Sistema de remoción de rebabas para la remoción mecánica de rebabas de corte en una pieza de trabajo de fundición contínua.
Un método de remoción mecánica de rebaba (10) generada durante el corte con llama autógena en la parteinferior de una pieza de trabajo de fundición continua (9) mediante un dispositivo de remoción de rebabas de acuerdocon una de las reivindicaciones 5-8 o 9-11,
que se caracteriza en que durante el transporte de la pieza de trabajoen una mesa de rodillo (8) sin detener la pieza de trabajo, los cortadores de paso (18) ya se encuentran en la posiciónde procesamiento, sin tener que rotar antes del proceso de remoción de rebabas, en el cual la posición, forma ytamaño de la rebaba (10) a remover son analizados con precisión mediante un sistema de reconocimiento (11) ubicadoal lado de la mesa de rodillos (8), compuesto por un dispositivo de medición mediante triangulación láser co10nectado a una cámara en 3D, y son controlados por computadora con precisión de manera tal que los cortadores depaso (18) son adecuadamente llevados a lugar de acuerdo a la posición, forma y tamaño de la rebaba (10), y subsiguientementelos cortadores de paso (18) golpean contra la rebaba de corte de oxígeno (10) de la pieza de trabajo(9) por la rotación del eje del cortador de paso (4, 23) y la remueven.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10153144.
Solicitante: GEGA GMBH.
Nacionalidad solicitante: Alemania.
Dirección: Robert-Bosch-Str. 3 65719 Hofheim ALEMANIA.
Inventor/es: LOTZ, HORST KARL, DEICA, ALEXANDER, BUHR, WIGBERT, RUNG,JÜRGEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D11/126 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › para su corte.
- B23D79/04 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › B23D 79/00 Métodos, máquinas o dispositivos no previstos en otro lugar, para el trabajo del metal por levantamiento de materia (por medio de operaciones combinadas B23D 81/00; fabricación de metal por acción de una fuerte concentración de corriente electrica B23H; corte por haz de electrones B23K 15/00, por rayos láser B23K 26/00; otros procedimientos mecánicos de trabajo del metal B23P; portaherramientas de máquinas-herramientas B23Q 3/00; empuñaduras o mangos de instrumentos manuales B25G). › con herramienta de corte rotativa, p. ej. para pulir las guarniciones de los palieres.
- B23K37/08 B23 […] › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › para el desbarbado.
PDF original: ES-2400059_T3.pdf
Fragmento de la descripción:
Sistema de remoción de rebabas para la remoción mecánica de rebabas de corte en una pieza de trabajo de fundición continua Campo de la invención La invención refiere a un método de acuerdo con una de las reivindicaciones 1-4 y a un sistema para la remoción mecánica de rebabas generadas durante el corte con llama autógena en el lado inferior de una pieza de trabajo de fundición continua, mediante un dispositivo de remoción de rebabas de acuerdo con una de las reivindicaciones 5-8
o 9-11.
La remoción mecánica de la rebaba se ha vuelto muy importante por el mayor uso del corte con oxígeno en unidades de fundición continua de acero para la división o corte de tiras de acero caliente en piezas de trabajo, tales como planchas, bloques o lingotes.
Durante el corte con llama mediante el uso de oxígeno, se generan rebabas más o menos grandes compuestas de una mezcla de óxidos de acero de fractura y acero duro a elástico, tanto en los bordes de corte a llama superiores como inferiores, es decir, al principio y al final de cada pieza de trabajo separada de la tira de fundición, al pasar y enfriarse las escorias de corte. Estas rebabas cuelgan parcialmente hacia abajo desde los bordes o forman gubias relativamente planas en los bordes de las piezas vecinas de las bases de las piezas de trabajo. La presencia de estas rebabas es bastante molesta durante el procesamiento posterior y durante el transporte de las piezas de trabajo.
Por lo tanto, existen diversos métodos para remover las rebabas tan pronto como sea posible después del corte por llama, y más precisamente la remoción mediante fundición o quema, biselado con soplete de oxígeno manual o una máquina de quemado a oxígeno, golpeteo o burilado manual, constricción, o cizallamiento con máquinas, provistas con algún tipo de martillo, cincel o cizalla.
