DISPOSITIVO PARA QUITAR REBABAS DE CORTE CON OXIGENO EN LAS PIEZAS.
Dispositivo para quitar rebabas de corte con oxígeno en piezas fundidas (2),
principalmente bloques y palanquillas de acero, para una máquina de oxicorte de barras (1) en o después de una instalación de colada continua (3) con al menos una vía de rodillos (5) sobre la cual se desplaza una barra de fundición (4) a cortar mediante un soplete de corte en las piezas (2) y una traviesa que cruza (7) la vía de rodillos (5) o barra de fundición (4) con un brazo móvil (13); sobre este brazo hay al menos un carro de oxicorte (11) que puede desplazarse en el sentido del movimiento de la barra de fundición (4) con un soplete de corte (15) que se desplaza verticalmente y un soplete para eliminación de rebabas (26);en ello, el soplete para eliminación de rebabas (26), estando junto o separado del soplete de corte (15), se conduce simultáneamente a lo largo de la superficie de corte (29) de la pieza (2) en la dirección del movimiento del soplete de corte (15) durante todo el proceso; el soplete para eliminación de rebabas (26) y el soplete de corte (15) están unidos en forma mecánica con el soporte del soplete (25) mediante al menos una horquilla de apriete (30) que puede ponerse en contacto con la barra de fundición (4) caracterizado porque el soplete de corte (15) de la máquina de oxicorte (1), el soplete para eliminación de rebabas (26) y las horquillas de apriete (30) están fijados a un soporte de soplete (25) y unidos mecánicamente entre sí mediante vías de transporte (27) y rodillos transportadores (28) sobre los cuales los sopletes (15 y 26) pueden desplazarse en dirección horizontal y vertical y las horquillas de apriete (30) pueden girarse en torno a su eje vertical y porque los lados (31 y 32) de la horquilla de apriete (30) tienen forma preferentemente ovalada en el corte transversal y presentan al menos una arista cortante en forma de ángulo agudo, mientras que ambas aristas cortantes de ambos lados (31 y 32) están orientadas en sentido opuesto entre sí
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07016963.
Solicitante: AUTE AG GESELLSCHAFT FUR AUTOGENE TECHNIK.
Nacionalidad solicitante: Suiza.
Dirección: CHAMPS-VOLANTS 2, CASE POSTALE 38,2068 HAUTERIVE.
Inventor/es: LOTZ,HORTS K.
Fecha de Publicación: .
Fecha Solicitud PCT: 30 de Agosto de 2007.
Fecha Concesión Europea: 28 de Abril de 2010.
Clasificación Internacional de Patentes:
- B22D11/126D
- B23K37/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › para el desbarbado.
Clasificación PCT:
- B22D11/126 B […] › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › para su corte.
- B23K37/08 B23K 37/00 […] › para el desbarbado.
- B23K7/00 B23K […] › Corte, quitado de defectos superficiales o despulido, por el calentamiento a la llama.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Dispositivo para quitar rebabas de corte con oxígeno en las piezas.
Se trata de un dispositivo para quitar rebabas de oxicorte, principalmente en palanquillas y bloques de acero, para máquinas de oxicorte de barras colocadas en o después de una instalación de colada continua con al menos una vía de rodillos sobre la que se traslada una barra de fundición a cortar en piezas mediante un oxicorte y una traviesa que cruza la vía de rodillos o barra de fundición. Esta traviesa tiene un brazo móvil en el que hay colocado al menos un carro de oxicorte, que puede trasladarse en el sentido del movimiento de la barra de fundición, con un soplete de corte que se desplaza verticalmente y un soplete para eliminación de rebabas. Este tipo de dispositivo es conocido por la US 6 334 906 B1.
Para su mecanizado posterior, las barras de acero coladas en instalaciones de colada continua deben dividirse en trozos transportables y con un largo adecuado al producto final. Estos bloques y palanquillas, por lo general calientes, normalmente se cortan con un soplete de oxicorte en una máquina de oxicorte de barras. En este tipo de máquinas de oxicorte, el chorro de corte de oxígeno del soplete de corte transforma el acero, llevado a temperatura de inflamación, en una escoria de óxido que se escurre, produciendo así una separación de bordes que, con el movimiento, se transforma en un corte.
En una instalación de colada continua con una o varias barras de fundición, las barras de fundición circulan sobre vías de rodillos que se desplazan paralelas entre sí en el sentido del movimiento. La máquina de oxicorte tiene una traviesa con brazo alineado en forma transversal sobre las vías de rodillos. En el brazo hay al menos un carro de oxicorte con soplete de corte y boquilla, con los cuales las barras de fundición se cortan en bloques o palanquillas.
