Procedimiento y aparato para fabricar losas con efecto veteado.
Procedimiento para fabricar losas, en el que:
- por lo menos una mezcla inicial que comprende por lo menos un producto granular que 5 comprende piedra o un material similar a la piedra o cerámico con una distribución de tamaño de partícula específica y un agente aglutinante de endurecimiento es preparada;
- dicha por lo menos una mezcla es cargada en una unidad (20) dosificadora/distribuidora, que comprende:
• una tolva (22) con una boca (24) superior para cargar la mezcla y una abertura (28) inferior para descargar dicha mezcla;
• una cinta (30) extractora que forma la pared inferior de dicha tolva (22),
- la mezcla descargada desde la abertura (28) inferior de dicha tolva (22) es transferida por medio de dicha cinta (30) extractora de manera que, mediante la caída libre de la misma desde la cinta (30), es distribuida en forma de una capa de grosor predeterminado sobre un soporte (14) de moldeo temporal situado en un nivel menor que dicha cinta (30) extractora,
- la capa de mezcla formada sobre dicho soporte (14) temporal es sometida a vibrocompresión para obtener una losa formada en bruto;
- tras una etapa de secado, cuando sea aplicable, dicha losa formada en bruto es transferida a una estación de endurecimiento,
estando el procedimiento caracterizado porque por lo menos un agente colorante o pigmentante que está en forma sólida o líquida es distribuido sobre la superficie de la mezcla con una distribución no uniforme mediante un dispositivo dispensador (40) situado en la zona de extremo aguas abajo de la cinta (30) extractora para dispensar dicho agente colorante sobre la superficie de la capa de mezcla transportada por dicha cinta (30) extractora hacia la posición para caer libremente sobre el soporte (14) de moldeo temporal.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/058682.
Solicitante: TONCELLI,LUCA.
Nacionalidad solicitante: Italia.
Dirección: VIALE ASIAGO 34 36061 BASSANO DEL GRAPPA (VICENZA) ITALIA.
Inventor/es: TONCELLI,LUCA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B1/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 1/00 Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00; modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00). › por vibraciones o sacudidas.
- B28B13/02 B28B […] › B28B 13/00 Suministro de material a los moldes o a los aparatos de producción de objetos; Extracción de estos objetos de los moldes o de los aparatos (dispositivos de alimentación o de eyección incorporados a un tipo particular de aparato de conformación, o asociados con éstos, o especialmente estudiados para el suministro de materiales de tipos particulares de aparatos de conformación, ver los grupos correspondientes a los aparatos). › Suministro de material no conformado a los moldes o a los aparatos destinados a la fabricación de objetos conformados.
- B29C67/24 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 67/00 Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00. › caracterizadas por la elección de material.
PDF original: ES-2464215_T3.pdf
Fragmento de la descripción:
Procedimiento y aparato para fabricar losas con efecto veteado.
La presente invención se refiere a la fabricación de losas de piedra conglomerada obtenidas a partir de mezclas que consisten en gránulos de piedra y/o un material similar a la piedra y un agente aglutinante, y más específicamente a la fabricación de losas de este tipo que presentan efectos de coloración particulares, tales como el denominado veteado, que se pretende que imiten lo más estrechamente posible los materiales de piedras naturales.
Más específicamente, la invención se refiere a un procedimiento y un aparato para producir las losas en cuestión. En la siguiente descripción se hará referencia a la producción de losas con un efecto veteado, entendiéndose que la referencia a la misma se hace solamente a modo de ejemplo no limitativo.
Desde hace muchos años se han conocido las denominadas losas Bretonstone, haciendo referencia este nombre a una tecnología de fabricación particular que concibe esencialmente la preparación de una o más mezclas iniciales que comprenden gránulos de piedra y/o un material similar a la piedra con una distribución de tamaño de partícula específica y un agente aglutinante que puede ser de naturaleza inorgánica (tal como cemento) o una resina sintética que se puede endurecer (por la acción de calor y/o un catalizador) .
La mezcla inicial se distribuye en forma de una capa de grosor predeterminado sobre un soporte de moldeo temporal (tal como una cinta transportadora o un molde de bandeja) y a continuación se somete, durante un período de tiempo predefinido y a un vacío de intensidad dada, a la acción de una prensa mientras se aplica un movimiento vibratorio de frecuencia seleccionada previamente al pistón de prensado.
