Procedimiento y dispositivo para unir dos capas de material flexibles.
Procedimiento para fabricar un producto con al menos dos capas de material flexibles (14,
15), que se unen entresí mediante una capa de adhesivo aplicada sobre superficies interiores de las capas de material (14, 15)orientadas una a la otra, oprimiéndose las capas de material (14, 15) una contra otra y perforándose acontinuación de manera discontinua, formándose al oprimir las capas de material (14, 15) una contra otra unacámara (7) cerrada e introduciéndose a presión, a la vez que se realiza la perforación, adhesivo (16) desde almenos una cara exterior de las capas de material (14, 15) en los agujeros formados al perforar y conduciéndoseentonces el adhesivo (16) hasta introducirse en el espacio intermedio entre las capas de material (14, 15),caracterizado porque se forma la cámara (7) cerrada alrededor de las capas de material (14, 15) y porque lacámara (7) se llena con el adhesivo (16) tanto entre las capas de material (14, 15) como también fuera de lascapas de material (14, 15), mediante una aguja hueca con un rebaje lateral o una aguja (9) ranuradalateralmente.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2005/001617.
Solicitante: MONDI AG.
Nacionalidad solicitante: Austria.
Dirección: KELSENSTRASSE 7 1032 WIEN AUSTRIA.
Inventor/es: WICHMANN,HANS-JOACHIM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/54 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › entre elementos preensamblados.
- B31F5/04 B […] › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 5/00 Ensamblado de hojas, cintas o bandas en papel o en cartón; Reforzamiento de los bordes. › por empleo exclusivo de adhesivos.
- B65B51/02 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Aplicación de adhesivos o de líquidos de sellado.
- B65B7/02 B65B […] › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › Cierre de receptáculos o recipientes deformados por el contenido o tomando la forma de él, p. ej. sacos, bolsas.
- C09J5/00 QUIMICA; METALURGIA. › C09 COLORANTES; PINTURAS; PULIMENTOS; RESINAS NATURALES; ADHESIVOS; COMPOSICIONES NO PREVISTAS EN OTRO LUGAR; APLICACIONES DE LOS MATERIALES NO PREVISTAS EN OTRO LUGAR. › C09J ADHESIVOS; ASPECTOS NO MECANICOS DE LOS PROCEDIMIENTOS DE PEGADO EN GENERAL; PROCEDIMIENTOS DE PEGADO NO PREVISTOS EN OTRO LUGAR; EMPLEO DE MATERIALES COMO ADHESIVOS (preparación de cola o gelatina C09H). › Procedimientos de pegado en general; Procedimientos de pegado no previstos en otro lugar , p.ej. relativos a la imprimación.
PDF original: ES-2397702_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para unir dos capas de material flexibles La invención se refiere a un procedimiento para fabricar un producto con al menos dos capas de material flexibles, que se unen entre sí mediante una capa de adhesivo aplicada sobre superficies interiores de las capas de material orientadas una a la otra, oprimiéndose las capas de material una contra otra y perforándose a continuación de manera discontinua, formándose al oprimir las capas de material una contra otra una cámara cerrada e introduciéndose a presión, a la vez que se realiza la perforación, adhesivo desde al menos una cara exterior de las capas de material en los agujeros formados al perforar y conduciéndose entonces el adhesivo hasta introducirse en el espacio intermedio entre las capas de material.
La invención se refiere además a un dispositivo para unir dos capas de material flexibles mediante una capa de adhesivo aplicada sobre superficies interiores de las capas de material orientadas una a la otra, con una primera pieza perfilada y una segunda pieza perfilada para oprimir las capas de material una contra otra, que pueden moverse relativamente entre sí y que en situación de cerrado forman una cámara cerrada, con un sistema de agujas en una de las piezas perfiladas para perforar las capas de material y con un sistema de boquillas para presionar el adhesivo hacia dentro de las zonas perforadas de las capas de material, para introducir adhesivo en el espacio intermedio entre las capas de material.
La unión de dos capas de material flexibles se necesita a menudo para cerrar envoltorios, en particular envoltorios de bolsa, cuando el llenado se cierra mediante una abertura de llenado. La abertura de llenado puede extenderse entonces por toda la sección de la bolsa (bolsa abierta por arriba) , constituirse una abertura en el borde de la bolsa o ser una válvula en el fondo de la bolsa. Los materiales a unir pueden entonces ser capas de papel una bajo otra, capas de cartón, papel y láminas, láminas una debajo de otra, capas de tejido y capas de tejido de plástico con uno de los otros materiales.