Con el aumento de instalaciones de colada continua de acero a nivel mundial y el uso creciente del oxicorte para dividir o cortar en forma longitudinal barras de fundición y para mejorar las instalaciones existentes, el desbarbado mecánico, es decir la eliminación de rebabas de corte con oxígeno de los cantos de bloques y palanquillas y la eliminación de las perlas de oxicorte normalmente situadas en los cantos superior e inferior y también frecuentemente en los cantos laterales, de ser posible inmediatamente después del corte transversal o longitudinal, adquiere cada vez más importancia.
Normalmente, el soplete de corte de una máquina o carro de oxicorte de una instalación de colada continua se mueve en forma horizontal con una llama o chorro de corte dirigidos desde arriba hacia abajo o en curva por encima y en torno a un punto anguloso inferior de la pieza. En primer lugar, durante el proceso de corte se produce poca rebaba de corte en la pieza que, en estado de fundición, se escurre hacia abajo. Sin embargo, el material que se escurre hacia abajo hasta el final del proceso de corte forma un bloque grueso, es decir, una rebaba de corte que debe quitarse por golpes con un desbarbador.
Para lograr un alto rendimiento en la producción es indispensable contar con desbarbadores rentables, seguros, de fácil mantenimiento y de fácil montaje posterior capaces de producir con grandes tasas de desbarbado. Sin embargo, de momento hay una gran cantidad de desbarbadores que trabajan bien pero que dejan mucho que desear en relación a costes, tasas de desbarbado, esfuerzos de mantenimiento, un lugar de emplazamiento ventajoso en el proceso de producción y, principalmente, en cuanto a riesgos de lesiones y niveles de ruido altos.
En todos los modelos conocidos de desbarbadores (por ejemplo de los EP 463 201 A1, EP 671 230 B1, EP 672 487 B1, EP 947 264 A2 y EP 1 172 159 A1) rigen los siguientes principios de desbarbado para las piezas y defectos esenciales correspondientes:
Las piezas están fijas y las rebabas delantera o trasera que se han de eliminar de la pieza están situadas por encima del desbarbador. Por este motivo, éstas son desbarbadas por la vía de rodillos, los rodillos de arrastre o el dispositivo de empuje.
Las piezas a desbarbar están fijas y las rebabas de corte con oxígeno delantera o trasera que se han de eliminar de la pieza están situadas por encima del desbarbador. Por este motivo, éstas se desbarban mediante el giro de su tambor contra la pieza fijada. Los desbarbadores tienen bloques de cizallado redondos, y a veces también elásticos, distribuidos en todo su perímetro El pesado tambor se presiona desde abajo contra la pieza en forma hidráulica y gira con mucha fuerza para quebrar las rebabas de corte. Girando y plegando hacia arriba parcialmente las calidades tenaces de acero, a los costes altos se le suman bajas tasas de desbarbado con grandes esfuerzos de posicionamiento.
En otros procesos de desbarbado, las piezas se mueven a la velocidad de trabajo o transporte sobre una vía de rodillos y las rebabas de corte con oxígeno delantera y trasera se eliminan de la pieza empujando el desbarbador hacia adelante y luego en sentido contrario.
La pieza se mueve a la velocidad de trabajo o transporte sobre una vía de rodillos y las rebabas de corte con oxígeno delantera y trasera se quitan de la pieza por golpes, girando un rotor del desbarbador hacia adelante y luego en sentido contrario. Para el desbarbado, los desbarbadores emplean pequeños martillos articulados distribuidos en todo el perímetro y en toda la longitud del rotor que, con el rotor a gran velocidades, se posicionan mediante fuerza centrífuga y, de este modo, quitan por golpes de a pequeños trocitos la rebaba de corte con oxígeno que pasa por encima. Las grandes revoluciones necesarias producen fuerzas centrífugas altas que generan un peligroso vuelo de restos de rebaba por los alrededores o hacen necesaria la implementación de costosos sistemas de protección de la máquina.
Otros desbarbadores fijos o móviles, están provistos de listones de corte rectos y horizontales o de bloques de cizallado cuadrados o redondos colocados unos junto a otros que, en ocasiones, también pueden subirse y bajarse en forma elástica.
En estos desbarbadores el esfuerzo de mantenimiento y de recambio de piezas es muy alto y las tasas de desbarbado no son satisfactorias.
Con otro principio de desbarbado, la rebaba de corte de una pieza que se encuentra a temperatura de inflamación se elimina al final del proceso de corte soplando con un aparato adicional. Este aparato puede ser un soplete para eliminación de rebabas que quita la rebaba de corte soplando con gas de oxígeno. De este modo, recién al final del proceso de corte el soplete para eliminación de rebabas se ocupa de que la rebaba sea pequeña o de que directamente no haya. Las escorias de rebaba, cascarillas y residuos de corte se eliminan soplando contra la placa protectora. Esta placa protectora puede rociarse con agua para enfriar y arrastrar tanto a la placa como a la escoria.
