas del tiempo de inmersión, varían el grosor de la capa de óxido y el color resultante de la suela. En función de su grosor de capa y dureza, sólo con ello se puede ajustar un efecto óptico individual a través del recubrimiento.
A través de que las marcaciones sean realizadas como áreas con propiedades materiales modificadas, la anodización actúa en estas áreas de distinta forma en relación a en las secciones superficiales sin marcación. Durante el paso de anodizado parte del material de la suela en el área de las marcaciones es retirado. Por lo tanto, se pueden realizar marcaciones que sobresalgan de la superficie de deslizamiento, que estén retraídas con respecto a la superficie de deslizamiento, o que estén enrasadas en la superficie de deslizamiento, esto es, que cierren a ras con ésta. De este modo, a través de la profundidad, o bien, altura, de las marcaciones, se pueden conseguir diferentes efectos de reflexión óptica, por ejemplo, diferentes colores.
De manera preferida, las propiedades materiales son ajustadas mediante radiación electromagnética. La radiación electromagnética es generada, a modo de ejemplo, mediante un láser, y permite un ajuste preciso, particularmente también en lo referente a la geometría. La radiación, o bien, el haz láser, puede ser conducida de manera flexible por encima de la superficie de deslizamiento, de modo que las marcaciones también puedan tener cursos de gran complejidad. Además, cada marcación puede
ser procesada mediante el haz láser respectivo de tal modo que contraste cromáticamente con las demás marcaciones y/o con áreas sin marcación de la superficie de deslizamiento. El área marcada de la suela está carbonizada (o quemada) parcialmente, o carbonizada y reblandecida (annealing). Al anodizar, se retira entones una parte del material carbonizado, ya que el material carbonizado de las marcaciones es más débil que el material no marcado con láser. Mediante una modificación de los parámetros del láser tales como tipo, potencia, avance, frecuencia, distancia entre líneas o desenfoque interno del láser, se pueden conseguir diferentes efectos de color.
A modo de ejemplo, el tratamiento por láser se lleva a cabo mediante un láser ultravioleta, un láser infrarrojo, o un láser de luz verde.
La capa anódica, o bien, recubrimiento, es una estructura porosa de óxido y puede ser sometida a un tratamiento de eliminación de su propiedad absorbente que garantice la estabilidad química y cromática frente a la luz solar, ya que si no lo hacemos, el coloreado se irá perdiendo con el paso del tiempo o se manchará con el contacto con otro agente líquido. Por lo tanto, la suela para plancha es sellada preferiblemente mediante un proceso de sellado. A modo de ejemplo, la suela puede ser sumergida en agua destilada hirviendo (100° C) durante entre 2 y 3 minutos. Lo que logramos con esto es cerrar los poros de la capa anódica mediante un proceso hidrotermal, de modo que se eviten ataques o modificaciones de aquélla por agentes externos.
Una suela para plancha según la invención para una plancha de ropa, plancha para el pelo, y similares, está fabricada de conformidad con el procedimiento según la invención, tiene una superficie de deslizamiento provista de un recubrimiento anódico, donde la suela para plancha tiene marcaciones, que están formadas por áreas de suela que presentan propiedades materiales distintas a las secciones superficiales sin marcación, y que están cubiertas por el recubrimiento, donde las marcaciones están escalonadas óptica o geométricamente con respecto a las secciones superficiales sin marcación. Una plancha de tal tipo se caracteriza por una superficie de deslizamiento provista de marcaciones, la cual está protegida de manera segura frente a deterioros, presenta un acabado superficial uniforme, posibilita una elevada calidad de planchado, y muestra diferentes reflexiones ópticas.
Dependiendo, por ejemplo, del material de la suela, los parámetros de irradiación, y los parámetros de anodización, las marcaciones pueden estar retraídas con respecto a las secciones superficiales sin marcación, sobresalir de éstas, o estar enrasadas en la superficie de deslizamiento, o sea, cerrar a ras con las secciones superficiales sin marcación. El retraimiento de las marcaciones o el enrasado de las mismas repercute positivamente, por ejemplo, en la calidad de planchado, ya que la superficie de
deslizamiento no presenta contorno de suela alguno que sobresalga. Sobresaliendo las marcaciones, se pueden conseguir, por ejemplo, efectos ópticos eficaces.
Una plancha preferida está provista de una suela para plancha según la invención, y se caracteriza por una elevada calidad del planchado, así como por efectos ópticos.
La invención es especialmente apropiada para la puesta a disposición de una plancha, como una plancha de ropa, plancha para el pelo, y similares, cuya suela presente...
