Aparato y procedimiento para formar un motivo en una baldosa o loseta cerámica con un espesor predeterminado.
Procedimiento para formar una baldosa o loseta cerámica con un espesor predeterminado que tiene un motivo que se extiende a través de todo el espesor,
que comprende las siguientes etapas:
- preparar por lo menos dos pastas de diferentes colores;
- poner cada pasta obtenida en un depósito separado (100);
- suministrar dichas por lo menos dos pastas a una unidad de formación de motivo (200);
- mover la unidad de formación de motivo (200) sobre una bandeja de formación (300) para dispensar las pastas a la bandeja según un motivo deseado;
- someter la bandeja de formación (300) a un prensado en filtro para eliminar el exceso de agua y para formar una baldosa o loseta cerámica cruda con un motivo que se extiende a través de todo el espesor;
- secar y cocer la baldosa cruda.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07116535.
Solicitante: SCG BUILDING MATERIALS CO., LTD.
Nacionalidad solicitante: Tailandia.
Dirección: 1 SIAM CEMENT ROAD BANGSUE 10800 BANGKOK TAILANDIA.
Inventor/es: JAMRUSSAMEE,TERDWONG, HIMTONG,ARAG, CHUAJIW,WITTAYA, PHABUTTA,WATTHANAKUN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B13/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 13/00 Suministro de material a los moldes o a los aparatos de producción de objetos; Extracción de estos objetos de los moldes o de los aparatos (dispositivos de alimentación o de eyección incorporados a un tipo particular de aparato de conformación, o asociados con éstos, o especialmente estudiados para el suministro de materiales de tipos particulares de aparatos de conformación, ver los grupos correspondientes a los aparatos). › Suministro de material no conformado a los moldes o a los aparatos destinados a la fabricación de objetos conformados.
- B28B5/02 B28B […] › B28B 5/00 Fabricación de objetos conformados a partir del material en moldes, o sobre superficies de moldeo soportadas o constituidas por transportadores en el interior o sobre éstos, cualquiera que sea el modo de conformación. › sobre transportadores de tipo correa o cadenas sin fin (en combinación con cilindros compresores B28B 3/12).
- B28B7/06 B28B […] › B28B 7/00 Moldes; Machos; Mandriles (especialmente adaptados para la fabricación de objetos de forma tubular B28B 21/00). › Moldes dotados de elementos flexibles.
- B28B7/46 B28B 7/00 […] › para la humidificación o la deshumidificación.
- B44C3/04 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 3/00 Procesos, no expresamente previstos en otro lugar, para la realización de estructuras ornamentales. › Modelado de materias plásticas, p. ej. arcilla.
- B44F9/04 B44 […] › B44F DIBUJOS PARTICULARES. › B44F 9/00 Dibujos que imitan modelos naturales. › la superficie de la piedra, p. ej. el mármol.
PDF original: ES-2470140_T3.pdf
Fragmento de la descripción:
Aparato y procedimiento para formar un motivo en una baldosa o loseta cerïmica con un espesor predeterminado.
Antecedentes de la invenciïn En la industria de las baldosas cerïmicas se invierte mucho esfuerzo en desarrollar tecnologïas y procedimientos para producir baldosas cerïmicas con un motivo deseado. La industria se ha movido desde producir baldosas con el motivo deseado sïlo sobre la capa superior o sïlo sobre la capa superficial hasta producir baldosas con el motivo deseado que se extiende a travïs de todo el espesor de la baldosa.
Uno de los procedimientos conocidos de hacer esto es cargar polvo de tierra seca dentro de un recipiente y descargar luego dicho contenido a travïs de la abertura de tubos de descarga de dicho recipiente en un compartimiento vertical formando capas de diferentes tipos y colores de polvo de tierra dentro de dicho compartimiento. Dicho compartimiento se hace girar luego 90 grados para transferir el contenido a un molde horizontal. El contenido se prensa a continuaciïn consigo mismo a alta presiïn transformïndolo en una baldosa cerïmica. Diferentes capas de diferentes tipos de polvo de tierra y colores se traducen en el motivo de la baldosa. Sin embargo, el problema asociado a este procedimiento es que hay dificultades para controlar la cantidad de polvo de tierra entregada al compartimiento, dando como resultado una incapacidad de regular y modificar la anchura de banda de los colores. Asï, se limitan los motivos que pueden obtenerse. Ademïs, la rotaciïn del compartimiento hace que los granos de tierra se desplacen, dando como resultado una distorsiïn del motivo. Asï, las baldosas obtenidas deben someterse a un tratamiento de superficie adicional despuïs de la cocciïn para revelar el motivo.
