Rollo de lámina metálica con núcleo de refuerzo enrollado, aparato para enrollar el rollo y procedimiento.
Aparato (60) para enrollar un rollo de lámina metálica (10, 182) con un núcleo de refuerzo enrollado (12),
quecomprende:
un suministro de banda de lámina metálica para proporcionar una banda alargada de material de lámina metálica(14, 88) a dicho aparato, presentando dicha banda de lámina metálica un extremo de alimentación (20);un suministro de refuerzo para proporcionar una hoja de material de refuerzo (16, 152) a dicho aparato, estandodicho material de refuerzo provisto de un borde de ataque (34) y un borde 10 de salida (24);un mecanismo de alimentación de lámina metálica (78) configurado para transportar dicha banda de láminametálica aguas abajo a lo largo de una trayectoria de alimentación de la lámina metálica (76) a una primeravelocidad;
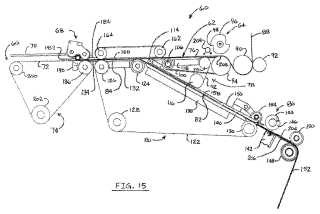
un mecanismo de alimentación de refuerzo (80) para transportar dicha hoja de refuerzo a lo largo de unatrayectoria de alimentación del refuerzo (82) para fusionarse con dicha trayectoria de alimentación de la láminametálica en una intersección en ángulo agudo, estando el funcionamiento de dicho mecanismo de alimentaciónde refuerzo (80) coordinado con el funcionamiento de dicho mecanismo de alimentación de lámina metálica (78);yuna arrolladora de rollo (68) configurada para recibir desde dicha trayectoria de alimentación de la láminametálica (84) aguas abajo de dicha intersección y enrollar en espiral dicha banda de lámina metálica (88) y dichahoja de refuerzo (16, 152) alrededor de un eje central en un núcleo de refuerzo enrollado (12), estando dichaarrolladora de rollo provista de una pluralidad de guías de inicio de rollo móviles (190) que definen un rebaje deenrollado del rollo generalmente cilíndrico (196) para dirigir dicha hoja de refuerzo y dicha banda de láminametálica desde dicha trayectoria de alimentación de la lámina metálica (84) dentro de dicha arrolladora de rollo einiciar el enrollado del núcleo cuando está en una primera posición, entrando dicha hoja de refuerzo (16, 152) ydicha banda de lámina metálica (14, 88) en dicha arrolladora de rollo (68) coextensivamente,
caracterizado porque:
el funcionamiento de dicho mecanismo de alimentación de refuerzo (80) está coordinado con el funcionamientode dicho mecanismo de alimentación de lámina metálica (78) para colocar dicho borde de ataque (34) en dicha35 trayectoria de alimentación de la lámina metálica por delante de dicho extremo de alimentación (20);
dicha arrolladora de rollo (68) está adicionalmente configurada para que dicha hoja de refuerzo (16, 152) y dichabanda de lámina metálica (14, 88) entren en dicha arrolladora de rollo (68) coextensivamente con dicho borde deataque entrando en dicha arrolladora de rollo por delante de dicho extremo de alimentación; estando dicha bandade lámina metálica (14, 88) colocada entre dicho eje central y dicha hoja de refuerzo (16, 152) en contactoadyacente con dicha banda de lámina metálica de modo que dicha hoja de refuerzo evite el contacto de dichaparte delantera con dicha arrolladora de rollo; y
presentando dicha arrolladora de rollo asimismo por lo menos dos rodillos de accionamiento de arrolladora (172,174) que tienen unas superficies circunferenciales desplazadas de forma equidistante desde dicho eje central yconfigurados para hacer girar dicho rollo de lámina metálica (182) mediante el contacto circunferencial con dichorollo de lámina metálica para enrollar en espiral dicha banda de lámina metálica y dicha hoja de refuerzo.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10166984.
Solicitante: ELSNER ENGINEERING WORKS INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 475 Fame Avenue PO Box 66 Hanover Pennsylvania 17331 ESTADOS UNIDOS DE AMERICA.
Inventor/es: FISCHER,LARRY, MOLISON,ROBERT, WILLET,ERIC.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H18/28 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 18/00 Enrollado de bandas. › Paquetes de banda enrollada.
