Procedimiento y dispositivo para cerrar un saco.
Procedimiento para cerrar un lado de un material de partida en forma de tubo flexible a fin de producir un saco abierto (4) o para cerrar un saco abierto lleno (4),
cerrado en un lado, con un cuerpo de base (23) en forma de tubo flexible a fin de producir un saco (25) cerrado en dos lados, plegándose una cinta de material (14) en forma de tira, revestida o no revestida, en forma de V o U en la sección transversal y extendiéndose sobre un primer extremo abierto (24, 38) del material de partida o del cuerpo de base (23) en forma de tubo flexible, pudiendo estar provisto de un revestimiento (29) en particular el lado de la cinta de material (14) que está dirigido hacia el material de partida o el cuerpo de base (23) y creándose mediante la extensión una zona de solapamiento (30), en la que la cinta de material (14) en forma de V o U aloja entre sí el primer extremo (24, 38) del material de partida o del cuerpo de base (23) en forma de tubo flexible, caracterizado porque el material de partida o el cuerpo de base (23) en forma de tubo flexible está fabricado de un tejido de poliolefina revestido o no revestido, en particular un tejido de polipropileno o de HDPE, y porque la energía térmica preferentemente en forma de un gas caliente, en particular preferentemente en forma de aire caliente, se aplica, preferentemente se insufla de manera directa, en el interior de la zona de solapamiento (30) en el lado de la cinta de material (14) dirigido hacia el material de partida o el cuerpo de base (23) y/o en la superficie del material de partida o del cuerpo de base (23) dirigida hacia este lado de la cinta de material (14) y, a continuación, la cinta de material (14), así como el material de partida o el cuerpo de base (23), se comprimen en la zona de solapamiento (30), aplicándose la energía térmica al mismo tiempo que la cinta de material (14) se extiende sobre el primer extremo abierto (24, 38) del material de partida o del cuerpo de base (23) en forma de tubo flexible.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/065045.
Solicitante: Statec Binder GmbH.
Nacionalidad solicitante: Austria.
Dirección: Mühlwaldstrasse 21 8200 Gleisdorf AUSTRIA.
Inventor/es: LORGER,JOSEF, REPNEGG,GEROLD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31B19/60
- B31B19/90
- B65B1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 1/00 Embalaje de materiales sólidos fluyentes, p. ej. polvos, materiales fibrosos granulares o a granel, masas a granel de pequeños objetos, en receptáculos o recipientes individuales, p. ej. sacos, bolsas, cajas, cartones, latas o tarros. › Máquinas caracterizadas para la incorporación de medios para fabricar los receptáculos o recipientes (empaquetado bajo bandas planas, plegadas o tubulares, hechas de hojas de materia flexible B65B 9/00; fabricación de receptáculos o recipientes con un fin que no es el de la presente aplicación, ver las subclases apropiadas).
- B65B51/06 B65B […] › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Aplicación de cinta adhesiva.
- B65B51/20 B65B 51/00 […] › por presión de fluido aplicada directamente sobre los doblados o sobre los lados opuestos, p. ej. usando chorros de aire caliente (contrayendo las envolturas por calentamiento B65B 53/02).
- B65B7/16 B65B […] › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › Cierre de receptáculos o recipientes semirrígidos o rígidos, no deformados por el contenido o que no toman su forma, p. ej. cajas o cartones.
- B65D33/16 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 33/00 Partes constitutivas, detalles o accesorios para sacos o bolsas. › Dispositivos de cierre de la extremidad o de la abertura (válvulas de sacos con válvula B65D 30/24; tapones o capuchones desmontables B65D 39/00, B65D 41/00; medios de cierre de sacos llenos B65D 77/10; operación de cierre de sacos llenos en unión con el embalaje B65B 7/00, B65B 51/00).
PDF original: ES-2525836_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para cerrar un saco
Campo de la invención
La presente invención se refiere a un procedimiento para cerrar un lado de un material de partida en forma de tubo flexible que está fabricado de un tejido de poliolefina revestido o no revestido, en particular un tejido de polipropileno o de HDPE, a fin de producir un saco abierto.
La invención se refiere además a un procedimiento para cerrar un saco abierto lleno, cerrado en un lado, que está fabricado de un tejido de poliolefina revestido o no revestido, en particular un tejido de polipropileno o de HDPE, con un cuerpo de base esencialmente en forma de tubo flexible a fin de producir un saco cerrado en dos lados.