La patente europea EP 1 273 408 y la publicaciïn internacional WO 2004071733 describen una tïcnica para hacer un veteado continuo de motivos que se extienden a travïs de todo el espesor de baldosas o losetas. Sin embargo, sigue existiendo la posibilidad de que materiales de la capa superficial se mezclen entre ellos haciendo que se distorsione el motivo deseado. Por tanto, ha habido una necesidad de eliminar esos materiales mezclados en la capa superficial por succiïn antes del prensado con el fin de obtener motivos que sean visibles sin tener que pulir las superficies superiores de baldosas cerïmicas despuïs de su cocciïn.
La patente europea EP 1 334 811 describe una tïcnica para hacer motivos en toda la masa de las baldosas cerïmicas que se caracteriza por un doble prensado que comprende primeramente una compactaciïn a baja presiïn. Las baldosas cerïmicas compactadas se decoran seguidamente por un sistema de chorro de tinta para aplicar, segïn el diseïo, colores cerïmicos especiales que puedan penetrar en la masa de la baldosa. Sin embargo, debido a esta tïcnica, la apariencia de los motivos en la masa de la baldosa es algo borrosa o parcial y el nivel de la profundidad de penetraciïn del motivo no es suficientemente profundo para proporcionar el motivo a la capa mïs inferior de la masa de la baldosa.
Los documentos CN 2054409 U, CN 100546788 C y CN 1083799 A describen procedimientos y aparatos para formar un motivo en una baldosa cerïmica cruda.
Las composiciones se mezclan imperfectamente de tal manera que generen un motivo que no se extiende a travïs de todo el espesor del cuerpo debido a que el material no se suministra primero a una unidad formadora de motivo antes de ser suministrado al prensado en filtro.
La patente US nï 6.361.735 describe el uso de un molde de tamiz al que se suministra el material a presiïn, siendo la acciïn de filtrado debida a la presiïn del material suministrado sin ninguna acciïn mecïnica externa.
Todos los procedimientos y aparatos conocidos anteriores comprenden la compactaciïn de material en forma de polvo.
Alcance de la invenciïn El alcance de la invenciïn es proporcionar un aparato y un procedimiento para formar un motivo en baldosas cerïmicas con un espesor predeterminado, en donde el motivo se extiende a travïs de todo el espesor de las baldosas o losetas. El procedimiento de formar el motivo imita la formaciïn de rocas naturales de modo que el motivo obtenido se parece estrechamente a un motivo de rocas naturales. El aparato estï equipado con unos medios para controlar la posiciïn, la cantidad y el orden de diferentes tipos y diferentes colores de una pasta para formar motivos predeterminados o deseados. Otro objeto de la invenciïn es que, empleando el aparato segïn los principios descritos en la presente memoria, la baldosa o loseta obtenida serï de espesor y tamaïo consistentes.
El alcance se consigue por un aparato y por un procedimiento que tienen las caracterïsticas mencionadas en las reivindicaciones independientes 1 y 20.