- B65H19/22 B65H […] › B65H 19/00 Cambio de la bobina. › en los mecanismos de enrollado o en unión con las operaciones de enrollado.
PDF original: ES-2430061_T3.pdf
Fragmento de la descripción:
Rollo de lámina metálica con núcleo de refuerzo enrollado, aparato para enrollar el rollo y procedimiento.
Esta solicitud reivindica el beneficio de la prioridad de la solicitud provisional americana US 61/219.846, presentada el 24 de junio de 2009.
Antecedentes de la invención La indecisión se refiere globalmente a máquinas y procedimientos para enrollar láminas de aluminio alrededor de un material flexible rígidamente y más específicamente a una máquina y un procedimiento para enrollar simultáneamente lámina de aluminio y un material de refuerzo para formar un núcleo alrededor del cual se puede enrollar láminas de aluminio.
Los rollos de lámina de aluminio delgada vendidos para uso doméstico y comercial están fabricados mediante el enrollado una banda de la lámina de aluminio en núcleos de cartón cilíndricos previamente formados. La máquina de enrollar el rollo gira los núcleos de cartón para tirar de la banda de la lámina de aluminio desde un suministro mayor hasta que una cantidad deseada de lámina es enrollada alrededor del núcleo de cartón. Los núcleos de cartón son caros de fabricar, caros de transportar desde el fabricante del núcleo hasta el lugar del enrollado de la lámina metálica y caros de almacenar en el lugar del enrollado de la lámina metálica antes de enrollar los rollos de lámina metálica.
Sería ventajoso proporcionar un rollo de lámina metálica que tuviera un núcleo de refuerzo enrollado que sustituyera los rollos de lámina metálica enrollados conocidos provistos de núcleos de refuerzo de cartón cilíndricos previamente formados que superaran las desventajas anteriores. El documento US nº 5.344.091 revela un aparato que recibe bandas continuas de papel de producto y papel de refuerzo, separa el papel de refuerzo en longitudes cortas para el enrollado en el rollo de papel de producto y automáticamente alimenta la hoja de refuerzo en una longitud de papel producido la cual es enrollada en un rollo. Las dos bandas son alimentadas a cada lado de un rodillo de corte giratorio continuo. Ventajas adicionales serán realizadas mediante una máquina y un procedimiento que permitan que un material en banda para un núcleo de refuerzo sea introducido coextensivamente con un extremo delantero de la banda de lámina metálica y simultáneamente formado en un núcleo enrollado en espiral alrededor del cual una cantidad deseada de banda de lámina metálica puede ser a continuación enrollada. Todavía ventajas adicionales se realizarían en una máquina y un procedimiento capaz de enrollar simultáneamente una hoja de material de refuerzo y una parte delantera de una banda de lámina metálica sin dañado o deformación de la parte delantera de la banda de lámina metálica.
Sumario de la invención El término "núcleo" como se utiliza a continuación en ese documento significa un núcleo de refuerzo enrollado formado según la presente invención a menos que se especifique de otro modo.
Por consiguiente, la presente invención, en cualquiera de sus formas de realización descritas en este documento, puede proporcionar una o más de las siguientes ventajas:
Una forma de realización del invención proporciona un rollo de lámina de aluminio mejorado con un núcleo de hoja el cuál es enrollado durante el enrollado del rollo y un aparato y un procedimiento para la formación de un rollo de lámina de aluminio en el cual el núcleo del rollo es enrollado a partir de una hoja del núcleo plana simultáneamente con el enrollado de la lámina de aluminio en el núcleo enrollado. La lámina de aluminio es enrollada sobre el núcleo a alta velocidad sin arrugar o deformar el material altamente maleable. Las arrugas y las deformaciones en la lámina son retenidas en la lámina metálica no elástica y son inaceptables.
Durante el enrollado del rollo, el extremo delantero de la lámina metálica preferiblemente es alimentado dentro de la pasada entre los enrollados iniciales de la hoja del núcleo y el resto sin enrollar de la hoja del núcleo. El enrollado del resto de la hoja del núcleo en el carrete captura el extremo delantero de la lámina metálica en el núcleo entre los enrollados de la hoja y sostiene por fricción la lámina metálica en el núcleo enrollado sin arrugar o deformar la lámina metálica. El extremo delantero de la lámina metálica puede ser alimentado dentro del mecanismo de enrollado antes de la formación de la pasada en la hoja del núcleo en tanto en cuanto el extremo delantero de la lámina metálica forre el extremo delantero de la hoja del núcleo de modo que únicamente la hoja del núcleo entre en contacto con las estructuras de guía en el mecanismo de enrollado. El giro continuado del núcleo enrolla el resto de la lámina metálica en el interior del núcleo sin deformación.