Aunque el biselado con llama presenta ventajas sobre todo por una alta velocidad de remoción de rebabas, sin embargo comprende desventajas tales como la producción de humo y residuos de escoria, sin mencionar el riesgo a incendio y explosión. Esto explica la necesidad de métodos de remoción mecánica de rebabas.
El sistema de remoción mecánica de rebabas más básico presentado en el documento EP 2 401 30 A consiste de un prensado de cizallas basculantes con un borde de cizalla contra el lado inferior de la pieza de trabajo y contra la rebaba que se mueve hacia el eje de rotación. Pueden compensarse las diferencias de altura con respecto a la parte inferior de la pieza de trabajo gracias al movimiento basculante y a la rotación mediante el ajuste de la presión y la aceleración. Las deformaciones en forma de bola de la parte inferior pueden apenas emparejarse cuando se trata de rebabas planas. Una buena remoción de rebabas está, sin embargo, limitada al nivel geométrico de la parte inferior.
Una máquina con una lámina de percusión hacia adelante y atrás con un brazo que presione hacia arriba durante una alimentación continua es más costosa. Esta máquina retira mediante percusión piezas de rebaba correspondientes al tamaño de su lámina. El diseño de la ménsula de un largo considerable y el número y tipo de movimientos producen un sistema de remoción de rebaba de operación lenta que requiere mucho mantenimiento y espacio.
En un sistema de remoción de rebaba adicional de acuerdo con el documento EP 1 172 159 B1, se usa un sistema de remoción de rebaba en forma de cilindro con aros de cizalla soldados. Como la pieza de trabajo se mueve hacia adelante, el rodillo es presionado hacia arriba y los aros de cizalla se distribuyen uno cerca del otro, y en el cuerpo del rodillo se levanta la pieza de trabajo y la rebaba se remueve mediante cizalla poco a poco. De esta manera, solo un aro de cizalla puede trabajar en el rodillo, antes de que la pieza de trabajo se baje sobre el rodillo y vuelva a levantarse, y un trozo de rebaba sea retirado por el aro de cizalla siguiente. Estos métodos son extremadamente ruidosos y requieren una posición lo más precisa posible de la pieza de trabajo para una remoción de rebaba adecuada. Además, en general consume mucho tiempo.
Un sistema de remoción de rebaba particularmente rápido pero también ruidoso es el correspondiente a los documentos EP 198 768 B1, US 4 390 167 A y US 5 179 772 A, los que presentan martillos fijados a la periferia de un rodillo de rotación rápida, que retira la rebaba golpeándola en pequeños trozos en el borde inferior de la pieza de trabajo que corre hacia el rodillo, con una velocidad de impacto mayor. Las desventajas principales son el alto desgaste y la protección necesaria contra los trozos de rebaba y martillo que son despedidos, así como para el ruido, además del costo del equipamiento. Todos los métodos antes mencionados tienen la desventaja adicional de estar limitados a secciones cruzadas simples.
El sistema de remoción de rebaba más eficiente para una remoción rápida de la rebaba en una pieza de trabajo que pasa continuamente que requiere menor espacio para la mesa de rodillos es el sistema de remoción de rebabas rotativo cuyo rotor rota rápidamente y que cuenta con martillos, de acuerdo con el documento EP 198 768 B1. Pero como la rebaba muchas veces se quiebra en la pieza de trabajo por los numerosos martillos pequeños y de manera irregular con gran fuerza y velocidad, el ruido es extremadamente alto. El desgaste es desproporcionalmente alto y los martillos muchas veces se destruyen. Las rebabas entonces muchas veces se voltean hacia arriba y partes de las mismas no se remueven. El mantenimiento necesario es particularmente alto debido al intercambio o reemplazo de los pequeños martillos y la instalación reiterada de protecciones contra los residuos de rebabas o partes de martillos que se proyectan con gran fuerza.
Debido al proceso de producción térmico en una planta de fundición continua, con la existencia de altas temperaturas, el enfriamiento, el transporte de la cinta transportadora de rodillos, el proceso de corte, etc., la pieza de trabajo caliente y por lo tanto, también la rebaba a ser cortada, se dobla hacia arriba o abajo en varios milímetros. Cuando la rebaba a ser cortada debería recibir el golpe, el sistema de remoción de rebabas debe moverse a la posición superior y luego remover las rebabas. Aunque las piezas de trabajo se doblan hacia abajo, se golpea inevitablemente la parte inferior de la superficie de la pieza de trabajo, lo que genera daños que podrían ser evitados.