Se conocen numerosos procedimientos para generar un cierre hermético de capas de material contiguas una a otra. Para bolsas de válvula se conoce la aplicación sobre la capa interior de la válvula de una capa adhesiva que no se adhiere en frío y la activación del pegado aplicando calor. Al respecto es problemático que la capa de adhesivo pueda activarse involuntariamente debido a altas temperaturas del entorno y que el material de llenado se transporte sobre la capa de adhesivo y pueda ensuciar la misma, tal que el pegado ya no sea posible correctamente.
El cierre de las válvulas exteriores, válvulas interiores y válvulas de tubo corto se ha realizado también con una soldadura por ultrasonido. Desde luego este procedimiento presupone la correspondiente configuración de la capa interior de la válvula con un material que puede soldarse.
En particular en bolsas de válvula, pero también en otras aplicaciones, existe el problema de que la aplicación de adhesivo es problemática por ejemplo tras llenar una bolsa cuando el pegado haya de lograrse en las paredes interiores de las capas de material. Se han ideado por lo tanto costosos dispositivos para poder realizar la aplicación del adhesivo por ejemplo en una válvula de bolsa tras llenar la bolsa en tales paredes interiores. Una solución a realizar con un costo razonable y que funciona bien no se ha dado a conocer al respecto.
El documento US 3, 475, 249 da a conocer la fabricación de un bloque para escribir compuesto por varias hojas de papel con hojas de calco de carbono intercaladas. La unión de las tiras orientadas una hacia otra de las distintas hojas se realiza mediante una banda lateral perforada, con la que las tiras u hojas de papel pueden transportarse como bloque de escritura de calco a través de una impresora. Para unir las hojas de la pila de hojas se transportan las bandas laterales (separables) de las hojas apiladas una sobre otra a través de dos discos giratorios, de los cuales uno presenta en su perímetro puntas cónicas, que penetran en los correspondientes segmentos de casquillos del perímetro del otro disco, cuando los discos se hacen girar en sincronismo. El segmento de casquillo está apoyado elásticamente en el correspondiente disco y puede desplazarse en pequeña medida radialmente hacia dentro. Este desplazamiento se controla mediante resaltes que van alrededor de las puntas cónicas en el otro disco. Un sistema de válvulas en el disco dotado de los casquillos se ocupa de que en cada desplazamiento de los casquillos se introduzca una cantidad predeterminada de adhesivo en el interior del casquillo. Durante el funcionamiento discurren las bandas de papel a unir y las hojas de calco pasando por entre los dos discos, con lo que las puntas cónicas atraviesan las distintas capas de la pila y las oprimen en el correspondiente casquillo. De esta manera se oprime el adhesivo existente en el casquillo desde la cara exterior de la capa superior entre los bordes de las capas con los que chocan las puntas, con lo que también llega adhesivo a los espacios intermedios entre las capas. Una parte del adhesivo permanece en la cara exterior de las capas de papel del lado de loscasquillos y forma una acumulación de adhesivo que resalta. Ésta se oprime hacia dentro del material de las capas de papel mediante un siguiente sistema de discos de yunque, con lo que queda asegurado que no queda ninguna acumulación de adhesivo que sobresalga de la cara superior de la pila de hojas. Con un tal procedimiento y una tal configuración pueden unirse entre sí las hojas de papel de la pila, pero no obstante no puede lograrse una elevada estabilidad de la unión por adhesivo.
La invención tiene por lo tanto como tarea básica posibilitar la unión entre dos capas de material flexibles de manera sencilla y estable.
Para solucionar esta tarea se caracteriza en el marco de la invención un procedimiento del tipo citado al principio porque se forma la cámara cerrada alrededor de las capas de material y porque la cámara se llena con el adhesivo tanto entre las capas de material como también fuera de las capas de material, mediante una aguja hueca con un rebaje lateral o una aguja ranurada lateralmente.
Para solucionar la citada tarea se caracteriza además un dispositivo del tipo citado al principio porque la cámara cerrada formada por las piezas perfiladas es atravesada por las capas de material, porque el sistema de agujas está formado por agujas huecas con un rebaje lateral o mediante agujas ranuradas lateralmente y porque mediante el sistema de agujas la cámara puede llenarse con adhesivo también fuera de ambas capas de material.