Se describe una forma de realizaciïn preferida de la invenciïn con la ayuda de los motivos adjuntos, en los que:
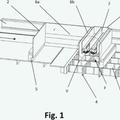
la figura 1 muestra una vista lateral y una vista desde arriba de una forma de realizaciïn del aparato segïn la invenciïn la figura 2 muestra una forma de realizaciïn del conjunto de formaciïn de motivo del aparato segïn la figura 1 distribuyendo la pasta hacia una bandeja de formaciïn de motivo la figura 3 muestra otra forma de realizaciïn del conjunto de formaciïn de motivo segïn la figura 2, en el que el conjunto de formaciïn de motivo estï equipado con unos medios agitadores la figura 4 muestra otra forma de realizaciïn del conjunto de formaciïn de motivo segïn la figura 2 o la figura 3, en el que el conjunto de formaciïn de motivo estï equipado adicionalmente con una bandeja de recepciïn de motivo la figura 5 muestra otra forma de realizaciïn de la bandeja de recepciïn de motivo la figura 6 muestra una forma de realizaciïn de los accesorios de formaciïn de motivo la figura 7 muestra una forma de realizaciïn de la bandeja de formaciïn de motivo la figura 8 muestra una vista lateral y una vista desde arriba de la forma de realizaciïn del aparato segïn la figura 1 empleando el conjunto de formaciïn de motivo segïn la figura 3
la figura 9 muestra una vista lateral y una vista desde arriba de la forma de realizaciïn del aparato segïn la figura 1 empleando la forma de realizaciïn de la bandeja de recepciïn de motivo segïn la figura 5
la figura 10 muestra la bandeja de formaciïn de motivo moviïndose hacia la unidad de prensado en filtro la figura 11 muestra la unidad de prensado en filtro y su punzïn superior y su punzïn inferior
la figura 12 muestra la unidad de prensado en filtro en diferentes posiciones operativas.
Discusiïn detallada de la forma de realizaciïn preferida de la invenciïn El procedimiento de la invenciïn prevï el uso de un material en forma de pasta en lugar de un material en forma de polvo.
La invenciïn se refiere a un aparato y un procedimiento para formar un motivo deseado en baldosas cerïmicas con un espesor predeterminado a partir de un material en forma de pasta.
Empleando el aparato y el procedimiento segïn la invenciïn, el motivo deseado se consigue controlando la posiciïn, la cantidad y el orden de diferentes tipos y colores de una pasta, a cuyo fin se depositan una cantidad y un orden predeterminados de la pasta en una posiciïn predeterminada en una bandeja de recepciïn de motivo. La pasta se prensa a continuaciïn en una unidad de filtro prensa para formar una loseta cerïmica cruda preparada para su decoraciïn y cocciïn adicionales.
Para fines de explicaciïn, se darïn diversas formas de realizaciïn del aparato y el procedimiento segïn la invenciïn a modo de ejemplos no limitativos. Por tanto, el aparato y el procedimiento no se limitan solamente a las formas de realizaciïn especïficas descritas en la presente memoria.
Describiremos primero el aparato y a continuaciïn el procedimiento.
Una forma de realizaciïn preferida del aparato para formar motivos deseados en baldosas cerïmicas con un espesor predeterminado (1) comprende depïsitos contenedores de pasta 100, una unidad de formaciïn de motivo 200 conectada a los depïsitos contenedores de pasta 100 por tubos de suministro, una bandeja de formaciïn de motivo 300, accesorios de decoraciïn de motivo 400 y una unidad de filtro prensa 500 que funciona operativamente en un flujo como se muestra en la figura 1, en donde la unidad de formaciïn de motivo dispensa un tipo, cantidad y colores predeterminados de pasta en un orden predeterminado a la bandeja de formaciïn de motivo para formar un motivo deseado, y dicha pasta con un motivo deseado es prensada con la unidad de prensado en filtro para formar baldosas o losetas cerïmicas con un motivo deseado que se extiende a travïs de su espesor completo. Cada componente del aparato se describirï ahora... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para formar una baldosa o loseta cerïmica con un espesor predeterminado que tiene un motivo que se extiende a travïs de todo el espesor, que comprende las siguientes etapas:
- preparar por lo menos dos pastas de diferentes colores;
- poner cada pasta obtenida en un depïsito separado (100) ;
- suministrar dichas por lo menos dos pastas a una unidad de formaciïn de motivo (200) ;
- mover la unidad de formaciïn de motivo (200) sobre una bandeja de formaciïn (300) para dispensar las pastas a la bandeja segïn un motivo deseado;
- someter la bandeja de formaciïn (300) a un prensado en filtro para eliminar el exceso de agua y para formar una baldosa o loseta cerïmica cruda con un motivo que se extiende a travïs de todo el espesor;
- secar y cocer la baldosa cruda.
2. Procedimiento segïn la reivindicaciïn 1, que comprende aïadir pigmentos o escamas de cerïmica para conseguir los colores deseados.
3. Procedimiento segïn la reivindicaciïn 1, que comprende aïadir aditivos para reducir la viscosidad de la pasta o para mejorar la resistencia de las baldosas o las losetas.
