DISPOSITIVO PARA EL DESBARBADO DE UNA BARRA DE METAL CORTADA A LO LARGO MEDIANTE UN CORTE CON SOPLETE, CON HERRAMIENTAS DE CEPILLADO.
Dispositivo para el desbarbado de una barra de metal (1) cortada a lo largo mediante un corte a soplete,
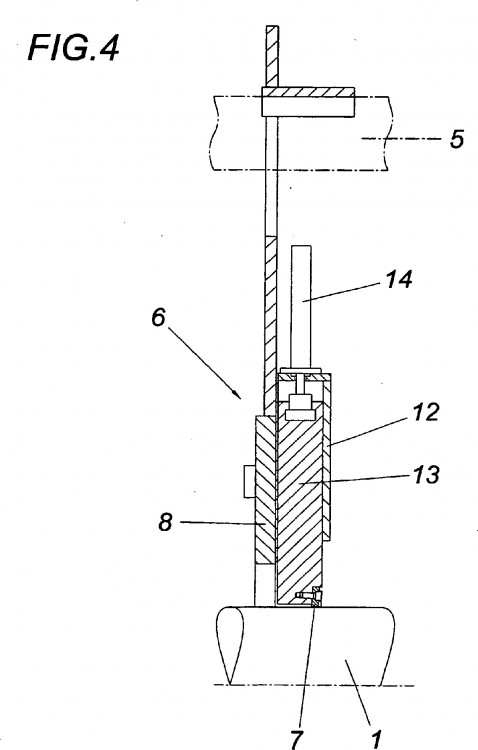
con herramientas de cepillado (7) que se encuentran montadas en un soporte (6) de manera que se puedan regular en cada caso transversalmente a la barra de metal (1), y con un dispositivo de accionamiento para un movimiento de avance relativo de las herramientas de cepillado (7), en relación con la barra de metal (1) cortada a lo largo, caracterizado porque el soporte de forma anular (6) comprende, al menos, dos juegos dispuestos uno detrás de otro en el sentido longitudinal de la barra de metal (1) cortada a lo largo, de las herramientas de cepillado (7) regulables radialmente en relación con la barra de metal (1) cortada a lo largo, que se encuentran alternadas entre sí en espacios, en forma de juegos, y que el dispositivo presenta un dispositivo de accionamiento de avance (16) del cilindro de ajuste, en donde el dispositivo de accionamiento de avance (16) presenta un punzón (15), que se extiende en el sentido de la barra de metal (1), y que actúa sobre la superficie frontal del extremo (18) a desbarbar de la barra de metal (1) cortada a lo largo, para la barra de metal (1) cortada a lo largo que hace tope contra el punzón (15) mediante el soporte de forma anular (6)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07450245.
Solicitante: FRAMAG INDUSTRIEANLAGENBAU GMBH.
Nacionalidad solicitante: Austria.
Dirección: NEUKIRCHNERSTRASSE 9 4873 FRANKENBURG AUSTRIA.
Inventor/es: Engel,Hans-Jürgen,Dipl.-Ing, Maly,Wolfgang,Dipl.-Ing.
Fecha de Publicación: .
Fecha Solicitud PCT: 27 de Diciembre de 2007.
Clasificación Internacional de Patentes:
- B22D11/126D
- B23D79/02B
- B23K37/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › para el desbarbado.
- B23K7/10 B23K […] › B23K 7/00 Corte, quitado de defectos superficiales o despulido, por el calentamiento a la llama. › Dispositivos auxiliares, p. ej. para guiar o soportar el soplete (medios de guiado aplicables a otras máquinas para el trabajo de metales B23Q).
Clasificación PCT:
- B22D11/126 B […] › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › para su corte.
- B23B5/16 B23 […] › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 5/00 Máquinas o dispositivos para tornear especialmente concebidos para realizar un trabajo particular; Accesorios correspondientes especialmente concebidos con este fin. › para biselar, achaflanar, o desbarbar las extremidades de barras o tubos.
- B23D79/02 B23 […] › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › B23D 79/00 Métodos, máquinas o dispositivos no previstos en otro lugar, para el trabajo del metal por levantamiento de materia (por medio de operaciones combinadas B23D 81/00; fabricación de metal por acción de una fuerte concentración de corriente electrica B23H; corte por haz de electrones B23K 15/00, por rayos láser B23K 26/00; otros procedimientos mecánicos de trabajo del metal B23P; portaherramientas de máquinas-herramientas B23Q 3/00; empuñaduras o mangos de instrumentos manuales B25G). › Máquinas o dispositivos de raspado (máquinas de tornear para biselar, achaflanar o desbarbar las extremidades de las barras o de los tubos B23B 5/16; limpieza o descascarillado de los lingotes por fresado B23C 3/14).