A continuación, se transfiere la losa formada en bruto resultante a la fase de endurecimiento que utiliza procedimientos que dependen de la naturaleza del agente aglutinante.
A continuación en la presente descripción se entiende que la referencia a las losas Bretonstone y/o al procedimiento Bretonstone significan losas obtenidas con el procedimiento descrito anteriormente.
Según un procedimiento ya conocido para fabricar losas Bretonstone con un efecto veteado, tras la etapa que implica la deposición de la mezcla inicial sobre el soporte temporal, se distribuye agente colorante de una manera irregular sobre la superficie de la capa de mezcla y a continuación se mezcla el agente colorante con la mezcla utilizando una herramienta con puntas de manera que el agente colorante penetra en el grosor de la mezcla a una profundidad de modo que la losa terminada, tras las operaciones habituales de dimensionamiento y pulido, presenta un veteado similar al de la piedra natural de la que se obtienen los gránulos utilizados en la mezcla.
Para más detalles con respecto a este procedimiento y al aparato asociado, se debe hacer referencia a la patente IT-A-1 328 246 (correspondiente al documento WO-A-03/027042) a nombre del mismo solicitante.
Este procedimiento es útil solamente en el caso en que la losa terminada no se deba utilizar de modo que sus bordes laterales sean visibles.
De hecho, se ha encontrado que, independientemente de la eficacia con la que se pueda realizar el mezclado del
agente colorante por medio de la herramienta con puntas, el agente colorante únicamente penetra en el grosor de la mezcla (y, por tanto, se puede ver en la losa terminada) a lo largo de una sección de unos pocos milímetros, correspondiente a no más de la mitad del grosor de la losa terminada.
Sin embargo, existen algunas utilizaciones de las losas terminadas en las que el borde o lado de la losa también 50 queda visible (como, por ejemplo, en el caso de las denominadas encimeras de cocina o baño) y, tras pulir, sólo se puede observar el veteado en un grosor de unos pocos milímetros desde la superficie superior, mientras que está ausente en el resto del borde o lado perjudicando las características estéticas de dicha losa.
Según una solución alternativa, también conocida, para obtener losas Bretonstone con un efecto veteado, la mezcla 55 se distribuye sobre el soporte de moldeo por medio de una unidad distribuidora de tipo de pesado con los rasgos característicos descritos en la patente IT-A-1 335 533 (correspondiente al documento WO-A-2004/039547) .
En este caso, la mezcla inicial, antes de cargarse en la unidad dosificadora, se hace pasar por debajo de dispositivos que aplican agentes colorantes o pigmentantes líquidos o en polvo sobre su superficie.
Puesto que la mezcla se carga en la unidad dosificadora, cayendo libremente, y a continuación se transporta a la salida para su descarga sobre el soporte de moldeo, ésta experimenta un cierto grado de nuevo mezclado que a su vez da como resultado, por un lado, un acortamiento sustancial del veteado y, por otro lado, una difusión no insignificante del pigmento en la masa de la mezcla que, por tanto, se colorea por lo menos parcialmente a través de 65 toda la masa.
Otra tecnología conocida desde hace muchos años y prevista para la fabricación de losas diseñadas para el recubrimiento interno y externo de edificios al igual que para la fabricación de artículos similares a artículos de cerámica es una en la que se mezclan gránulos de material de piedra, similar a la piedra o cerámico, preferentemente en forma de arena, con una distribución de tamaño de partícula adecuada, con los componentes utilizados normalmente para la fabricación de materiales cerámicos, habitualmente en forma de polvo, y que consisten principalmente en arcilla o caolín.
La mezcla resultante se humedece con un agente aglutinante, que puede ser silicato de sodio en forma acuosa o una mezcla de silicasol y poli (alcohol vinílico) .
Con esta mezcla inicial se forma una capa de grosor predeterminado sobre un soporte temporal que a continuación se somete a una etapa de vibrocompresión, dando como resultado una losa formada en bruto.
La losa, tras una etapa de secado, para eliminar el agua presente en la mezcla, se somete a una etapa de cocción a una temperatura elevada (en la región de 1200ºC) .