El rollo de lámina de aluminio mejorado, con núcleo enrollado, reduce el coste de los rollos de lámina de aluminio eliminando los núcleos de cartón cilíndricos previamente formados. El transporte del material del núcleo, en forma de un rollo enrollado del material de hoja del núcleo, el cual puede ser papel Kraft, se reduce sobre el coste del transporte de núcleos cilíndricos previamente formados. El coste de almacenaje se reduce. No existe la necesidad de un núcleo previamente fabricado o almacenar núcleos previamente fabricados antes del enrollado de los rollos de lámina metálica.
El aparato para la formación de un rollo de lámina metálica de núcleo enrollado debe ser también resistente en construcción, simple y eficaz de utilizar, y capaz de producir rollos de lámina metálica de núcleo enrollado a una velocidad económicamente alta.
Estos y otros objetivos se alcanzan mediante un rollo de lámina metálica que tiene un núcleo de refuerzo enrollado formado a partir de una hoja inicialmente plana de material de refuerzo alimentada en una arrolladora de rollo espiral simultáneamente con un extremo de alimentación de una banda de lámina metálica. El rollo de lámina metálica comprende una hoja de refuerzo flexible que tiene un borde de ataque y un borde trasero que definen una longitud de refuerzo entre ellos, y un ancho de refuerzo perpendicular a dicha longitud de refuerzo, dicha hoja de refuerzo estando provista de una superficie hacia dentro unida por dichos bordes delantero y trasero y dicho ancho de refuerzo, dicha hoja de refuerzo enrollada en espiral alrededor de un eje central de tal modo que dicha superficie hacia dentro globalmente está encarada a dicho eje central y una parte delantera de la banda de lámina metálica enrollada en espiral alrededor de dicho eje central en contacto coextensivo adyacente con dicha superficie hacia dentro, dicha parte delantera estando provista de un extremo de alimentación y una longitud delantera que se extiende desde dicho extremo de alimentación hasta una posición adyacente a dicho borde trasero de dicha hoja de refuerzo, dicha longitud delantera siendo menor que dicha longitud de refuerzo y dicha parte delantera colocada de tal modo que dicha banda de lámina metálica no queda expuesta hacia fuera hasta que dicha hoja de refuerzo esté totalmente enrollada en dicho núcleos de refuerzo enrollado.
El rollo de lámina metálica adicionalmente puede comprender una parte del cuerpo de dicha banda de lámina metálica que se extiende continuamente desde dicha parte delantera y enrollada en espiral alrededor de dicho núcleo de refuerzo enrollado. La banda de lámina metálica puede tener un ancho menor que dicho ancho de refuerzo, o globalmente igual a dicho ancho de refuerzo.
El extremo de alimentación del rollo de lámina metálica puede estar desplazado de dicho borde de ataque mediante por lo menos la circunferencia de un primer enrollado de dicha hoja de refuerzo, o por menos de la circunferencia de un primer enrollado de dicha hoja de refuerzo. La hoja de refuerzo puede estar fabricada de un papel rígido, por ejemplo papel Kraft.