La presente invención posibilita la unión de las capas de material flexibles mediante una capa de adhesivo que une las superficies interiores desde la cara exterior de las capas de material, al oprimirse las capas de material aún libres de adhesivo desde sus caras exteriores una contra otra y ser atravesadas entonces de manera discontinua, introduciéndose a presión adhesivo en las zonas atravesadas, tal que el mismo llega también a las superficies interiores de las capas de material orientadas una hacia otra. La conformación de la herramienta se realiza al respecto tal que se genera preferiblemente una capa de adhesivo conexa, en particular en forma de un cordón de adhesivo. Para ello ha de elegirse una distancia adecuada de las perforaciones entre sí.
Mediante la introducción del adhesivo desde la cara exterior a través de los agujeros de perforación, se evita el problema de la aportación del adhesivo sobre las superficies interiores de la capa de material. Además se evitan los inconvenientes del manejo que resultan por ejemplo al aportar la capa de adhesivo y el subsiguiente llenado de una bolsa dotada de la capa de adhesivo. La unión correspondiente a la invención de las capas de material entre sí puede realizarse sin problemas tras llenar una bolsa, ya que el pegado y manejo de las capas de material se realiza desde la cara exterior de las capas de material.
En una forma constructiva preferente del procedimiento correspondiente a la invención, se realiza la perforación puntiforme mediante agujas huecas con un rebaje lateral, conduciéndose el adhesivo introducido a presión a través de las agujas huecas hasta el espacio intermedio entre las capas de material. Se prefiere entonces la utilización de agujas ranuradas lateralmente.
Es especialmente conveniente que las capas de material se opriman una contra otra mediante piezas perfiladas, que en la zona de la perforación forman un espacio cerrado alrededor de las capas de material, que también limita el espacio intermedio entre las capas de material... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar un producto con al menos dos capas de material flexibles (14, 15) , que se unen entre sí mediante una capa de adhesivo aplicada sobre superficies interiores de las capas de material (14, 15) orientadas una a la otra, oprimiéndose las capas de material (14, 15) una contra otra y perforándose a continuación de manera discontinua, formándose al oprimir las capas de material (14, 15) una contra otra una cámara (7) cerrada e introduciéndose a presión, a la vez que se realiza la perforación, adhesivo (16) desde al menos una cara exterior de las capas de material (14, 15) en los agujeros formados al perforar y conduciéndose entonces el adhesivo (16) hasta introducirse en el espacio intermedio entre las capas de material (14, 15) , caracterizado porque se forma la cámara (7) cerrada alrededor de las capas de material (14, 15) y porque la cámara (7) se llena con el adhesivo (16) tanto entre las capas de material (14, 15) como también fuera de las capas de material (14, 15) , mediante una aguja hueca con un rebaje lateral o una aguja (9) ranurada lateralmente.
2. Procedimiento según la reivindicación 1, caracterizado porque las capas de material (14, 15) se oprimen una contra otra mediante una primera pieza perfilada (1) y una segunda pieza perfilada (2) , que pueden moverse relativamente entre sí.
3. Procedimiento según la reivindicación 2, caracterizado porque las piezas perfiladas (1, 2) están realizadas con al menos la longitud de la capa de adhesivo a aportar y pueden moverse una respecto a otra perpendicularmente a las capas de material (14, 15) .
4. Procedimiento según la reivindicación 2, caracterizado porque las piezas perfiladas (1, 2) están configuradas sobre herramientas giratorias, entre las cuales se conducen las capas de material (14, 15) .
5. Procedimiento según una de las reivindicaciones 1 a 4 para fabricar una bolsa cerrando una abertura de llenado de la bolsa mediante la unión de capas de material (14, 15) enfrentadas entre sí en la zona de la abertura de llenado.
6. Procedimiento según la reivindicación 5 para fabricar una bolsa cerrando una abertura de llenado formada por una válvula de llenado.