El documento EP 2 058 761 por otra parte presenta un método y sistema para determinar la posición tridimensional de un objeto en una situación determinada. Para lograrlo, se usan una o varias cámaras que detectan la posición del objeto en un determinado estado que luego es interpretada.
El propósito de la invención es proporcionar un método y sistema del tipo arriba mencionado, que permita el progreso regular y la remoción amortiguada de rebabas de corte con oxígeno después de cortar piezas de trabajo de acero en porciones transversales o longitudinales, tales como bloques, planchas y lingotes, de manera simple y económica debido a su diseño de producción, así como proteger la pieza de trabajo a ser limpiada de rebabas contra daños, tanto como sea posible.
El objeto de acuerdo con la invención se cumple por el método en que, durante el transporte de la pieza de trabajo en una mesa de rodillo sin detener la pieza de trabajo, los cortadores de paso ya se encuentran en la posición de procesamiento, sin tener que rotar antes del proceso de remoción de rebabas propiamente dicho, en el cual la posición, forma y tamaño de la rebaba a remover son analizados con precisión mediante un sistema de reconocimiento ubicado al lado de la mesa de rodillos, compuesto por un dispositivo de triangulación láser conectado a una cámara en 3D, y los cortadores de paso son llevados por la computadora a una posición adecuada para la posición, forma y tamaño de la rebaba, y luego los cortadores de paso golpean mediante la rotación del eje del cortador de paso contra la rebaba de oxígeno de la pieza de trabajo y remueven la misma.
De esta manera, el dispositivo de remoción de rebabas se mueve de manera variable más cerca a la parte inferior de la pieza de trabajo que acaba de ser detectada por un sistema de reconocimiento, con los pasos siguientes: -adquisición de la pieza de trabajo, un ancho de mesa de rodillo previamente, -cálculo de la desviación establecida de un valor preestablecido, -posicionamiento de un tope variable del sistema de remoción de rebabas, -ubicación del cuerpo de rotación del dispositivo de remoción de rebaba a la posición inicial exacta al alcanzar la mesa de rodillo siguiente, es decir a la parte inferior de la pieza de trabajo... [Seguir leyendo]
Reivindicaciones:
1. Un método de remoción mecánica de rebaba (10) generada durante el corte con llama autógena en la parte inferior de una pieza de trabajo de fundición continua (9) mediante un dispositivo de remoción de rebabas de acuerdo con una de las reivindicaciones 5-8 o 9-11, que se caracteriza en que durante el transporte de la pieza de trabajo en una mesa de rodillo (8) sin detener la pieza de trabajo, los cortadores de paso (18) ya se encuentran en la posición de procesamiento, sin tener que rotar antes del proceso de remoción de rebabas, en el cual la posición, forma y tamaño de la rebaba (10) a remover son analizados con precisión mediante un sistema de reconocimiento (11) ubicado al lado de la mesa de rodillos (8) , compuesto por un dispositivo de medición mediante triangulación láser conectado a una cámara en 3D, y son controlados por computadora con precisión de manera tal que los cortadores de paso (18) son adecuadamente llevados a lugar de acuerdo a la posición, forma y tamaño de la rebaba (10) , y subsiguientemente los cortadores de paso (18) golpean contra la rebaba de corte de oxígeno (10) de la pieza de trabajo (9) por la rotación del eje del cortador de paso (4, 23) y la remueven.
2. El método de la reivindicación 1, que se caracteriza en que dicho dispositivo de remoción de rebabas (1) es acercado variablemente a la parte inferior de la pieza de trabajo que acaba de ser detectada por un sistema de reconocimiento (11) , a saber, mediante los siguientes pasos: -detección de la pieza de trabajo (9) antes del ancho de la mesa de rodillo, -cálculo de la desviación establecida de un valor preestablecido, -posicionamiento de un tope variable (13) del cuerpo de rotación (12) del dispositivo de remoción de rebabas (1) , -ubicación del dispositivo de remoción de rebaba (1) a la posición inicial exacta al alcanzar el transportador de rodillo siguiente, es decir a la parte inferior de la pieza de trabajo (9) a la que se le removerá la rebaba (10) .