A continuación se hará referencia a esta tecnología, al procedimiento asociado y a las losas resultantes mediante el nombre genérico de “Lapitech”.
Este tipo de losa y tecnología también se ve afectado por el mismo problema ya mencionado con respecto a las losas Bretonstone.
Por tanto es deseable proporcionar un procedimiento y un aparato correspondiente para fabricar losas del tipo Bretonstone o Lapitech en el que las losas presenten un veteado coloreado con una longitud comparable a la de la piedra natural convencional y que este veteado sea visible a través de todo el grosor y, por tanto, a lo largo de todo el borde de las losas terminadas.
Este objetivo se logra con un procedimiento para fabricar losas según la reivindicación 1.
Ventajosamente, la unidad dosificadora/distribuidora utilizada en dicho procedimiento es la descrita e ilustrada en la solicitud de patente italiana nº TV 2004A000118 (correspondiente al documento WO-A-2006/045728) que también da a conocer un procedimiento para fabricar losas según el preámbulo de la reivindicación 1.
En el caso en que se fabrican losas Bretonstone, el procedimiento según la presente invención concibe que: el agente aglutinante contenido en dicha por lo menos una mezcla inicial puede ser de naturaleza inorgánica (tal como cemento) o una resina sintética que se puede endurecer (por la acción de calor y/o un catalizador) ; la capa formada sobre dicho soporte de moldeo temporal se somete, durante un período de tiempo predefinido y a un vacío de intensidad dada, a la acción de una prensa, mientras se aplica un movimiento vibratorio de frecuencia seleccionada previamente al pistón de prensado; la losa formada en bruto resultante se somete a la etapa de endurecimiento utilizando procedimientos que dependen de la naturaleza del agente aglutinante.
En el caso en que se fabrican losas Lapitech, en el que dicha mezcla inicial (tal como ya se mencionó) también comprende, además de los gránulos de material de piedra, similar a la piedra o cerámico con un tamaño de partícula seleccionado previamente, en particular en forma de arena, materiales conocidos en sí mismos para la fabricación de materiales cerámicos, tales como arcilla y caolín en forma de polvo y un agente seleccionado de entre silicato de sodio y silicasol junto con poli (alcohol vinílico) , la losa formada en bruto resultante de la etapa vibrocompresión se somete a una etapa de secado y a continuación a una etapa de cocción a alta temperatura de modo que la arcilla o el caolín forma una... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar losas, en el que:
- por lo menos una mezcla inicial que comprende por lo menos un producto granular que comprende piedra o un material similar a la piedra o cerámico con una distribución de tamaño de partícula específica y un agente aglutinante de endurecimiento es preparada;
- dicha por lo menos una mezcla es cargada en una unidad (20) dosificadora/distribuidora, que comprende:
• una tolva (22) con una boca (24) superior para cargar la mezcla y una abertura (28) inferior para descargar dicha mezcla;
• una cinta (30) extractora que forma la pared inferior de dicha tolva (22) , 15
- la mezcla descargada desde la abertura (28) inferior de dicha tolva (22) es transferida por medio de dicha cinta (30) extractora de manera que, mediante la caída libre de la misma desde la cinta (30) , es distribuida en forma de una capa de grosor predeterminado sobre un soporte (14) de moldeo temporal situado en un nivel menor que dicha cinta (30) extractora,
- la capa de mezcla formada sobre dicho soporte (14) temporal es sometida a vibrocompresión para obtener una losa formada en bruto;
-tras una etapa de secado, cuando sea aplicable, dicha losa formada en bruto es transferida a una estación de 25 endurecimiento,
estando el procedimiento caracterizado porque por lo menos un agente colorante o pigmentante que está en forma sólida o líquida es distribuido sobre la superficie de la mezcla con una distribución no uniforme mediante un dispositivo dispensador (40) situado en la zona de extremo aguas abajo de la cinta (30) extractora para dispensar dicho agente colorante sobre la superficie de la capa de mezcla transportada por dicha cinta (30) extractora hacia la posición para caer libremente sobre el soporte (14) de moldeo temporal.