7. Procedimiento según una de las reivindicaciones 1 a 6 con la formación de una capa de adhesivo con forma lineal.
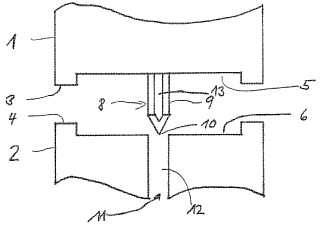
8. Dispositivo para unir dos capas de material flexibles (14, 15) mediante una capa de adhesivo (16) aplicada sobre superficies interiores de las capas de material (14, 15) orientadas una a la otra, con una primera pieza perfilada
(1) y una segunda pieza perfilada (2) para oprimir las capas de material (14, 15) una contra otra, que pueden moverse relativamente entre sí y que en situación de cerrado forman una cámara cerrada (7) , con un sistema de agujas (8) en una de las piezas perfiladas para perforar las capas de material (14, 15) y con un sistema de boquillas (11) para presionar el adhesivo (16) hacia dentro de las zonas perforadas de las capas de material (14, 15) , para introducir adhesivo (16) en el espacio intermedio entre las capas de material (14, 15) , caracterizado porque la cámara (7) cerrada formada por las piezas perfiladas (1, 2) es atravesada por las capas de material (14, 15) , porque el sistema de agujas (8) está formado por agujas huecas con un rebaje lateral o mediante agujas (9) ranuradas lateralmente y porque mediante el sistema de agujas (8) la cámara (7) puede llenarse con adhesivo (16) también fuera de ambas capas de material (14, 15) .
9. Dispositivo según la reivindicación 8, caracterizado porque el sistema de boquillas (11) impulsa el adhesivo (16) hasta dentro de los espacios huecos de las agujas (9) , con lo que el adhesivo (16) sale por un rebaje lateral.
10. Dispositivo según una de las reivindicaciones 8 ó 9, caracterizado porque el sistema de agujas (8) está dispuesto en una primera pieza perfilada (1) y el sistema de boquillas (11) en la segunda pieza perfilada (2) y porque las agujas (9) del sistema de agujas (8) se introducen en los agujeros de las boquillas (12) del sistema de boquillas (11) , cuando las piezas perfiladas (1, 2) oprimen las capas de material (14, 15) una contra otra.
11. Dispositivo según una de las reivindicaciones 8 a 10, caracterizado porque las piezas perfiladas (1, 2) son barras, que presentan al menos la longitud de la capa de adhesivo a generar y que pueden desplazarse una respecto a otra perpendicularmente respecto a las capas de material (14, 15) .
12. Dispositivo según una de las reivindicaciones 8 a 10, caracterizado porque las piezas perfiladas (1, 2) están configuradas sobre herramientas giratorias, entre las que pueden transportarse las capas de material (14, 15) .
Patentes similares o relacionadas:
Composición para adhesivo estructural, del 27 de Mayo de 2020, de Jacret: Composición utilizable en un adhesivo estructural, que comprende: (a) al menos un monómero de metacrilato (b) al menos un copolímero de bloque elastomérico […]
Composiciones de elastómeros curables con capacidad de sellado a baja temperatura, del 13 de Mayo de 2020, de Henkel IP & Holding GmbH: Una composición sellante reticulable, preparada a partir de: un oligómero elastomérico reticulable que tiene una Tg; un monómero que tiene una Tg mayor […]
Procedimiento para la puesta a disposición de espaciadores, del 26 de Febrero de 2020, de Airbus Defence and Space GmbH: Un procedimiento para la puesta a disposición de espaciadores en un componente a pegar , que comprende los siguientes pasos: - colocación […]
Procedimiento para pegar un primer compañero de pegado con un segundo compañero de pegado, así como compañeros de pegado o portacuchillas, del 1 de Enero de 2020, de VORWERK & CO. INTERHOLDING GMBH: Portacuchillas para una máquina de cocina, que comprende un árbol que está dispuesto en una cubeta de alojamiento por medio de unos cojinetes de árbol , […]
Composición que comprende nanopartículas de polímero para el control de tasas de reacción y procedimiento de fabricación, del 4 de Septiembre de 2019, de THE BOEING COMPANY: Una composición que comprende: una resina termoendurecible; caracterizada porque la composición comprende además: una pluralidad […]
Composición adhesiva de fusión en caliente y su uso, del 21 de Agosto de 2019, de Henkel IP & Holding GmbH: Un adhesivo de fusión en caliente que comprende: (a) del 5 al 40 % en peso de un (co)polímero de polipropileno-polietileno que tiene (i) un contenido […]
Adhesivo reactivo termofundible, del 7 de Agosto de 2019, de Henkel IP & Holding GmbH: Una composición adhesiva termofundible reactiva con silano que comprende: un polímero modificado con silano; 0.1% en peso a 15% en peso de cera funcional ácida basada […]
Procedimiento para la fabricación de una unión adhesiva así como dispositivo para realizar el procedimiento, del 19 de Junio de 2019, de Premium AEROTEC GmbH: Procedimiento para la fabricación de una unión adhesiva entre un primer cuerpo y un segundo cuerpo con las etapas: […]