Se proporciona un aparato y un procedimiento para enrollar en espiral un rollo de lámina metálica con un núcleo de refuerzo enrollado en el cual una hoja de refuerzo es alimentada en una arrolladora de rollo en contacto hacia fuera adyacente con la banda de lámina metálica y un borde de ataque del refuerzo ligeramente por delante de un extremo de alimentación de una banda de lámina metálica. La hoja de refuerzo está dispuesta hacia fuera desde la banda de lámina metálica y en contacto adyacente con las guías de inicio de rollo para evitar el contacto entre las guías y la banda de lámina metálica durante la formación inicial del núcleo. Las guías de inicio de rollo son movidas desde el contacto con la periferia exterior del rollo una vez el núcleo inicial está formado permitiendo que una longitud deseada de banda de lámina... [Seguir leyendo]
Reivindicaciones:
1. Aparato (60) para enrollar un rollo de lámina metálica (10, 182) con un núcleo de refuerzo enrollado (12) , que comprende:
un suministro de banda de lámina metálica para proporcionar una banda alargada de material de lámina metálica (14, 88) a dicho aparato, presentando dicha banda de lámina metálica un extremo de alimentación (20) ;
un suministro de refuerzo para proporcionar una hoja de material de refuerzo (16, 152) a dicho aparato, estando dicho material de refuerzo provisto de un borde de ataque (34) y un borde de salida (24) ;
un mecanismo de alimentación de lámina metálica (78) configurado para transportar dicha banda de lámina metálica aguas abajo a lo largo de una trayectoria de alimentación de la lámina metálica (76) a una primera velocidad;
un mecanismo de alimentación de refuerzo (80) para transportar dicha hoja de refuerzo a lo largo de una trayectoria de alimentación del refuerzo (82) para fusionarse con dicha trayectoria de alimentación de la lámina metálica en una intersección en ángulo agudo, estando el funcionamiento de dicho mecanismo de alimentación de refuerzo (80) coordinado con el funcionamiento de dicho mecanismo de alimentación de lámina metálica (78) ; y
una arrolladora de rollo (68) configurada para recibir desde dicha trayectoria de alimentación de la lámina metálica (84) aguas abajo de dicha intersección y enrollar en espiral dicha banda de lámina metálica (88) y dicha hoja de refuerzo (16, 152) alrededor de un eje central en un núcleo de refuerzo enrollado (12) , estando dicha arrolladora de rollo provista de una pluralidad de guías de inicio de rollo móviles (190) que definen un rebaje de enrollado del rollo generalmente cilíndrico (196) para dirigir dicha hoja de refuerzo y dicha banda de lámina metálica desde dicha trayectoria de alimentación de la lámina metálica (84) dentro de dicha arrolladora de rollo e iniciar el enrollado del núcleo cuando está en una primera posición, entrando dicha hoja de refuerzo (16, 152) y dicha banda de lámina metálica (14, 88) en dicha arrolladora de rollo (68) coextensivamente,
caracterizado porque:
el funcionamiento de dicho mecanismo de alimentación de refuerzo (80) está coordinado con el funcionamiento de dicho mecanismo de alimentación de lámina metálica (78) para colocar dicho borde de ataque (34) en dicha trayectoria de alimentación de la lámina metálica por delante de dicho extremo de alimentación (20) ;
dicha arrolladora de rollo (68) está adicionalmente configurada para que dicha hoja de refuerzo (16, 152) y dicha banda de lámina metálica (14, 88) entren en dicha arrolladora de rollo (68) coextensivamente con dicho borde de ataque entrando en dicha arrolladora de rollo por delante de dicho extremo de alimentación; estando dicha banda de lámina metálica (14, 88) colocada entre dicho eje central y dicha hoja de refuerzo (16, 152) en contacto adyacente con dicha banda de lámina metálica de modo que dicha hoja de refuerzo evite el contacto de dicha parte delantera con dicha arrolladora de rollo; y
presentando dicha arrolladora de rollo asimismo por lo menos dos rodillos de accionamiento de arrolladora (172,
174) que tienen unas superficies circunferenciales desplazadas de forma equidistante desde dicho eje central y configurados para hacer girar dicho rollo de lámina metálica (182) mediante el contacto circunferencial con dicho rollo de lámina metálica para enrollar en espiral dicha banda de lámina metálica y dicha hoja de refuerzo.
2. Aparato según la reivindicación 1 que comprende asimismo un mecanismo de corte de banda de lámina metálica (94, 96, 98) configurado para cortar intermitentemente dicha banda de lámina metálica (14, 88) para formar una serie de segmentos de banda de lámina metálica, presentando cada uno un extremo de alimentación (20) , un extremo de cola y una longitud selectiva predeterminada de la lámina metálica entre ellos.
3. Aparato según la reivindicación 2, en el que dicho mecanismo de corte de banda de lámina metálica (94, 96, 98)
comprende unos rodillos paralelos de cortador (96) y yunque (94) colocados de modo adyacente a una superficie opuesta de dicha banda de lámina metálica (14, 88) , siendo dichos rodillos del cortador y del yunque relativamente móviles selectivamente hacia una primera posición para cortar transversalmente dicha banda de lámina metálica y una segunda posición globalmente opuesta que permite que dicha banda de lámina metálica pase entre dichos rodillos sin ser cortada.