El objetivo de la invención es crear un proceso para oxicorte de piezas fundidas y un dispositivo para quitar rebabas del corte con oxígeno para el tipo de máquina de oxicorte de barras nombrada al comienzo, con la cual pueda mejorarse sustancialmente el proceso de oxicorte de una barra de fundición para formar piezas y que el mismo pueda realizarse en forma más económica.
De acuerdo a la invención, la tarea del dispositivo utilizado se resuelve haciendo que el soplete de la máquina de oxicorte y el soplete para eliminación de rebabas estén fijados al soporte del soplete y unidos mecánicamente. Así, el soplete para eliminación de rebabas (estando junto o separado del soplete de corte) se conduce simultáneamente a lo largo de la superficie de corte de la pieza en la dirección del movimiento del soplete de corte durante todo el proceso.
Esto ofrece muchas variantes para el ajuste y uso del soplete de corte y del soplete para eliminación de rebabas durante el proceso de corte y eliminación de escorias por soplado.
La pieza central es el soporte del soplete en el que están unidos en forma mecánica el soplete de corte y el soplete para eliminación de rebabas.
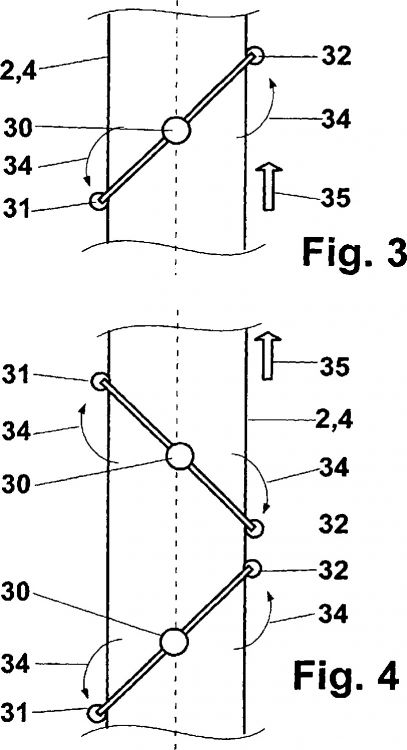
El soplete para eliminación de rebabas y el soplete de corte están unidos en forma mecánica y rígida con el soporte del soplete mediante al menos una horquilla de apriete que puede ponerse en contacto con la barra de fundición a cortar y puede girar en torno a su eje vertical. Así, los 2 lados de la horquilla de apriete orientados hacia abajo están a una distancia entre sí mayor que el grosor de la barra de fundición. Además, los dos lados pueden colocarse sobre...
Reivindicaciones:
1. Dispositivo para quitar rebabas de corte con oxígeno en piezas fundidas (2), principalmente bloques y palanquillas de acero, para una máquina de oxicorte de barras (1) en o después de una instalación de colada continua (3) con al menos una vía de rodillos (5) sobre la cual se desplaza una barra de fundición (4) a cortar mediante un soplete de corte en las piezas (2) y una traviesa que cruza (7) la vía de rodillos (5) o barra de fundición (4) con un brazo móvil (13); sobre este brazo hay al menos un carro de oxicorte (11) que puede desplazarse en el sentido del movimiento de la barra de fundición (4) con un soplete de corte (15) que se desplaza verticalmente y un soplete para eliminación de rebabas (26);en ello, el soplete para eliminación de rebabas (26), estando junto o separado del soplete de corte (15), se conduce simultáneamente a lo largo de la superficie de corte (29) de la pieza (2) en la dirección del movimiento del soplete de corte (15) durante todo el proceso; el soplete para eliminación de rebabas (26) y el soplete de corte (15) están unidos en forma mecánica con el soporte del soplete (25) mediante al menos una horquilla de apriete (30) que puede ponerse en contacto con la barra de fundición (4) caracterizado porque el soplete de corte (15) de la máquina de oxicorte (1), el soplete para eliminación de rebabas (26) y las horquillas de apriete (30) están fijados a un soporte de soplete (25) y unidos mecánicamente entre sí mediante vías de transporte (27) y rodillos transportadores (28) sobre los cuales los sopletes (15 y 26) pueden desplazarse en dirección horizontal y vertical y las horquillas de apriete (30) pueden girarse en torno a su eje vertical y porque los lados (31 y 32) de la horquilla de apriete (30) tienen forma preferentemente ovalada en el corte transversal y presentan al menos una arista cortante en forma de ángulo agudo, mientras que ambas aristas cortantes de ambos lados (31 y 32) están orientadas en sentido opuesto entre sí.