La presente invención se refiere además a un dispositivo para cerrar un lado de un material de partida en forma de tubo flexible que está fabricado de un tejido de poliolefina revestido o no revestido, en particular de un tejido de polipropileno o de HDPE, a fin de producir un saco abierto.
La presente invención se refiere además a un dispositivo para cerrar un saco abierto lleno, cerrado en un lado, que está fabricado de un tejido de poliolefina revestido o no revestido, en particular de un tejido de polipropileno o de HDPE, con un cuerpo esencialmente en forma de tubo flexible a fin de producir un saco cerrado en dos lados.
Estado de la técnica
Los sacos abiertos son muy solicitados en la técnica de embalaje por el tipo de llenado flexible, si se trata del envasado de todo tipo de productos a granel que se mueven libremente (grano fino, grano grueso, polvos, granulados, pellets, etc.) . El saco abierto identifica aquí en general, y sin limitación a un material especial, un saco con un cuerpo de base esencialmente en forma de tubo flexible que está cerrado sólo en un primer extremo y abierto en un segundo extremo. El cierre de sacos abiertos llenos, que están fabricados de un tejido de polipropileno revestido o no revestido, perteneciendo el polipropileno, así como el polietileno al grupo de las poliolefinas, se realiza en la actualidad principalmente mediante cosido. En este sentido se establece una diferencia sobre todo entre un cosido recto simple y un cosido con plegado del saco abierto. Asimismo, se pueden utilizar cordeles de sellado o tiras de sellado. En el caso de las máquinas de coser utilizadas se establece en particular una diferencia entre máquinas de coser de una aguja y máquinas de coser de dos agujas. El modo de funcionamiento básico es el mismo que en todos los sistemas, según los que el saco abierto lleno se alimenta a la máquina de coser mediante un sistema de inserción, que funciona típicamente mediante cadenas o correas, y una cinta transportadora situada debajo y se cose mediante el entrelazamiento de al menos un hilo.
Una desventaja de este tipo de cierre radica en que el material del saco abierto se debilita o se daña debido a las puntadas de aguja. Por consiguiente, apenas se puede garantizar una hermeticidad absoluta del cierre, lo que resulta particularmente desventajoso, por ejemplo, en el caso de un producto a envasar de grano muy fino. Además, existe el peligro de que el producto a envasar se contamine mediante los hilos de coser, los cordeles de sellado o las tiras de sellado. El cosido con plegado del saco abierto resulta también desventajoso desde el punto de vista económico, porque requiere un elevado gasto de material de saco abierto debido a la necesidad de longitudes de 45 saco abierto mayores. Las posibles roturas del hilo provocan además paradas de producción relativamente largas. Asimismo, las máquinas de coser requieren en general un mantenimiento intensivo y generan un nivel de ruido alto.
De manera alternativa al cosido existe también la posibilidad de soldar el saco abierto. En este caso, el extremo abierto del saco abierto lleno se presiona usualmente entre mordazas provistas de elementos calefactores, lo que 50 provoca una transmisión de energía térmica a través de todo el material del saco abierto que da lugar a la soldadura.
La utilización de este método constituye un problema si la zona a soldar está contaminada con el producto a envasar. Esto ocurre a menudo en particular con los productos a envasar pulverulentos, lo que impide un cierre seguro y hermético. El tejido de polipropileno del saco se va a debilitar o dañar básicamente por el tipo de soldadura 55 descrito, como ocurre inevitablemente también con el método dado a conocer por el documento GB 937011 A. En este caso, el cierre de los sacos de plástico se realiza al colocarse una cinta soldable térmicamente sobre el extremo abierto del saco y presionarse contra el extremo abierto, después de lo que tiene lugar la soldadura en una máquina de termosellado, en la que la cinta se somete externamente a energía térmica desde lados opuestos. Según el documento US 4278488 A, el borde lateral inferior de un material de partida en forma de tubo flexible se cierra de 60 manera análoga con una cinta termoplástica, transmitiéndose en este caso también la energía térmica desde el exterior a través de todo el material.
En la fabricación de sacos abiertos se utilizan también los procedimientos descritos arriba con las desventajas asociadas a los mismos, en los que un material de partida esencialmente en forma de tubo flexible se cierra en un 65 extremo.
