Sistema de moldeo y encaje.
Sistema de moldeo y de encaje (100) de una primera pieza (204) y de una segunda pieza (206) por ejemplo del tipo opérculo y cuerpo de un tapón,
comprendiendo el sistema de moldeo y de encaje (100) lo siguiente:
• dos rieles de guía (102) que se extienden en forma paralela a una primera dirección,
• para cada riel de guía (102), un carro (108) montado móvil en traslación en el riel de guía (102),
• una serie de primeras matrices (120), estando cada primera matriz (120) destinada a moldear una de las primeras piezas (204),
• una serie de segundas matrices (116), estando cada segunda matriz destinada a moldear una de las segundas piezas (206),
• estando el sistema de moldeo y de encaje (100) caracterizado porque comprende además:
• para cada carro(108) un portador de leva (118), móvil en traslación con respecto a dicho carro (108) en forma paralela a la primera dirección y que presenta una leva (119) cuyos dos extremos están distantes uno de otro según una dirección de encaje perpendicular a dicha primera dirección,
• una barra de ensamblaje (110) portadora de dicha serie de primeras matrices (120), estando cada extremo de la barra de ensamblaje (110) montado en una de las dos levas (119),
• un dispositivo de activación (104) previsto para desplazar los portadores de leva (118) y
• para cada carro (108) un dispositivo de bloqueo (106), previsto para bloquear dicho carro (108) alternativamente con el portador de leva (118) ó con el riel de guía (102),
• siendo la barra de ensamblaje (110), por una parte, móvil en traslación, en forma paralela a la primera dirección, entre una primera posición en la cual la primera serie de matrices (120) no se encuentra frente a frente con respecto a la serie de segundas matrices (116) y una segunda posición en la cual la primera serie de matrices (120) está frente a frente con respecto a la serie de segundas matrices (116), y, por otra parte, a partir de la segunda posición, móvil en traslación en forma paralela a la dirección de encaje, entre una posición distante en la cual la primera pieza (204) y la segunda pieza (206) no están encajadas y una posición de encaje en la cual la primera pieza (204) y la segunda pieza (206) están encajadas.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11190697.
Solicitante: MOULINDUSTRIE.
Nacionalidad solicitante: Francia.
Dirección: VILLAGE DU VAL FLEURI 14350 SAINTE MARIE LAUMONT FRANCIA.
Inventor/es: MOULIN,JACKY.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
PDF original: ES-2430564_T3.pdf
Fragmento de la descripción:
Sistema de moldeo y encaje.
La presente invención se refiere a un sistema de moldeo y de encaje de dos piezas.
Un tapón del tipo usado para una botella que contiene un producto líquido tal como champú, crema de enjuague, lava vajilla u otros, comprende generalmente un cuerpo y un opérculo. El cuerpo está preparado para encajar en la botella y el opérculo está destinado a ser movido de una posición de cierre a una posición de apertura y a la inversa, para permitir la retención del producto en la botella o su vertido fuera de la botella.
Tales tapones pueden ser utilizados igualmente en otros sectores como por ejemplo, el sector del automóvil o el sector médico.
La realización de tal tapón comprende una etapa de moldeo del cuerpo y una etapa de moldeo del opérculo. El cuerpo y el opérculo se dirigen entonces hacia un puesto de encaje donde un cuerpo y un opérculo se encajan uno dentro de otro antes de ser fijados en el cuello de la botella.
El documento FR-A-2 939 710 divulga un sistema de moldeo.
La realización de un componente constituido por dos piezas moldeadas encajadas, como por ejemplo un tapón, requiere un puesto de moldeo de una primera pieza (el opérculo) , un puesto de moldeo de una segunda pieza (el cuerpo) y un puesto de encaje de la primera pieza y de la segunda pieza. El coste financiero de tales puestos es a menudo elevado y la multiplicación de las etapas incrementa el tiempo de fabricación.
Un objeto de la presente invención es proponer un sistema de moldeo y de encaje de dos piezas que no presenta los inconvenientes del arte anterior.