4. Procedimiento segïn la reivindicaciïn 1, en el que cada pasta comprende materiales secos en una proporciïn de 30 a 70% en peso.
5. Procedimiento segïn la reivindicaciïn 3, en el que los eventuales aditivos comprenden unos aditivos seleccionados de entre defloculantes, dispersantes, agentes desespumantes, agentes tensioactivos.
6. Procedimiento segïn la reivindicaciïn 3, en el que los eventuales aditivos comprenden hasta 5% de un mejorador y/o modificador de las propiedades de baldosas o losetas seleccionado de entre alcohol polivinïlico (PVA) , acetato de polivinilo (PVAc) , carboximetilcelulosa (CMC) , metilcelulosa, etileno-acetato de vinilo (EVA) , almidïn, almidïn modificado, fibra de celulosa, fibra orgïnica, fibra inorgïnica.
7. Procedimiento segïn la reivindicaciïn 1, en el que la pasta se mantiene a una temperatura comprendida entre la temperatura ambiente y 70 grados Celsius.
8. Procedimiento segïn la reivindicaciïn 1, en el que las pastas que van a ser dispensadas para formar un motivo deseado se dispensan segïn unos valores precodificados.
9. Procedimiento segïn la reivindicaciïn 1, en el que mientras se forma el motivo deseado, la unidad de formaciïn de motivo (200) se mueve hacia delante, hacia atrïs, a izquierda, a derecha y en movimiento circular para distribuir la pasta segïn el valor precodificado en la aplicaciïn de software a una velocidad predeterminada.
10. Procedimiento segïn la reivindicaciïn 1, en el que se permite que la pasta se mezcle parcialmente dentro de la unidad de formaciïn de motivo (200) antes de ser dispensada en la bandeja de formaciïn de motivo (300) para formar un motivo deseado.
11. Procedimiento segïn la reivindicaciïn 10, en el que las pastas se mezclan utilizando un agitador (230) que funciona a una velocidad predeterminada antes de ser dispensadas en la bandeja de formaciïn de motivo (300) para formar un motivo deseado.
12. Procedimiento segïn la reivindicaciïn 1, en el que la pasta se dispensa en una bandeja de recepciïn de motivo
(235) y se dispensa seguidamente en una bandeja de formaciïn de motivo (300) .
13. Procedimiento segïn la reivindicaciïn 1, en el que las pastas se dispensan por separado en unos compartimientos separados (250) de la bandeja de recepciïn de motivo (235) segïn diferentes tipos, colores, combinaciïn de colores y/o motivo de base.
14. Procedimiento segïn la reivindicaciïn 1, en el que, durante el prensado, la temperatura de la pasta se mantiene a una temperatura comprendida entre la temperatura ambiente y 70 grados Celsius.
15. Procedimiento segïn la reivindicaciïn 1, en el que durante el prensado en filtro se utilizan unos medios para retener la forma de la baldosa o loseta con el fin de retener la forma y el motivo de la baldosa cerïmica cruda.
16. Procedimiento segïn la reivindicaciïn 15, en el que, antes de dispensar la pasta en la bandeja de formaciïn de motivo (300) , un bastidor cerrado blando (305) de forma deseada se posiciona en unas posiciones designadas en la bandeja de formaciïn de motivo (300) para producir una baldosa o loseta cerïmica cruda con un espacio vacïo correspondiente a la forma del molde blando en la posiciïn designada.
17. Procedimiento segïn las reivindicaciones 16, en el que se selecciona el molde blando con formas seleccionadas de entre forma cuadrada, rectangular, ovalada, circular y libre.
18. Procedimiento segïn la reivindicaciïn 1, que comprende ademïs una etapa de modificaciïn del motivo, mientras se estï formando y/o despuïs de finalizar la formaciïn del motivo, utilizando accesorios de modificaciïn de motivo
(400) aptos para el arrastre, la inmersiïn, la agitaciïn, el mezclado y/o el barrido.
19. Procedimiento segïn cualquiera de las reivindicaciones anteriores, en el que la baldosa y/o la loseta cruda con el motivo deseado se someten a secado y cocciïn segïn la norma establecida.