4. Aparato según la reivindicación 3, en el que dicha superficie periférica de dicho rodillo de yunque comprende asimismo una pluralidad de aberturas a las cuales se aplica intermitente y selectivamente una fuente de vacío para dirigir dicho extremo de alimentación (20) hacia dicho mecanismo de alimentación de lámina metálica (78) .
5. Aparato según las reivindicaciones 2, 3 o 4, en el que dicha arrolladora de rollo (68) es móvil entre una posición de enrollado y una posición de descarga del rollo, comprendiendo dicho aparato asimismo un transportador de descarga de rollo (74) configurado para recibir dicho rollo de lámina metálica (182) desde dicha arrolladora (68) a continuación de cortar dicha banda de lámina metálica para formar dicho extremo de cola de dicho segmento de la banda de lámina metálica aguas abajo y dicho extremo de alimentación (20) de dicho segmento de la banda de lámina metálica aguas arriba mediante dicho mecanismo de corte de banda de lámina metálica (94, 96, 98) y el movimiento de dicha arrolladora de rollo (68) hacia dicha posición de descarga, moviendo dicho transportador de descarga (74) dicho rollo de lámina metálica (182) desde dicha arrolladora de rollo a una velocidad mayor que dicha primera velocidad, creando de ese modo un espacio entre dicho extremo de cola aguas abajo y dicho extremo de alimentación aguas arriba a lo largo de dicha trayectoria de alimentación de la lámina metálica.
6. Aparato según la reivindicación 5, en el que dicha arrolladora de rollo (68) está configurada para recolocar relativamente dichas guías de inicio de rollo (190) durante el enrollado del rollo, de tal modo que dichas guías de inicio de rollo sean movidas desde el contacto con dicho rollo de lámina metálica antes de que dicho borde de salida entre en dicha arrolladora de rollo.
7. Aparato según cualquiera de las reivindicaciones anteriores, en el que dichos por lo menos dos rodillos de accionamiento de la arrolladora (172, 174) son accionados a una velocidad circunferencial igual o mayor que dicha primera velocidad durante el enrollado del rollo de lámina metálica.
8. Aparato según la reivindicación 5 o 6, en el que dicho transportador de descarga de rollo adicionalmente comprende una primera superficie de descarga (72) y una segunda superficie de descarga (70) separada, configurada para permitir que dicho rollo de lámina metálica pase en contacto circunferencial entre ellas cuando es descargado por dicha arrolladora de rollo (68) , siendo dichas superficies de descarga primera y segunda relativamente móviles para causar el giro de dicho rollo de lámina metálica.
9. Aparato según la reivindicación 8, en el que dicha primera superficie de descarga es una cinta móvil (72) .
10. Aparato según la reivindicación 9, en el que dicho rollo de lámina metálica está en contacto circunferencial con dicha banda móvil (72) y dichos por lo menos dos rodillos de accionamiento de arrolladora (172, 174) durante el enrollado del rollo de lámina metálica.
11. Aparato según la reivindicación 8, 9 o 10, en el que dicha primera superficie de descarga (72) es móvil a una pluralidad de velocidades predeterminadas, siendo una de dicha pluralidad de velocidades mayor que dicha primera velocidad.
12. Aparato según cualquiera de las reivindicaciones anteriores, en el que dicha arrolladora de rollo (68) comprende asimismo un par de conos de enrollado móviles (198) colocados en cada extremo de dicho rebaje de enrollado de rollo (196) , siendo dichos conos móviles móviles entre una primera posición en la cual dichos conos (198) acoplan los extremos de dicho núcleo de refuerzo enrollado para desviar dicho núcleo a lo largo de dicho eje central y una segunda posición en la cual dichos conos (198) están desacoplados de dicho núcleo de refuerzo enrollado suficientemente para permitir el movimiento de dicho rollo de lámina metálica (182) desde dicha arrolladora de rollo (68) .