A dicho efecto, se propone un sistema de moldeo y de encaje de una primera pieza y de una segunda pieza, por ejemplo del tipo opérculo y cuerpo de tapón, comprendiendo el sistema de moldeo y de encaje que comprende lo siguiente:
• Dos rieles de guía que se extienden en forma paralela a una primera dirección,
• Para cada riel de guía, un carro montado móvil en traslación en el riel de guía,
• Para cada carro, un portador de leva, móvil en traslación con respecto a dicho carro en paralelo a la primera dirección y que presenta una leva cuyos dos extremos están distantes uno de otro según una dirección de encaje perpendicular a dicha primera dirección,
• Una barra de ensamblaje que comprende una serie de primeras matrices, estando cada primera matriz destinada a moldear una de las primeras piezas, y estando cada extremo de la barra de ensamblaje montado en una de las dos levas,
• Una serie de segundas matrices, estando cada segunda matriz destinada a moldear una de las segundas piezas,
• Un dispositivo de activación previsto para desplazar los portadores de levas, y
• Para cada carro, un dispositivo de bloqueo previsto para bloquear dicho carro alternativamente con el portador de leva o con el riel de guía,
• siendo la barra de ensamblaje, por una parte, móvil en traslación en forma paralela a la primera dirección, entre una primera posición en la cual la primera serie de matrices no se encuentran frente a frente con respecto a la serie de segundas matrices y una segunda posición, en la cual la primera serie de matrices está frente a frente con respecto a la serie de segundas matrices, y, por otra parte, a partir de la segunda posición, móvil en traslación en forma paralela a la dirección de encaje, entre una posición distante, en la cual la primera pieza y la segunda pieza no están encajadas y una posición de encaje en la cual la primera pieza y la segunda pieza están encajadas.
Ventajosamente, el sistema de moldeo y de encaje comprende unos medios de bloqueo previstos para bloquear la traslación de la barra de ensamblaje con respecto a cada carro según la primera dirección. Ventajosamente, cada carro presenta una pared interior colocada entre la leva de dicho carro y el otro carro, y los medios de bloqueo están constituidos por una ventana realizada en cada pared interior y cuyos bordes paralelos a la dirección de encaje se apoyan contra flancos de la barra de ensamblaje.
Ventajosamente, el dispositivo de bloqueo comprende un pestillo, una primera ranura de bloqueo realizada en el portador de levas y una segunda ranura de bloqueo realizada en el riel de guía, y el pestillo está previsto para introducirse alternativamente en la primera ranura de bloqueo o en la segunda ranura de bloqueo.
Ventajosamente, el pestillo tiene la forma de un elemento oblongo, cuando un primer extremo radial coopera con la primera ranura de bloqueo, el segundo extremo radial se apoya en una superficie del riel de guía, y cuando el segundo extremo radial coopera con la segunda ranura de bloqueo, el primer extremo radial se apoya en una superficie del portador de levas.
Ventajosamente, las primeras piezas o las segundas piezas son opérculos de un tapón y porque, respectivamente, las segundas piezas o las primeras piezas son cuerpos del tapón.
Ventajosamente, la leva presenta una parte horizontal en su extremo correspondiente a la posición distante.
Las características de la invención mencionadas anteriormente así como otras, surgirán con mayor claridad con la lectura de la descripción siguiente de un ejemplo de realización, realizándose dicha descripción en relación con los dibujos adjuntos, en los cuales:
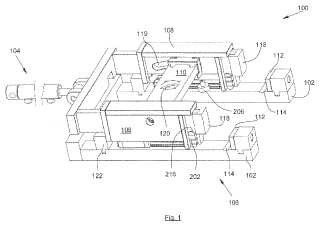
La Fig. 1 representa un sistema de moldeo y de encaje de dos piezas según la invención después de haber retirado una parte del carro.
Las Figs. 2 a 4 representan las diferentes etapas de funcionamiento del sistema de moldeo y de encaje de dos piezas según la invención,
La Fig. 5 representa un modo de realización de matrices de moldeo para un sistema de moldeo y de encaje según la invención,
La Fig. 6 es un detalle del sistema de moldeo y de encaje con el carro completo, y
La Fig. 7 es un corte según la línea VII-VII de la Fig. 6.