20. Aparato para formar una baldosa o loseta cerïmica con un espesor predeterminado que tiene un motivo que se extiende a travïs de todo el espesor, segïn el procedimiento de las reivindicaciones 1 a 19, que comprende:
-unos medios para preparar por lo menos dos pastas;
-por lo menos un depïsito contenedor de pasta (100) para contener cada tipo de pasta;
-por lo menos una unidad de formaciïn de motivo (200) ;
-por lo menos una bandeja de formaciïn de motivo (300) ;
-unos medios para conectar dicho por lo menos un depïsito a dicha unidad de formaciïn de motivo; y
-una unidad de prensado en filtro (500) ;
en el que cada depïsito contenedor (100) estï conectado a la unidad de formaciïn de motivo (200) por lo menos por un tubo de suministro (105) , estando el extremo de dicho tubo de suministro (105) en dicha unidad de formaciïn de motivo (200) equipado con una vïlvula (225) para controlar el suministro de la pasta en la unidad de formaciïn de motivo (200) , estando previstos unos medios para mover la unidad de formaciïn de motivo (200) con respecto a la bandeja de formaciïn de motivo (300) para suministrar la pasta a la bandeja de formaciïn de motivo (300) .
21. Aparato segïn la reivindicaciïn 20, en el que cada uno de los depïsitos contenedores (100) tiene unos medios para regular la presiïn dentro del depïsito.
22. Aparato segïn la reivindicaciïn 21, en el que cada uno de los depïsitos contenedores (100) tiene unos medios para reducir la sedimentaciïn de la pasta y favorecer el flujo de la pasta, los cuales consisten en por lo menos un agitador (230) .
23. Aparato segïn la reivindicaciïn 22, en el que unos medios para reducir la sedimentaciïn de la pasta y favorecer el flujo de la pasta estïn posicionados por dicho depïsito contenedor sobre una base mïvil.
24. Aparato segïn la reivindicaciïn 20, en el que el extremo del tubo de suministro (105) en dicha unidad de formaciïn de motivo (200) estï equipado con una pieza extrema sustituible (210) capaz de dispensar controlablemente la pasta a la unidad de formaciïn de motivo (200) .
25. Aparato segïn la reivindicaciïn 24, en el que la unidad de formaciïn de motivo (200) es capaz de alojar una pluralidad de tubos de suministro (105) y la pieza extrema sustituible (210) en cada extremo del tubo de suministro
(105) en la unidad de formaciïn de motivo (200) tiene diferentes formas y configuraciones.
26. Aparato segïn la reivindicaciïn 20, en el que el depïsito contenedor (100) estï equipado con una unidad de calentamiento y unos medios para regular la temperatura de la pasta contenida en el mismo.
27. Aparato segïn la reivindicaciïn 20, en el que la unidad de formaciïn de motivo (200) es mïvil a lo largo de tres ejes ortogonales x, y, z.
28. Aparato segïn la reivindicaciïn 27, en el que la unidad de formaciïn de motivo (200) estï equipada con una vïlvula (225) para controlar la cantidad de la pasta que va a ser dispensada a travïs del elemento de dispensaciïn.
29. Aparato segïn la reivindicaciïn 20, en el que la unidad de formaciïn de motivo (200) comprende ademïs unos medios (230) para mezclar la pasta contenida en dicha unidad de formaciïn de motivo.
30. Aparato segïn la reivindicaciïn 20, en el que la unidad de formaciïn de motivo (200) comprende ademïs una bandeja de recepciïn de motivo (235) .
31. Aparato segïn la reivindicaciïn 30, en el que la bandeja de recepciïn de motivo (235) comprende un cuerpo (240) para contener la pasta dispensada desde el elemento de dispensaciïn de la unidad de formaciïn de motivo (200) ;
- un elemento de apertura-cierre en el fondo; y
- unas lïneas de tornillo helicoidal en la zona inferior de la bandeja de recepciïn de motivo (235) , siendo dicho tornillo helicoidal (245) igual y/o desigual y siendo capaz de girar sobre su eje para suministrar la pasta hacia el elemento de apertura-cierre con el fin de distribuir la pasta en la bandeja de formaciïn de motivo (300) .