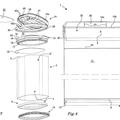
En este sentido se ha de mencionar el documento AT 400831 B que da a conocer un procedimiento para fabricar un saco con un extremo en forma de caja o cuadrado, en el que una hoja de cubierta plana se suelda sobre una superficie de fondo plana y plegada de un saco fabricado de un tejido, revestido al menos en un lado, a partir de cintas de polímero estiradas de manera monoaxial. La hoja de cubierta está fabricada aquí también de un tejido de cintas revestido. El aire caliente provoca un calentamiento de los revestimientos, dirigidos uno hacia otro, hasta su plastificación. A continuación, la hoja de cubierta plana y la superficie plana del fondo del saco pasan a través de un par de rodillos enfriados, lo que provoca la compresión entre sí de los revestimientos calentados.
Objetivo de la invención
Por tanto, el objetivo de la presente invención es garantizar el cierre de un lado de un material de partida en forma de tubo flexible que está fabricado de un tejido de poliolefina revestido o no revestido a fin de producir un saco abierto, así como un cierre de sacos abiertos fabricados de un tejido de poliolefina revestido o no revestido, sin originarse las desventajas mencionadas arriba, en particular sin dañarse o debilitarse el material de partida o el material del saco abierto.
Presentación de la invención
Según la invención, esto se consigue al soldarse térmicamente con una cinta de material revestida un extremo abierto de un material de partida en forma de tubo flexible que está fabricado de un tejido de poliolefina revestido o no revestido, en particular un tejido de polipropileno o de HDPE (High Density Polyethylene, polietileno de alta densidad) , o un saco abierto lleno que está fabricado de un tejido de poliolefina revestido o no revestido, en particular un tejido de polipropileno o de HDPE. De este modo se garantiza un cierre hermético y se evita la posible contaminación mediante el material del hilo, los cordeles de sellado o las tiras de sellado. Desde el punto de vista económico es ventajoso además que se consigue un ahorro de material de saco abierto o de material de saco en comparación con el cierre mediante cosido con plegado del extremo abierto.
Una capa de sellado activable térmicamente es ventajosa para conseguir una soldadura térmica óptima. Ésta se puede obtener, por ejemplo, mediante un revestimiento de la cinta de material, pudiendo estar presente el revestimiento en los materiales de base más diversos.
Para la soldadura térmica resultan adecuados como capa de sellado los plásticos termoplásticos como las poliolefinas que se pueden procesar con facilidad y son resistentes químicamente. El polietileno es un plástico de este tipo.
Según la invención, se utiliza un procedimiento de cierre que evita el daño o el debilitamiento del tejido de polipropileno o de HDPE al aplicarse la energía necesaria para la soldadura térmica entre las capas a soldar y, por tanto, directamente sobre las superficies a soldar. En el caso de un procedimiento para cerrar un lado de un material de partida en forma de tubo flexible a fin de producir un saco abierto o para cerrar un saco abierto lleno, cerrado en un lado, con un cuerpo de base en forma de tubo flexible a fin de producir un saco cerrado en dos lados, plegándose una cinta de material en forma de tira, revestida o no revestida y en forma de V o U en la sección transversal, y... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para cerrar un lado de un material de partida en forma de tubo flexible a fin de producir un saco abierto (4) o para cerrar un saco abierto lleno (4) , cerrado en un lado, con un cuerpo de base (23) en forma de tubo flexible a fin de producir un saco (25) cerrado en dos lados, plegándose una cinta de material (14) en forma de tira, revestida o no revestida, en forma de V o U en la sección transversal y extendiéndose sobre un primer extremo abierto (24, 38) del material de partida o del cuerpo de base (23) en forma de tubo flexible, pudiendo estar provisto de un revestimiento (29) en particular el lado de la cinta de material (14) que está dirigido hacia el material de partida o el cuerpo de base (23) y creándose mediante la extensión una zona de solapamiento (30) , en la que la cinta de 10 material (14) en forma de V o U aloja entre sí el primer extremo (24, 38) del material de partida o del cuerpo de base (23) en forma de tubo flexible, caracterizado porque el material de partida o el cuerpo de base (23) en forma de tubo flexible está fabricado de un tejido de poliolefina revestido o no revestido, en particular un tejido de polipropileno o de HDPE, y porque la energía térmica preferentemente en forma de un gas caliente, en particular preferentemente en forma de aire caliente, se aplica, preferentemente se insufla de manera directa, en el interior de la zona de solapamiento (30) en el lado de la cinta de material (14) dirigido hacia el material de partida o el cuerpo de base (23) y/o en la superficie del material de partida o del cuerpo de base (23) dirigida hacia este lado de la cinta de material (14) y, a continuación, la cinta de material (14) , así como el material de partida o el cuerpo de base (23) , se comprimen en la zona de solapamiento (30) , aplicándose la energía térmica al mismo tiempo que la cinta de material (14) se extiende sobre el primer extremo abierto (24, 38) del material de partida o del cuerpo de base (23) en forma 20 de tubo flexible.