La invención se describirá más particularmente con referencia a un tapón constituido por un cuerpo y un opérculo.
La Fig. 1 representa un sistema de moldeo y de encaje 100 de una primera pieza 204 y de una segunda pieza 206, como por ejemplo un opérculo 204 (Fig.2) y un cuerpo 206 de un tapón.
El sistema de moldeo y de encaje 100 comprende una base constituida principalmente por dos rieles de guía 102 paralelos y que definen una primera dirección que en este caso es horizontal.
Cada riel de guía 102 está montado aquí en un chasis que permite solidarizar el sistema de moldeo y de encaje 100 con un conjunto de prensa a inyección y molde.
Para cada riel de guía 102, el sistema de moldeo y de encaje 100 comprende un carro 108. Cada carro 108 es móvil en traslación a lo largo de su riel de guía 102, entre un tope inferior 122 y un tope superior 112. Cada carro 108 está guiado en traslación en su riel de guía 102 mediante cualquier dispositivo adecuado y los topes 112 y 122 están colocados de modo que permitan el desplazamiento de cada carro 108 en una magnitud apropiada, como se comprenderá mejor más adelante. Los dos rieles 102 definen un plano de desplazamiento en el cual se desplazan los carros 108. El plano de desplazamiento está constituido aquí por un plano horizontal.
El sistema de moldeo y de encaje 100 comprende, para cada carro 108, un portador de leva 118 que presenta una leva 119.
Cada leva 119 está contenida en un plano de encaje paralelo a la primera dirección y perpendicular al plano de desplazamiento. El plano de encaje es aquí vertical.
Cada leva 119 presenta dos extremos que se encuentran distantes uno de otro según la primera dirección y distantes uno de otro según una dirección de encaje contenida en el plano de encaje y perpendicular a la primera dirección. Aquí la dirección de encaje es vertical.
De este modo, cada leva 119 presenta un desnivel que aquí es una pendiente descendente que progresa desde el tope superior 112 hacia el tope inferior 122. Los dos portadores de leva 118 están colocados de modo a que las levas 119 se encuentren frente a frente.
Por razones de claridad y para permitir ver la leva 119, se ha retirado una parte del carro 108. Dicha parte se encuentra en las Figs. 6 y 7.
Tal y como puede apreciarse mejor en las Figs. 2 a 4, que representan las diferentes etapas de funcionamiento del sistema de moldeo y de encaje 100, que se encuentra aquí en corte, la leva 119 presenta aquí una pendiente positiva que progresa desde el tope inferior 122 hacia el tope superior 112.
Cada portador de leva 118 está montado en forma deslizante en el carro 108 correspondiente paralelamente a la primera dirección (flecha 306) . El portador de leva 118 se desliza... [Seguir leyendo]
Reivindicaciones:
1. Sistema de moldeo y de encaje (100) de una primera pieza (204) y de una segunda pieza (206) por ejemplo del tipo opérculo y cuerpo de un tapón, comprendiendo el sistema de moldeo y de encaje (100) lo siguiente:
• dos rieles de guía (102) que se extienden en forma paralela a una primera dirección,
• para cada riel de guía (102) , un carro (108) montado móvil en traslación en el riel de guía (102) ,
• una serie de primeras matrices (120) , estando cada primera matriz (120) destinada a moldear una de las primeras piezas (204) ,
• una serie de segundas matrices (116) , estando cada segunda matriz destinada a moldear una de las segundas piezas (206) ,
• estando el sistema de moldeo y de encaje (100) caracterizado porque comprende además:
• para cada carro (108) un portador de leva (118) , móvil en traslación con respecto a dicho carro (108) en forma paralela a la primera dirección y que presenta una leva (119) cuyos dos extremos están distantes uno de otro según una dirección de encaje perpendicular a dicha primera dirección,
• una barra de ensamblaje (110) portadora de dicha serie de primeras matrices (120) , estando cada extremo de la barra de ensamblaje (110) montado en una de las dos levas (119) ,
• un dispositivo de activación (104) previsto para desplazar los portadores de leva (118) y
• para cada carro (108) un dispositivo de bloqueo (106) , previsto para bloquear dicho carro (108) alternativamente con el portador de leva (118) ó con el riel de guía (102) ,
• siendo la barra de ensamblaje (110) , por una parte, móvil en traslación, en forma paralela a la primera dirección, entre una primera posición en la cual la primera serie de matrices (120) no se encuentra frente a frente con respecto a la serie de segundas matrices (116) y una segunda posición en la cual la primera serie de matrices (120) está frente a frente con respecto a la serie de segundas matrices (116) , y, por otra parte, a partir de la segunda posición, móvil en traslación en forma paralela a la dirección de encaje, entre una posición distante en la cual la primera pieza
(204) y la segunda pieza (206) no están encajadas y una posición de encaje en la cual la primera pieza (204) y la segunda pieza (206) están encajadas.