2. Procedimiento según la reivindicación 1, en el que dicho agente aglutinante de la mezcla inicial es, preferentemente, de naturaleza inorgánica, por ejemplo cemento, o una resina sintética que puede endurecerse por
la acción del calor y/o de un catalizador; la capa formada sobre dicho soporte de moldeo temporal es sometida, durante un período de tiempo predeterminado y a un vacío de intensidad dada, a la acción de una prensa, mientras se aplica un movimiento vibratorio de frecuencia seleccionada previamente al pistón de prensado y la losa formada en bruto resultante es sometida a la etapa de endurecimiento con procedimientos que dependen de la naturaleza del agente aglutinante.
3. Procedimiento según la reivindicación 1, en el que:
- dicha mezcla inicial comprende, además de la piedra, un material similar a la piedra o cerámico de tamaño de partícula seleccionado previamente, en particular en forma de arena, una fase que consiste en materiales que
son conocidos por sí mismos para la fabricación de artículos cerámicos, tales como arcilla y caolín, en forma de polvo, y un agente seleccionado de entre silicato de sodio y silicasol en combinación con poli (alcohol vinílico) ;
- la etapa de vibrocompresión va seguida de una etapa que implica el secado de la losa formada en bruto resultante, y
- a continuación, una cocción a alta temperatura es llevada a cabo.
4. Procedimiento según la reivindicación 1, caracterizado porque dicho por lo menos un agente colorante o 55 pigmentante es distribuido sobre la superficie de dicha mezcla en una pluralidad de posiciones alineadas transversalmente con respecto a la dirección longitudinal de dicho soporte de moldeo temporal.
5. Procedimiento según la reivindicación 1, caracterizado porque el agente colorante o pigmentante es por lo menos parcialmente reemplazado por gránulos coloreados o reflectantes.
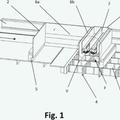
6. Aparato para producir losas según el procedimiento descrito en las reivindicaciones anteriores, del tipo con una unidad (20) dosificadora/distribuidora de mezcla que comprende, a su vez, una tolva (22) que presenta una boca
(24) superior para cargar una mezcla fresca, una pared (26) conformada y, en el extremo de dicha pared conformada, una abertura (28) para descargar la mezcla sobre el soporte (14) de moldeo temporal y con una cinta 65 (30) extractora situada debajo de dicha tolva (22) del distribuidor para formar con su superficie superior (32) el fondo de dicha tolva,
por lo menos un dispositivo dispensador de agente colorante (40) situado entre la abertura (28) de descarga de dicha tolva (22) y la zona de extremo aguas abajo de la cinta (30) extractora para dispensar dicho agente colorante sobre la superficie de la capa de mezcla transportada por dicha cinta extractora hacia la posición para caer libremente sobre un soporte (14) de moldeo temporal, estando el aparato caracterizado porque dicha unidad (20) dosificadora/distribuidora de mezcla está montada en un carro (34) que se puede mover con respecto a dicho soporte (14) temporal,
y porque en la zona de extremo aguas abajo de la cinta (30) extractora, el carro (34) presenta, montada en el mismo, una estructura de soporte que comprende un elemento (36) transversal al que están fijados una pluralidad de dispositivos dispensadores de agente colorante (40 a-n) , presentando cada uno de dichos dispositivos dispensadores una boquilla diseñada para emitir un chorro de agente colorante que golpea una banda de la capa de mezcla depositada sobre dicho soporte (14) temporal, para cubrir toda la anchura de la mezcla.