2. Procedimiento según la reivindicación 1, caracterizado porque el material de partida o el cuerpo de base (23) se sigue moviendo continuamente durante el cierre y la cinta de material (14) se extiende a una velocidad regulable, preferentemente sincrónica, respecto al material de partida o al cuerpo de base (23) sobre el primer extremo abierto (24, 38) del material de partida o del cuerpo de base (23) .
3. Procedimiento según una de las reivindicaciones 1 a 2, caracterizado porque el material de partida o el cuerpo de base (23) se corta a una longitud definida antes de extenderse la cinta de material (14) sobre su primer extremo abierto (24, 38) , transportándose preferentemente los recortes generados hacia un depósito colector.
4. Procedimiento según la reivindicación 3, caracterizado porque el material de partida o el cuerpo de base (23) se limpia con aire comprimido en el primer extremo abierto (24, 38) después del corte, pero antes de la aplicación de energía térmica.
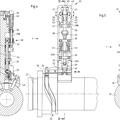
aloja entre sí el primer extremo (24, 38) del material de partida o del cuerpo de base (23) en forma de tubo flexible, en el lado de la cinta de material (14) dirigido hacia el material de partida o el cuerpo de base (23) y/o en la superficie del material de partida o del material de soporte (23) dirigida hacia este lado de la cinta de material (14) , así como comprende medios de presión (9) para presionar la cinta de material (14) contra la superficie del material de partida o la superficie del cuerpo de base. 6. Dispositivo según la reivindicación 5, caracterizado porque el dispositivo comprende medios de transporte (2, 15, 17, 18, 22) para transportar el material de partida o el cuerpo de base (23) a una velocidad constante y porque el sistema de desenrollado de cinta de material (7) se puede regular de manera sincrónica a esta velocidad, presentando los medios de transporte (2, 15, 17, 18, 22) preferentemente un sistema de correas (2) que fija el 55 material de partida o el cuerpo de base (23) por el primer extremo abierto (24, 38) , lo guía hacia los medios (8) para plegar y extender la cinta de material (14) y lo vuelve a separar de los mismos. 7. Dispositivo según la reivindicación 6, caracterizado porque los medios de transporte (2, 15, 17, 18, 22) comprenden además un sistema de cinta transportadora (15, 18, 22) , mediante el que se transporta el material de 60 partida preferentemente en horizontal o el cuerpo de base (23) preferentemente en vertical. 8. Dispositivo según una de las reivindicaciones 5 a 7, caracterizado porque los medios (8) para plegar y extender la cinta de material (14) sobre el primer extremo abierto (24, 38) del material de partida o del cuerpo de base (23) comprenden un hombro de conformado (8) que presenta una abertura (31) , a través de la que se puede guiar el 65 primer extremo abierto (24, 38) en una dirección de transporte (20) . 9. Dispositivo según la reivindicación 8, caracterizado porque los medios de presión (9) comprenden rodillos de presión (9) colocados directamente a continuación del hombro de conformado (8) . 10. Dispositivo según la reivindicación 9, caracterizado porque los rodillos de presión (9) están unidos mediante cierre de fuerza por fricción con la cinta de material (14) y extraen la cinta de material (14) del sistema de desenrollado de cinta de material (7) . 11. Dispositivo según una de las reivindicaciones 5 a 10, caracterizado porque los medios para aplicar la energía térmica comprenden al menos una tobera de aire (6) que está dispuesta de manera móvil y se puede mover de una 10 posición de reposo (32) a una posición de trabajo (33) , estando dispuesta la al menos una tobera de aire (6) en la posición de trabajo (33) de tal modo que en paralelo a la dirección de transporte (20) del material de partida o del cuerpo de base (23) se pueden insuflar gases calientes, preferentemente aire caliente, en el interior de la zona de solapamiento (30) en el lado de la cinta de material (14) dirigido hacia el material de partida o el cuerpo de base (23) y/o en la superficie del material de partida o del cuerpo de base (23) dirigida hacia este lado de la cinta de material (14) . 