- B23K37/08 B23K 37/00 […] › para el desbarbado.
- B23K7/10 B23K 7/00 […] › Dispositivos auxiliares, p. ej. para guiar o soportar el soplete (medios de guiado aplicables a otras máquinas para el trabajo de metales B23Q).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359095_T3.pdf
Fragmento de la descripción:
La presente invención hace referencia a un dispositivo para el desbarbado de una barra de metal cortada a lo largo mediante un corte con soplete, de acuerdo con el concepto general de la reivindicación 1 (véase, por ejemplo, EP 0 671 230 A1).
En el corte a lo largo de, por ejemplo, barras de metal fabricadas mediante colada continua, realizado mediante un corte con soplete, se produce una rebaba de corte en el lado de salida de la llama, que interfiere en el procesamiento posterior de las barras de metal cortadas a lo largo, y por consiguiente, se retira. Para dicho fin, en el caso de desbastes planos, es decir, de barras de metal con un corte transversal esencialmente rectangular, se conoce (DE 30 37 320 C2) la disposición transversal al sentido longitudinal de los desbastes planos de una pluralidad de herramientas de cepillado, en un carro que se puede desplazar en el sentido longitudinal de los desbastes planos, y el ajuste en cada caso a la superficie inferior del desbaste plano que presenta la rebaba de corte, para accionar por presión el carro mediante un dispositivo de accionamiento de avance, después del ajuste de las herramientas de cepillado en los desbastes planos, en el exterior de la rebaba de corte, y para desgastar con desprendimiento de viruta la rebaba de corte en correspondencia con el ajuste de las herramientas de cepillado. El empleo de dicho dispositivo conocido para el desbarbado de desbastes planos, sin embargo, no resulta apropiado para el desbarbado de palanquillas que se obtienen mediante el corte a lo largo de barras de metal con sección circular.
En otro dispositivo conocido para el desbarbado de una barra de metal cortada a lo largo mediante un corte con soplete (EP 0 671 230 A1), las herramientas de cepillado se proveen sobre cuerpos de émbolo, que se encuentran dispuestos de manera radialmente desplazable en un cuerpo de cilindro tubular en común, y se accionan por presión, con la ayuda de aire comprimido, para garantizar un ajuste de las herramientas de cepillado a la barra de metal, ante una fuerza predeterminada. Además, el ajuste de las herramientas de cepillado se realiza mediante un desplazamiento radial del cuerpo de cilindro que se extiende paralelo al eje de la barra, en donde en el momento en que las herramientas de cepillado hacen tope en la barra de metal, dichas herramientas se insertan desde una posición inicial limitada con el tope, en contra de la presión de carga en el cuerpo de cilindro. Mediante una adaptación del cuerpo de cilindro hueco a una superficie periférica de una palanquilla con sección circular, por ejemplo, mediante un recorrido helicoidal del cuerpo de cilindro en relación con el eje de la palanquilla, se pueden desbarbar también palanquillas con sección circular, a saber, para una pluralidad de dimensiones de diámetros adyacentes, en el caso que cada cuerpo de émbolo se encuentre dispuesto en sentido circunferencial, apartados entre sí de manera axial uno detrás de otro. Sin embargo, los costes de construcción resultan una desventaja, debido al ajuste necesario del cuerpo de cilindro, particularmente cuando se deben proveer dos cuerpos de cilindro enfrentados entre sí, en relación con la palanquilla a desbarbar. A pesar de la disposición de dos cuerpos de cilindro, en cada caso con un juego de cuerpos de émbolo que portan herramientas de cepillado, no se puede logra un procesamiento uniforme de la periferia de la palanquilla.
Por consiguiente, el objeto de la presente invención consiste en diseñar un dispositivo para el desbarbado de una barra de metal cortada a lo largo mediante un corte con soplete, de manera que se logren condiciones de construcción ventajosas para el desgaste de la rebaba de corte de las barras de metal cortadas a lo largo, con sección circular.
En la reivindicación 1 se define un dispositivo conforme a la presente invención.