2. Sistema de moldeo y de encaje (100) según la reivindicación 1, caracterizado porque cada carro (108) presenta una pared interior (604) colocada entre la leva (119) de dicho carro (108) y el otro carro (108) , y porque los medios de bloqueo (602) están constituidos por una ventana (602) realizada en cada pared interior (604) y cuyos bordes paralelos a la dirección de encaje están apoyados contra flancos de la barra de ensamblaje (110) .
3. Sistema de moldeo y de encaje (100) según una de las reivindicaciones 1 a 2, caracterizado porque el dispositivo de bloqueo (106) comprende un pestillo (202) , una primera ranura de bloqueo (216) , realizada en el portador de levas (118) , y una segunda ranura de bloqueo (114) , realizada en el riel de guía (102) y porque el pestillo (202) está previsto para introducirse alternativamente en la primera ranura de bloqueo (216) o la segunda ranura de bloqueo (114) .
4. Sistema de moldeo y de encaje (100) según la reivindicación 3, caracterizado porque el pestillo (202) tiene la forma de un elemento oblongo, porque cuando un primer extremo radial coopera con la primera ranura de bloqueo (216) , el segundo extremo radial está apoyado en una superficie del riel de guía (102) , y porque cuando el segundo extremo radial coopera con la segunda ranura de bloqueo (114) , el primer extremo radial está apoyado en una superficie del portador de levas (118) .
5. Sistema de moldeo y de encaje (100) según una de las reivindicaciones 1 a 5, caracterizado porque las primeras piezas o las segundas piezas son opérculos (204) de un tapón y porque, respectivamente, las segundas piezas o las primeras piezas son cuerpos (206) del tapón.
6. Sistema de moldeo y de encaje (100) según una de las reivindicaciones 1 a 5, caracterizado porque la leva
(119) presenta, en su extremo correspondiente con la posición distante, una parte horizontal (402) .
Patentes similares o relacionadas:
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Composiciones de polietileno, procesos y cierres, del 15 de Abril de 2020, de NOVA CHEMICALS (INTERNATIONAL) S.A.: Un cierre, comprendiendo dicho cierre una composición de polietileno bimodal que comprende: del 10 al 70 % en peso de un primer copolímero de etileno que tiene […]
Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente, del 8 de Abril de 2020, de B. BRAUN MELSUNGEN AG: Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente con un componente […]
Aditivo para prevenir la separación de fases de aditivo de perfil bajo en composiciones de poliéster termoendurecido insaturado, del 8 de Abril de 2020, de LUBRIZOL ADVANCED MATERIALS, INC.: Una composición de moldeo de resina insaturada que comprende (a) un aditivo para evitar la separación de fases; (b) un polímero polimerizado […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
Manija flexible con superficie parcialmente texturada, del 8 de Abril de 2020, de Eaton Intelligent Power Limited: Manija moldeada para un mango de herramienta destinada para ser agitada con fuerza y velocidad, comprendiendo: un elemento tubular formado […]