3. El método de la reivindicación 1, que se caracteriza en que los cortadores de paso (18) se ubican mediante un motor eléctrico, de manera hidráulica o mecánica a una distancia vertical continuamente variable hacia la rebaba
(10) o la parte inferior de la pieza de trabajo, y la posición de altura de los cortadores de paso (18) es determinada para cada ubicación y tamaño nuevos de rebaba.
4. El método de la reivindicación 1, que se caracteriza en que los cortadores de paso (18) son ubicados a una distancia vertical mediante un motor eléctrico, de manera neumática o hidráulica contra el tope variable (13) , definido en posición vertical, mediante pasos en toda la distancia de procesamiento, cuyo tope es movible mediante un motor eléctrico, de manera hidráulica o neumática.
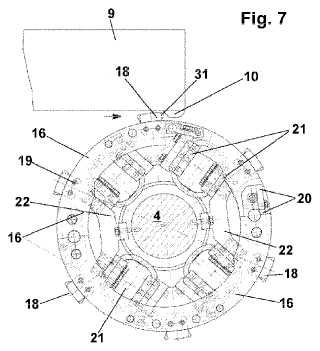
5. Un dispositivo para la remoción mecánica de rebabas (10) generadas durante el corte con llama autógena en la parte inferior de una pieza de trabajo de fundición continua (9) , mediante un número de cortadores de paso rotativos (18) dispuestos de manera circular, caracterizados en que al menos un cuerpo de rotación (12) dispuesto en un eje (4) , cuyo cuerpo consiste de dos aros circulares (17) opuestos entre sí, siempre divididos en varios segmentos de aro (16) entre los cuales los cortadores de paso (18) están dispuestos y dirigidos radialmente y hacia afuera, y un número de suspensiones de cable metálico (21) ubicadas de manera elásticamente resistente entre el eje (4) y el cuerpo de rotación (12) con un fuerza pretensada, además de a través de un tope variable (13) para limitar el movimiento del eje del cortador de paso (23) y a través de un sistema de reconocimiento (11) compuesto de un dispositivo de medición por triangulación láser conectado a una cámara de 3D.
6. El dispositivo de remoción de rebabas de acuerdo con la reivindicación 5, caracterizado en que los segmentos de aro adyacentes (16) están conectados cada uno mediante un elemento de traba (20) al aro circular (17) .
7. El dispositivo de remoción de rebabas de acuerdo con la reivindicación 5, caracterizado en que los aros circulares (17) individualmente, o solo los segmentos de aro individuales (16) premontados o cortadores de paso
(18) individuales, pueden instalarse, desinstalarse o reemplazarse independientemente uno de otro.
8. El dispositivo de remoción de rebabas de acuerdo con la reivindicación 5, caracterizado en que los aros circulares (17) que transportan los cortadores de paso (18) se aseguran contra cualquier desplazamiento axial por la suspensión de cable metálico elásticamente resistente (21) con cables metálicos (25) en forma de lazo inclinados hacia adentro y usando guías mecánicas (22) fijadas al eje (4) , de manera que todos los cortadores de paso (18) siempre presenten la misma distancia axial relativa entre ellos.
9. Un dispositivo para la remoción mecánica de rebabas (10) generadas durante el corte con llama autógena en la parte inferior de una pieza de trabajo de fundición continua (9) , mediante un número de cortadores de paso rotativos (18) dispuestos de manera circular, caracterizados en que en un eje (23) de cuatro lados, en su sección cruzada, un primer número de suspensiones de cable metálico (21) , un segundo número de suspensiones de cable metálico (21) cerca del mismo o desplazado sobre el espacio con respecto al primer número de suspensiones de cable metálico (21) y así sucesivamente, son posicionados de manera elásticamente resistente con una fuerza de pretensión establecida y se dispone un cortador de pasos (18) dirigido radialmente y hacia afuera en cada suspensión de cable metálico (21) , además de un sistema de reconocimiento (11) compuesto por un dispositivo de medición
por triangulación conectado a una cámara de 3D.
10. El dispositivo de remoción de rebabas de acuerdo con la reivindicación 9, caracterizado en que el eje (23) se diseña preferentemente como un eje de ocho lados, en el que se disponen cuatro suspensiones de cable metálico (21) con cortadores de paso (18) distribuidos de manera uniforme en la circunferencia, en cada segunda superficie del eje de ocho lados y cerca de los mismos, cuatro suspensiones de cable metálico (21) adicionales separadas en 45º en cada segunda superficie del eje de ocho lados, y así hasta que pueda alcanzarse todo el ancho de la pieza de trabajo (9) a ser limpiada de rebabas.