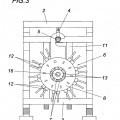
La disposición de dos juegos de herramientas de cepillado apartadas entre sí en un espacio, que se pueden regular radialmente en relación con la barra de metal cortada a lo largo, ofrece una opción simple para desbarbar completamente barras de metal de diferentes diámetros cortadas a lo largo, dado que mediante el desplazamiento recíproco de los juegos de herramientas de cepillado dispuestos uno detrás de otro, en el sentido longitudinal de las barras de metal, en el caso de una superposición correspondiente de las herramientas de cepillado apartadas entre sí, se regula una sucesión de cortes de cada herramienta de cepillado, que encierran la circunferencia, ante diferentes diámetros de barra. Sin embargo, para dicho fin resulta necesario un soporte de forma anular, que envuelva la barra de metal a desbarbar, para las herramientas de cepillado que, en comparación con el soporte fijo, se pueden regular en cada caso radialmente en relación con la barra de metal cortada a lo largo. Por otra parte, los juegos de herramientas radiales representan una condición ventajosa para un desbarbado completo de la barra de metal cortada a lo largo, aún sin conocer la situación periférica de la rebaba de corte. Para dicho fin, las herramientas de cepillado de los juegos de herramientas se deben distribuir simplemente sobre de toda la periferia.
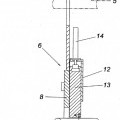
El avance para el desbarbado de la barra de metal cortada a lo largo, se puede lograr mediante un método de sujeción, en relación con la barra de metal sujetada de manera fija. Conforme a la presente invención, el dispositivo de accionamiento de avance presenta un punzón que se extiende en el sentido de la barra de metal, y que actúa sobre la superficie frontal del extremo a desbarbar de la barra de metal cortada a lo largo, para la barra de metal cortada a lo largo que hace tope contra el punzón mediante el soporte de forma anular. El punzón desplaza, en un accionamiento por presión correspondiente, la barra de metal en relación con las herramientas de cepillado ajustadas a la barra de metal, mientras que se realiza un desgaste de la rebaba de corte mediante el soporte de forma anular. Por lo tanto, no se requiere de una sujeción adicional apropiada para corte, de la barra de metal cortada a lo largo, ni ningún dispositivo de accionamiento del soporte. La vía de rodillos que se provee para la transportación en el ingreso y la salida de las barras de metal a desbarbar, se puede utilizar, de manera ventajosa, como guía de la barra de metal durante el movimiento de avance mediante el punzón.
En el caso que el punzón se accione por presión con la ayuda de un cilindro de ajuste, dicho punzón puede servir también como tope de freno para las barras de metal transportadas para el ingreso a través de la vía de rodillos, que se transportan a través del soporte de forma anular, con su extremo a desbarbar contra el punzón, y que se frenan mediante dicho punzón, con el fin de, después del ajuste de las herramientas de cepillado a la respectiva barra de metal, en el exterior de su rebaba de corte, someter a la barra de metal a un avance para el desbarbado, con la ayuda del punzón en sentido contrario al transporte de ingreso, y de descargar nuevamente del dispositivo.
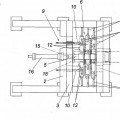
En relación con la disposición de las herramientas de cepillado, se obtienen condiciones de construcción particularmente simples, en el caso que el soporte presente, al menos, dos anillos de sujeción para un juego de herramientas de cepillado en cada caso, dado que en este caso los anillos de sujeción se pueden diseñar en correspondencia con las herramientas de cepillado. Sólo se debe procurar un desplazamiento angular correspondiente de los anillos de sujeción, para obtener una corona cerrada de herramientas de cepillado, en sentido circunferencial. En el caso de dos anillos de sujeción, en una distribución uniforme de las herramientas de cepillado, el ángulo de desplazamiento entre ambos anillos de sujeción, corresponde a la distancia angular media entre dos herramientas de cepillado adyacentes de un juego de herramientas de cepillado. Con la cantidad de anillos de sujeción, se reduce correspondientemente el ángulo de desplazamiento.