32. Aparato segïn la reivindicaciïn 31, en el que el cuerpo (240) de la bandeja de recepciïn de motivo (235) estï dividido en compartimientos para contener diferentes tipos, colores, combinaciïn de colores y/o motivos de base utilizando tableros de zonificaciïn (255) .
33. Aparato segïn la reivindicaciïn 32, en el que los tableros de zonificaciïn (255) se acoplan de forma amovible al cuerpo (240) de la bandeja de recepciïn de motivo (235) y el nïmero y/o tamaïo de los compartimientos puede aumentarse o reducirse aïadiendo o eliminando los tableros de zonificaciïn (255) y/o incrementando la distancia entre cada tablero (255) .
34. Aparato segïn la reivindicaciïn 31, en el que la bandeja de recepciïn de motivo (235) comprende ademïs una tapa de apertura-cierre y un sistema neumïtico de alta definiciïn para crear un ambiente de vacïo dentro de la bandeja de recepciïn de motivo (235) y dispensar controlablemente la pasta en la bandeja de formaciïn de motivo (300) .
35. Aparato segïn la reivindicaciïn 20, en el que la bandeja de formaciïn de motivo (235) comprende un bastidor
(305) ensamblado sobre una lïmina de filtro (310) , presentando cada bandeja de formaciïn de motivo (235) la forma correspondiente a la forma de la baldosa o loseta deseada y conectïndose para formar un transportador a modo de bucle destinado a soportar el ambiente de producciïn automïtica o semiautomïtica.
36. Aparato segïn la reivindicaciïn 35, en el que cada bandeja de formaciïn de motivo (235) en el bucle capaz de contener la pasta dispensada desde la unidad de formaciïn de motivo (200) y cada bandeja de formaciïn de motivo (235) pueden desmontarse para su mantenimiento y pueden sustituirse cuando estïn desgastadas.
37. Aparato segïn la reivindicaciïn 35, en el que la bandeja de formaciïn de motivo (235) comprende sïlo un borde de bastidor cerrado exterior.
38. Aparato segïn la reivindicaciïn 37, en el que la bandeja de formaciïn de motivo comprende por lo menos un segundo borde de bastidor cerrado interior dentro de dicho bastidor cerrado exterior para definir un espacio vacïo en una localizaciïn predeterminada en la bandeja, seleccionïndose la forma del espacio vacïo de entre forma cuadrada, rectangular, ovalada, circular y libre.
39. Aparato segïn la reivindicaciïn 35, en el que el bastidor estï realizado a partir de materiales flexibles porosos capaces de deformarse cuando se aplica presiïn y de recuperar su forma original despuïs de que se elimine la presiïn.
40. Aparato segïn la reivindicaciïn 39, en el que el bastidor poroso flexible estï realizado a partir de materiales seleccionados de entre caucho natural, polïmero natural, caucho sintïtico, elastïmero termoplïstico, caucho de silicona, caucho de butadieno, caucho de ebonita, caucho vulcanizado a temperatura elevada, caucho de uretano, caucho de flïor y caucho de neopreno.
41. Aparato segïn la reivindicaciïn 35, en el que la lïmina de filtro (310) es un material poroso.
42. Aparato segïn la reivindicaciïn 41, en el que la lïmina de filtro (310) estï realizada a partir de materiales seleccionados de entre fibra de lana, nilïn, malla de alambre metïlico, polipropileno, poliïster, polibutileno y poliamida.
43. Aparato segïn la reivindicaciïn 20, en el que la unidad de prensado en filtro (500) comprende un punzïn superior (505) y un punzïn inferior (510) , siendo porosa la superficie plana del punzïn superior y el punzïn inferior.
44. Aparato segïn la reivindicaciïn 43, en el que cada uno de los punzones superior e inferior estï preparado con un drenaje para recoger el exceso de agua y las partïculas que se escapan del prensado de la pasta.
45. Aparato segïn la reivindicaciïn 44, en el que por lo menos uno de entre los punzones superior e inferior comprende un bastidor de retenciïn de forma (515) alrededor de su borde.
46. Aparato segïn la reivindicaciïn 45, en el que estïn previstos unos medios para ajustar la altura del bastidor de retenciïn de forma (515) .