2. Instalación según reivindicación 1, caracterizada porque los dos lados (31 y 32) de la horquilla de apriete (30) están orientados hacia abajo y a una distancia entre sí mayor que el grosor de la barra de fundición; los dos lados pueden colocarse sobre cada lado de la barra de fundición (4) en forma alternada en unión continua y/o no positiva.
3. Instalación según reivindicación 1, caracterizada porque sobre el soporte del soplete (25) hay dos horquillas de apriete (30) colocadas en forma opuesta entre sí, cuyos lados (31 y 32) pueden colocarse sobre cada lado de la barra de fundición (4) en forma alternada en unión continua y/o no positiva.
4. Instalación según reivindicación 1 y 2, caracterizada porque el soplete de corte (15), el soplete para eliminación de rebabas (26) y la horquilla de apriete (30) sobre el soporte del soplete (25) pueden desplazarse en dirección vertical y horizontal.
5. Instalación según reivindicación 1, caracterizada porque el soplete de corte (15), el soplete para la eliminación de rebabas (26) y la horquilla de apriete (30) pueden accionarse en forma magnética, motriz, hidráulica o neumática.
6. Instalación según reivindicación 1, caracterizada porque en el área de la llama (38) del soplete para eliminación de rebabas (26) hay colocada una placa protectora (39) para el rebote de la escoria 40 producida por la pieza (2).
7. Instalación según reivindicación 6, caracterizada porque la placa protectora (39) posee rociado con agua.
Patentes similares o relacionadas:
Desbarbadora de barras de acero, del 6 de Mayo de 2020, de SARRALLE EQUIPOS SIDERÚRGICOS, S.L: Desbarbadora de barras de acero, destinada a incorporarse en una instalación siderúrgica de colada continua en una disposición inmediatamente […]
Dispositivo para el procesamiento posterior de piezas de trabajo soldadas a tope, en particular cintas de sierra o cuchillas de cinta, del 29 de Abril de 2020, de Ideal-Werk C. & E. Jungeblodt GmbH & Co.KG: Dispositivo para el procesamiento posterior de un cordón de soldadura (N) de una pieza de trabajo soldada a tope, en particular de una cinta de sierra (B) o de una cuchilla […]
Conjunto de cepillo conductor ajustable para la limpieza de metales, del 12 de Junio de 2019, de Ensitech IP Pty Ltd: Un conjunto de cepillo para limpiar metal que comprende: uno o más cabezales de cepillo , comprendiendo cada cabezal del cepillo un haz […]
Sistema y método de corte de acero, del 5 de Julio de 2017, de EDW.C. LEVY CO: Un sistema de corte de metal, que comprende: un soplete de corte para cortar una plancha de metal; un alojamiento acoplado al soplete […]
Aparato de desbarbado con medios de accionamiento para accionar de manera rotatoria y reversible el aparato hacia y alejándose de un lingote, del 12 de Abril de 2017, de Primetals Technologies Austria GmbH: Aparato (25, 25') para eliminar rebabas en lingotes , desplazándose dichos lingotes en una dirección hacia delante de un laminador continuo, caracterizado […]
DISPOSITIVO PARA LA ELIMINACIÓN DE REBABAS PRODUCIDAS DURANTE UN PROCESO DE CORTE POR OXICORTE DE PALANQUILLAS, del 8 de Diciembre de 2016, de GLOBAL STEEL WIRE, S.A: Dispositivo para la eliminación de rebabas producidas durante un proceso de corte por oxicorte de palanquillas (A), que comprende un cuerpo de oxicorte en […]
 Disposición hidráulica de penetración de tubos y grupo constructivo para la misma, del 24 de Febrero de 2016, de Ernst Blissenbach GmbH: Disposición de penetración de tubos para sistemas de desbarbado interior de tubos que está destinada a unirse con un impedidor y/o una barra […]
Disposición hidráulica de penetración de tubos y grupo constructivo para la misma, del 24 de Febrero de 2016, de Ernst Blissenbach GmbH: Disposición de penetración de tubos para sistemas de desbarbado interior de tubos que está destinada a unirse con un impedidor y/o una barra […]
 Sistema de remoción de rebabas para la remoción mecánica de rebabas de corte en una pieza de trabajo de fundición contínua, del 5 de Abril de 2013, de GEGA GMBH: Un método de remoción mecánica de rebaba generada durante el corte con llama autógena en la parteinferior de una pieza de trabajo de fundición […]
Sistema de remoción de rebabas para la remoción mecánica de rebabas de corte en una pieza de trabajo de fundición contínua, del 5 de Abril de 2013, de GEGA GMBH: Un método de remoción mecánica de rebaba generada durante el corte con llama autógena en la parteinferior de una pieza de trabajo de fundición […]