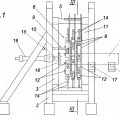
Para la fijación recíproca de los anillos de sujeción, se puede proveer un dispositivo tensor axial que inmovilice los anillos de sujeción en un contracojinete. En el caso que dicho contracojinete pertenezca a un carro desplazable en altura en un bastidor, el dispositivo se puede adaptar, de manera simple mediante un desplazamiento del carro, a diferentes diámetros de las barras de metal transportadas sobre una vía de rodillos fija. La orientación de los anillos de sujeción en relación con el eje de la barra, que se desplaza en altura con el diámetro de la barra debido al soporte de apoyo fijo de la barra, no precisa ser particularmente... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para el desbarbado de una barra de metal (1) cortada a lo largo mediante un corte a soplete, con herramientas de cepillado (7) que se encuentran montadas en un soporte (6) de manera que se puedan regular en cada caso transversalmente a la barra de metal (1), y con un dispositivo de accionamiento para un movimiento de 5 avance relativo de las herramientas de cepillado (7), en relación con la barra de metal (1) cortada a lo largo, caracterizado porque el soporte de forma anular (6) comprende, al menos, dos juegos dispuestos uno detrás de otro en el sentido longitudinal de la barra de metal (1) cortada a lo largo, de las herramientas de cepillado (7) regulables radialmente en relación con la barra de metal (1) cortada a lo largo, que se encuentran alternadas entre sí en espacios, en forma de juegos, y que el dispositivo presenta un dispositivo de accionamiento de avance (16) del cilindro de ajuste, en donde el dispositivo de accionamiento de avance (16) presenta un punzón (15), que se extiende en el sentido de la barra de metal (1), y que actúa sobre la superficie frontal del extremo (18) a desbarbar de la barra de metal (1) cortada a lo largo, para la barra de metal (1) cortada a lo largo que hace tope contra el punzón (15) mediante el soporte de forma anular (6).
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque el punzón (15) que se puede accionar por presión, con la ayuda de un cilindro de ajuste (16), conforma un tope de freno para la barra de metal (1) cortada a lo largo.
3. Dispositivo de acuerdo con una de las reivindicaciones 1 ó 2, caracterizado porque el soporte (6) presenta, al menos, dos anillos de sujeción (8) para un juego de herramientas de cepillado (7) en cada caso.
4. Dispositivo de acuerdo con la reivindicación 3, caracterizado porque los anillos de sujeción (8) se pueden
20 inmovilizar con la ayuda de un dispositivo tensor axial (9) en un contracojinete (11) de un carro (3) que se puede regular en altura en un bastidor (2).
Patentes similares o relacionadas:
Desbarbadora de barras de acero, del 6 de Mayo de 2020, de SARRALLE EQUIPOS SIDERÚRGICOS, S.L: Desbarbadora de barras de acero, destinada a incorporarse en una instalación siderúrgica de colada continua en una disposición inmediatamente […]
Sistema y método para procesar una pieza de trabajo, del 8 de Febrero de 2019, de PEDDINGHAUS CORPORATION (100.0%): Un sistema para procesar una pieza de trabajo , comprendiendo dicho sistema : (A) una superficie de soporte para soportar una pieza […]
Sistema y método para el mecanizado térmico de una pieza a trabajar mediante el uso de un soplete de plasma o de un soplete de oxifuel para el montaje intercambiable en un receptáculo del quemador, del 16 de Noviembre de 2018, de Messer Cutting Systems Inc: Un sistema para el mecanizado térmico de una pieza a trabajar , que comprende: Un cuerpo de soplete con un primer extremo axial […]
Aparato de corte con una placa en la que están montados dos sopletes, del 23 de Agosto de 2017, de PEDDINGHAUS CORPORATION (100.0%): Un aparato para cortar una pieza de trabajo que comprende: un bastidor de soporte principal ; una placa de montaje de soplete montada en dicho bastidor de […]
Uso de un gas combustible, del 17 de Mayo de 2017, de Iwatani Corporation: Uso de un gas combustible como gas de combustión para reducir la rugosidad superficial de la superficie de corte en el corte con gas de un acero, comprendiendo dicho gas combustible […]
Aparato y procedimiento para cortar piezas de trabajo, del 29 de Marzo de 2017, de HGG Profiling Equipment B.V: Un aparato para cortar piezas de trabajo (W), en particular, piezas de trabajo (W) alargadas, tales como elementos tubulares y vigas, aparato que comprende un soporte […]
DISPOSITIVO PARA LA ELIMINACIÓN DE REBABAS PRODUCIDAS DURANTE UN PROCESO DE CORTE POR OXICORTE DE PALANQUILLAS, del 8 de Diciembre de 2016, de GLOBAL STEEL WIRE, S.A: Dispositivo para la eliminación de rebabas producidas durante un proceso de corte por oxicorte de palanquillas (A), que comprende un cuerpo de oxicorte en […]
Dispositivo para el tratamiento térmico de una pieza de trabajo, del 8 de Abril de 2015, de Messer Cutting Systems GmbH (100.0%): Dispositivo para el tratamiento térmico de una pieza de trabajo con una herramienta de tratamiento térmico regulable perpendicularmente con respecto a la superficie […]