Reivindicaciones:
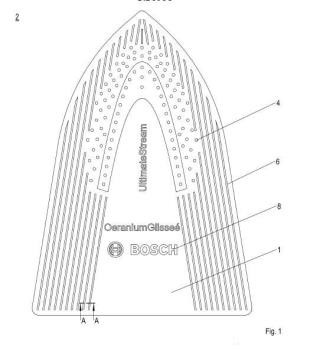
1. Procedimiento para fabricar una suela (2) de plancha que presenta marcaciones (6, 8) por el lado de la superficie de deslizamiento, con los pasos:
- aplicar radiación electromagnética de tipo láser sobre la suela (2) para modificar propiedades materiales de la suela (2) en áreas fijadas de las marcaciones (6, 8), y
- anodizar la superficie de deslizamiento (1) de la suela (2), donde las marcaciones (6, 8) y las secciones superficiales sin marcación (12) son oxidadas superficialmente de distinto modo.
2. Procedimiento según la reivindicación 1, caracterizado porque durante el paso de anodizado parte del material de la suela en el área de las marcaciones es retirado.
3. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque, como láser de tratamiento, se utiliza un láser ultravioleta.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque, tras la anodización, la superficie de deslizamiento (1) es sometida a un tratamiento de sellado.
5. Suela para plancha (2), con un recubrimiento (14) obtenido mediante un procedimiento de anodizado del lado de la superficie de deslizamiento, caracterizada porque la suela para plancha (2) presenta marcaciones (6, 8) que están formadas por áreas de suela que presentan propiedades materiales distintas a las secciones superficiales sin marcación (12), y que están cubiertas por el recubrimiento (14), donde las marcaciones (6, 8) están escalonadas visualmente o geométricamente con respecto a las secciones superficiales sin marcación (12).
6. Suela para plancha según la reivindicación 5, donde las marcaciones (6, 8) están retraídas con respecto a las secciones superficiales sin marcación (12).
7. Suela para plancha según la reivindicación 5, donde las marcaciones (6, 8) sobresalen de las secciones superficiales sin marcación (12).
8. Suela para plancha según la reivindicación 5, donde las marcaciones (6, 8) están enrasadas.
9. Plancha con una suela para plancha (2) con las características de la
reivindicación 6.
10. Plancha según la reivindicación 9 caracterizada porque es una plancha de ropa.
11. Plancha según la reivindicación 9 caracterizada porque es una plancha de
pelo.
Patentes similares o relacionadas:
Método para producir un recubrimiento decorativo impreso digitalmente sobre una superficie sólida, del 15 de Julio de 2020, de Jetronica Limited: Método para producir un revestimiento decorativo impreso digitalmente sobre una superficie sólida, que comprende las etapas de aplicar partículas […]
MÉTODO PARA CONSTRUIR ESTRUCTURAS VOLUMÉTRICAS COMPUESTAS POR TAPAS DE ENVASES ACOPLADAS SOBRE SUPERFICIES PLANAS, del 7 de Mayo de 2020, de CADAVID MARÍN, Jonathan: La presente invención corresponde a un método para construir estructuras volumétricas que representen figuras artísticas y geométricas, disponiendo […]
Impresión digital con aglutinante, del 19 de Febrero de 2020, de Ceraloc Innovation AB: Método de formación de una imagen (P) impresa digitalmente con pigmentos de color sobre una superficie de un panel de construcción, que comprende las etapas […]
MOSAICOS CUYOS VALORES VISUALES SON IDENTIFICABLES AL TACTO, PROCESO DE FABRICACIO¿N Y ME¿TODO PARA SU APLICACIO¿N EN OBRAS DE ARTE VISUALES PRODUCIDAS POR INVIDENTES, del 10 de Enero de 2019, de GARRIDO SOTO, Víctor Hugo: Técnica y componentes, para que personas invidentes realicen artes visuales, de las que se realizan con mosaicos fabricados de materiales varios. Conjunto de componentes […]
Dispositivo de impresión textil con alimentación continua, del 26 de Abril de 2018, de GARCELAN RODRIGUEZ, Ernesto: 1. Dispositivo de impresión textil con alimentación continua destinado a la impresión de logos sobre base textil con preimpresión de dichos logos por impregnación de tinta sobre […]
Plantilla para estructuraciones de superficies mediante grabado al ácido, del 28 de Marzo de 2018, de AKK GmbH: Plantilla para estructuraciones de superficies mediante grabado al ácido, con una capa de plantilla resistente al mordiente, pudiendo transferirse […]
Método y aparato para aumentar el espesor de las decoraciones en relieve, proceso y planta para decoración en relieve de superficies, del 6 de Diciembre de 2017, de MENPHIS S.P.A.: Un método para aumentar el espesor de las decoraciones en relieve, que comprende: i) proporcionar un objeto decorado que tiene al menos una porción en […]
Frasco de perfume, del 7 de Junio de 2017, de SHISEIDO INTERNATIONAL FRANCE: Un frasco de perfume que comprende un cuerpo y un cuello , el cuerpo que define un depósito de perfume delimitado por una superficie […]