7. Aparato para producir losas según el procedimiento descrito en las reivindicaciones anteriores, del tipo con una unidad (20) dosificadora/distribuidora de mezcla que comprende, a su vez, una tolva (22) que presenta una boca
(24) superior para cargar una mezcla fresca, una pared (26) conformada y, en el extremo de dicha pared conformada, una abertura (28) para descargar la mezcla sobre el soporte (14) de moldeo temporal y con una cinta
(30) extractora situada debajo de dicha tolva (22) del distribuidor para formar con su superficie superior (32) el fondo de dicha tolva,
por lo menos un dispositivo dispensador de agente colorante (40) situado entre la abertura (28) de descarga de dicha tolva (22) y la zona de extremo aguas abajo de la cinta (30) extractora para dispensar dicho agente colorante sobre la superficie de la capa de mezcla transportada por dicha cinta extractora hacia la posición para caer libremente sobre un soporte (14) de moldeo temporal, estando el aparato caracterizado porque dicha unidad (20) dosificadora/distribuidora de mezcla está montada en un carro (34) que se puede mover con respecto a dicho soporte (14) de moldeo temporal y porque, en la zona de extremo aguas abajo de la cinta (30) extractora, dicho carro (34) presenta, montado en el mismo, un elemento (36) transversal,
y porque comprende un número menor de dispositivos (40) para dispensar agentes colorantes o pigmentantes, montados en el elemento (36) transversal, pudiendo moverse cada dispositivo dispensador a lo largo del elemento transversal en una distancia limitada de una manera controlada y ajustable, para garantizar una distribución más correcta de agente colorante sobre la superficie de la mezcla transportada por la superficie superior (31) de la cinta (30) extractora hacia dicho soporte (14) de moldeo temporal.
8. Aparato según cualquiera de las reivindicaciones 6 o 7, caracterizado porque dicha tolva comprende una pared
(26) conformada o de transporte con un perfil curvado hacia el interior de la tolva (22) .
9. Aparato según cualquiera de las reivindicaciones 6 a 8, caracterizado porque comprende una pluralidad de dispositivos dispensadores (40) , concretamente uno por cada agente colorante que se va a dispensar, estando controlado independientemente cada dispositivo dispensador de esa pluralidad de dispositivos dispensadores (40) con respecto al inicio y al final de la operación de dispensación, que tiene lugar de manera continua o intermitente.
Patentes similares o relacionadas:
Método y planta para fabricar productos cerámicos, del 13 de Mayo de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para fabricar productos cerámicos (C) que comprende: un paso de alimentación para alimentar una mezcla de al menos dos polvos cerámicos […]
Un procedimiento y un sistema para reducir el residuo de polvo lateral de una capa de polvo que avanza sobre una superficie de una cinta transportadora móvil, del 2 de Octubre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un procedimiento para reducir el residuo de polvo lateral de una capa (M) de material en polvo que avanza sobre la superficie de una cinta transportadora móvil; […]
DISPOSITIVO DE SUMINISTRO DE AL MENOS UNA SUSTANCIA PULVERULENTA, PARTICULARMENTE PARA PRENSAS DE CONFORMACIÓN DE PIEZAS CERÁMICAS, del 4 de Julio de 2019, de MACER, S.L.: Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, con medios […]
Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, del 28 de Junio de 2019, de MACER, S.L.: Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, con medios de descarga […]
ENSAMBLE ENTRE PASTA ROJA CON POLVOS SECOS GRANULADOS A TRAVÉS DEL PROCESO DE PRENSADO, PARA ELABORAR PRODUCTOS CERÁMICOS PARA EL SECTOR DE LA CONSTRUCCIÓN, del 20 de Junio de 2019, de CERAMICA ITALIA S.A: La invención pertenece al sector cerámico, específicamente en la fabricación de baldosas para recubrimientos de superficies variadas las cuales son aplicables en la industria […]
 Aparato y método para producir losas que tienen una superficie de rodadura veteada, del 31 de Mayo de 2019, de Barabas, Arpad: Aparato para producir adoquines (K) que tienen una superficie ornamental, que comprende una mesa de partida y un carro de llenado que se mueve a lo largo […]
Aparato y método para producir losas que tienen una superficie de rodadura veteada, del 31 de Mayo de 2019, de Barabas, Arpad: Aparato para producir adoquines (K) que tienen una superficie ornamental, que comprende una mesa de partida y un carro de llenado que se mueve a lo largo […]
Molde para paneles de mortero de cemento e instalación correspondiente, del 1 de Octubre de 2018, de CORPORACION OMEGAZETA S.L: Molde para paneles de mortero de cemento e instalación correspondiente. La invención se refiere a un molde para paneles de mortero de cemento, que […]
Método y aparato para colar productos de hormigón, del 18 de Septiembre de 2018, de Elematic Oyj: Un método para colar productos de hormigón por colada en molde, donde la mezcla de hormigón se suministra en un molde de colada desde un aparato de colada (1, 1', 1", […]