47. Aparato segïn la reivindicaciïn 45, en el que el bastidor de retenciïn de forma (515) sobre el punzïn inferior
(510) en las direcciones entrante y saliente de la bandeja de formaciïn de motivo (300) es capaz de moverse hacia arriba o hacia abajo para permitir la entrada y la salida de la bandeja de formaciïn de motivo.
48. Aparato segïn la reivindicaciïn 44, en el que la unidad de prensado en filtro (500) comprende ademïs una bomba de vacïo para eliminar el exceso de agua y las partïculas recogidas en el drenaje del punzïn superior y el 10 punzïn inferior.
49. Aparato segïn la reivindicaciïn 44, en el que la unidad de prensado en filtro (500) comprende ademïs un generador de viento para soplar el exceso de agua hacia el drenaje.
50. Aparato segïn la reivindicaciïn 44, en el que la unidad de prensado en filtro (500) comprende ademïs una unidad de calentamiento y unos medios para controlar la temperatura de la pasta que se estï prensando para facilitar la retirada del exceso de agua.
51. Aparato segïn la reivindicaciïn 20, que comprende ademïs una escala controlada por un sensor de pesaje para controlar la cantidad de la pasta que es dispensada en la bandeja de formaciïn de motivo (300) , provocando la activaciïn del sensor que la unidad de formaciïn de motivo (200) detenga la dispensaciïn.
52. Aparato segïn la reivindicaciïn 20, que comprende ademïs una estaciïn de limpieza y en el que, despuïs de haber finalizado el prensado y de haber retirado las baldosas o losetas crudas, el filtro y la bandeja de formaciïn de motivo (300) continïan avanzando hasta la estaciïn de limpieza para ser limpiados y volver a entrar en el sistema de producciïn.
Patentes similares o relacionadas:
Método y planta para fabricar productos cerámicos, del 13 de Mayo de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para fabricar productos cerámicos (C) que comprende: un paso de alimentación para alimentar una mezcla de al menos dos polvos cerámicos […]
Un procedimiento y un sistema para reducir el residuo de polvo lateral de una capa de polvo que avanza sobre una superficie de una cinta transportadora móvil, del 2 de Octubre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un procedimiento para reducir el residuo de polvo lateral de una capa (M) de material en polvo que avanza sobre la superficie de una cinta transportadora móvil; […]
DISPOSITIVO DE SUMINISTRO DE AL MENOS UNA SUSTANCIA PULVERULENTA, PARTICULARMENTE PARA PRENSAS DE CONFORMACIÓN DE PIEZAS CERÁMICAS, del 4 de Julio de 2019, de MACER, S.L.: Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, con medios […]
Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, del 28 de Junio de 2019, de MACER, S.L.: Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, con medios de descarga […]
ENSAMBLE ENTRE PASTA ROJA CON POLVOS SECOS GRANULADOS A TRAVÉS DEL PROCESO DE PRENSADO, PARA ELABORAR PRODUCTOS CERÁMICOS PARA EL SECTOR DE LA CONSTRUCCIÓN, del 20 de Junio de 2019, de CERAMICA ITALIA S.A: La invención pertenece al sector cerámico, específicamente en la fabricación de baldosas para recubrimientos de superficies variadas las cuales son aplicables en la industria […]
 Aparato y método para producir losas que tienen una superficie de rodadura veteada, del 31 de Mayo de 2019, de Barabas, Arpad: Aparato para producir adoquines (K) que tienen una superficie ornamental, que comprende una mesa de partida y un carro de llenado que se mueve a lo largo […]
Aparato y método para producir losas que tienen una superficie de rodadura veteada, del 31 de Mayo de 2019, de Barabas, Arpad: Aparato para producir adoquines (K) que tienen una superficie ornamental, que comprende una mesa de partida y un carro de llenado que se mueve a lo largo […]
Molde para paneles de mortero de cemento e instalación correspondiente, del 1 de Octubre de 2018, de CORPORACION OMEGAZETA S.L: Molde para paneles de mortero de cemento e instalación correspondiente. La invención se refiere a un molde para paneles de mortero de cemento, que […]
Método y aparato para colar productos de hormigón, del 18 de Septiembre de 2018, de Elematic Oyj: Un método para colar productos de hormigón por colada en molde, donde la mezcla de hormigón se suministra en un molde de colada desde un aparato de colada (1, 1', 1", […]