12. Dispositivo según la reivindicación 11, caracterizado porque el movimiento de la al menos una tobera de aire (6) desde la posición de reposo (32) hasta la posición de trabajo (33) se realiza mediante un pivotado hacia dentro en un plano vertical situado en paralelo a la dirección de transporte (20) del material de partida o del cuerpo de base (23) . 13. Dispositivo según una de las reivindicaciones 5 a 12, caracterizado porque comprende un dispositivo de corte (3) para cortar a una longitud definida seleccionable el material de partida o el cuerpo de base (23) en el primer extremo (24, 38) , sobre el que se extiende la cinta de material (14) . 14. Dispositivo según una de las reivindicaciones 5 a 13, caracterizado porque el dispositivo comprende una unidad de corte (11) para cortar la cinta de material (14) , visto en dirección de transporte (20) , antes y después del primer extremo (24, 38) del material de partida o del cuerpo de base (23) , sobre el que está extendida la cinta de material (14) . 5. Dispositivo para cerrar un lado de un material de partida en forma de tubo flexible, fabricado de un tejido de poliolefina revestido o no revestido, en particular un tejido de polipropileno o de HDPE, a fin de producir un saco abierto (4) o para cerrar un saco abierto lleno (4) , cerrado en un lado y fabricado de un tejido de poliolefina revestido
o no revestido, en particular un tejido de polipropileno o de HDPE, con un cuerpo de base (23) en forma de tubo flexible a fin de producir un saco (25) cerrado en dos lados, comprendiendo el dispositivo un sistema de 40 desenrollado de cinta de material (7) para una cinta de material (14) en forma de tira, así como medios (8) para el plegado en forma de V o U en la sección transversal y para la extensión de la cinta de material (14) sobre un primer extremo abierto (24, 38) del material de partida o del cuerpo de base (23) , caracterizado porque el dispositivo comprende medios (6) para introducir, al mismo tiempo que se extiende la cinta de material (14) , la energía térmica directamente en el interior de una zona de solapamiento (30) , en la que la cinta de material (14) en forma de V o U
Patentes similares o relacionadas:
Envasado de chips comestibles de aperitivo, del 15 de Julio de 2020, de Frito-Lay Trading Company GmbH (100.0%): Un procedimiento para envasar chips comestibles de aperitivo , comprendiendo dicho procedimiento las siguientes etapas: a) proporcionar […]
Dispositivo y procedimiento para formar las superficies de gablete de envases con gablete oblicuo, del 3 de Junio de 2020, de SIG TECHNOLOGY AG: Dispositivo para formar las superficies de gablete de envases con gablete oblicuo, que comprende: - una instalación de transporte con celdas fijadas […]
 Dispositivo para cerrar en un solo lado mangas de envase para la fabricación de envases compuestos, del 29 de Abril de 2020, de SIG TECHNOLOGY AG: Dispositivo para cerrar en un solo lado mangas de envase (S) para la fabricación de envases compuestos, en particular envases compuestos de cartón/plástico, mediante […]
Dispositivo para cerrar en un solo lado mangas de envase para la fabricación de envases compuestos, del 29 de Abril de 2020, de SIG TECHNOLOGY AG: Dispositivo para cerrar en un solo lado mangas de envase (S) para la fabricación de envases compuestos, en particular envases compuestos de cartón/plástico, mediante […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en […]
Dispositivos para envasar bandejas, del 29 de Enero de 2020, de Scolaro, Mauro: Un dispositivo para envasar bandejas, que comprende una estación de termosellado y corte para termosellar una película en el borde […]
 Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Dispositivo, en particular para cerrar una zona de la cabeza de un recipiente de productos alimenticios fabricado de un material laminado que tiene una zona del borde la cual está biselada y parcialmente plegada sobre sí misma, del 15 de Enero de 2020, de SIG TECHNOLOGY AG: Un dispositivo que comprende un primer elemento de fijación , un elemento de fijación adicional y un material compuesto plano plegado ; en el […]
Máquina cerradora de bandejas, del 1 de Enero de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina cerradora de bandejas con una estación de sellado , que comprende una parte superior de herramienta , un marco de apriete […]