11. El dispositivo de remoción de rebabas de acuerdo con la reivindicación 5 o 9, caracterizado en que cada suspensión de cable metálico (21) se compone de cuatro placas de fijación (24) cada una con sus respectivas ranuras de soporte hemisféricas (26) y ranuras semicirculares hemisféricas (27) y al menos una pieza del cable (25) inserta en la misma, la cual es presionada hacia adentro y soldada en los extremos con férulas (28) , mientras que las placas de fijación (24) son provistas con rebajos (29) para las férulas (28) de los extremos del cable metálico.
12. El dispositivo de remoción de rebabas de acuerdo con una de las reivindicaciones 5-8 o 9-11, caracterizado en que la superficie de los cortadores de paso (18) presenta secciones de corte que se extienden de manera transversal a la dirección de rotación y que se afinan progresivamente hacia afuera, de manera que se forman varios bordes cortantes (30) en el cortador de paso (18) .
13. El dispositivo de remoción de rebabas de acuerdo con la reivindicación 12, caracterizado en que los bordes cortantes se dividen en varias secciones o compensan entre ellas, de manera que se forman varios bordes cortantes
(30) en el cortador de paso (18) .
14. El dispositivo de remoción de rebabas de acuerdo con la reivindicación 12 o 13, caracterizado en que los bordes del cortador de paso son provistos con un ángulo negativo (31) .
Patentes similares o relacionadas:
Aparato de desbarbado con medios de accionamiento para accionar de manera rotatoria y reversible el aparato hacia y alejándose de un lingote, del 12 de Abril de 2017, de Primetals Technologies Austria GmbH: Aparato (25, 25') para eliminar rebabas en lingotes , desplazándose dichos lingotes en una dirección hacia delante de un laminador continuo, caracterizado […]
PROCEDIMIENTO PARA LA METALIZACION LOCALIZADA., del 16 de Marzo de 2005, de AIRBUS FRANCE: Procedimiento para la metalización localizada, en su superficie, de piezas de material compuesto, del tipo que presentan su superficie recubierta con una capa (CC) […]
PROCEDIMIENTO Y DISPOSITIVO PARA MECANIZAR LA SUPERFICIE INTERIOR DE UN TUBO., del 16 de Enero de 2002, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento y dispositivo para mecanizar la superficie interior de un tubo , estando previsto alisar la superficie interior mediante fresado con una […]
Desbarbadora de barras de acero, del 6 de Mayo de 2020, de SARRALLE EQUIPOS SIDERÚRGICOS, S.L: Desbarbadora de barras de acero, destinada a incorporarse en una instalación siderúrgica de colada continua en una disposición inmediatamente […]
Dispositivo para el procesamiento posterior de piezas de trabajo soldadas a tope, en particular cintas de sierra o cuchillas de cinta, del 29 de Abril de 2020, de Ideal-Werk C. & E. Jungeblodt GmbH & Co.KG: Dispositivo para el procesamiento posterior de un cordón de soldadura (N) de una pieza de trabajo soldada a tope, en particular de una cinta de sierra (B) o de una cuchilla […]
Conjunto de cepillo conductor ajustable para la limpieza de metales, del 12 de Junio de 2019, de Ensitech IP Pty Ltd: Un conjunto de cepillo para limpiar metal que comprende: uno o más cabezales de cepillo , comprendiendo cada cabezal del cepillo un haz […]
Sistema y método de corte de acero, del 5 de Julio de 2017, de EDW.C. LEVY CO: Un sistema de corte de metal, que comprende: un soplete de corte para cortar una plancha de metal; un alojamiento acoplado al soplete […]
DISPOSITIVO PARA LA ELIMINACIÓN DE REBABAS PRODUCIDAS DURANTE UN PROCESO DE CORTE POR OXICORTE DE PALANQUILLAS, del 8 de Diciembre de 2016, de GLOBAL STEEL WIRE, S.A: Dispositivo para la eliminación de rebabas producidas durante un proceso de corte por oxicorte de palanquillas (A), que comprende un cuerpo de oxicorte en […]