13. Aparato según la reivindicación 5, 6, 8, 9, 10 u 11, en el que dicho suministro del refuerzo está configurado para proporcionar una banda alargada de material de refuerzo (16, 152) a dicho mecanismo de alimentación de refuerzo
(80) y dicho aparato comprende asimismo un mecanismo de corte de banda de refuerzo (146, 144) dispuesto a lo largo de dicha trayectoria de alimentación del refuerzo (82) configurado para cortar intermitentemente dicha banda de refuerzo (16, 152) para formar una pluralidad de segmentos de la banda de refuerzo de una longitud del refuerzo predeterminada, presentando cada segmento de la banda de refuerzo un borde de ataque (34) y un borde de salida (24) , siendo dicha longitud de refuerzo menor que dicha longitud del segmento de la lámina metálica, estando el funcionamiento de dicho mecanismo de alimentación de refuerzo en hoja coordinado para alimentar dicho borde de ataque (34) dentro de dicho espacio.
14. Aparato según la reivindicación 2, 3, 4, 5, 6, 8, 9, 10, 11 o 13, en el que dicho mecanismo de alimentación de lámina metálica (78) comprende asimismo una guía extrema de alimentación configurada para desviar dicho extremo de alimentación de la lámina metálica (20) para el movimiento desde dicho mecanismo de corte de banda de lámina metálica (94, 96, 98) hacia dicha intersección de la trayectoria de alimentación.
15. Aparato según la reivindicación 14, en el que dicha guía extrema de alimentación comprende asimismo una cinta perforada de alimentación de lámina metálica (112) que se mueve a lo largo de dicha trayectoria de alimentación de lámina metálica (76) adyacente a dicha banda de lámina metálica a dicha velocidad de alimentación de la lámina metálica y una fuente de vacío que se puede conectar selectivamente a dicha banda perforada de alimentación de la lámina metálica (112) , de manera que acople dicha banda de lámina metálica para desviar el movimiento de dicha banda de lámina metálica a lo largo de dicha trayectoria de alimentación de la lámina metálica (76) cuando dicha fuente de vacío está conectada y dicha banda de lámina metálica se puede mover relativamente contra dicha banda perforada cuando dicha fuente de vacío no está conectada.
16. Procedimiento para enrollar un rollo de lámina metálica (10, 182) con un núcleo de refuerzo enrollado (12) , que comprende las etapas siguientes:
proporcionar una banda alargada de material de lámina metálica (14, 88) que está provista de un extremo de alimentación (20) ;
proporcionar una hoja de material de refuerzo (16, 152) que está provista de un borde de ataque (34) y un borde de salida (24) ;
proporcionar un mecanismo de alimentación de lámina metálica (78) configurado para transportar la banda de lámina metálica aguas abajo a lo largo de una trayectoria de alimentación de la lámina metálica (76) a una velocidad de alimentación;
proporcionar un mecanismo de alimentación de refuerzo (80) configurado para transportar la hoja de refuerzo a lo largo de una trayectoria de alimentación del refuerzo (82) para fusionarse con la trayectoria de alimentación de la lámina metálica (76) en una intersección en ángulo;
proporcionar una arrolladora de rollo (68) configurada para recibir desde la trayectoria de alimentación (84) aguas abajo de dicha intersección la hoja de refuerzo (16, 152) y la banda de lámina metálica (14, 88) en contacto adyacente entre ellas,
proporcionar una pluralidad de guías de inicio de rollo móviles (190) que definen un rebaje de enrollamiento del rollo generalmente cilíndrico (196) para dirigir la hoja de refuerzo y la banda de lámina metálica desde dicha trayectoria de alimentación (84) dentro de la arrolladora de rollo;
alimentar la banda de lámina metálica (14, 88) a lo largo de la trayectoria de alimentación de la lámina metálica (76) a la velocidad de alimentación;
coordinar el funcionamiento del mecanismo de alimentación de refuerzo (80) con el funcionamiento del mecanismo de alimentación de lámina metálica (78) para colocar el borde de ataque del refuerzo en la intersección de la trayectoria de alimentación de la lámina metálica aguas abajo del extremo de alimentación de la lámina metálica;
colocar la pluralidad de guías de inicio de rollo (190) en una primera posición para entrar en contacto con la banda del refuerzo (16, 152) y dirigir la banda de refuerzo y la banda de lámina metálica adyacente (14, 88) dentro de la arrolladora de rollo;
recibir por parte de la arrolladora de rollo (68) la banda de lámina metálica y la hoja de refuerzo en contacto coextensivo adyacente;
enrollar en espiral alrededor de un eje central mediante la arrolladora de rollo, la hoja de refuerzo y la banda de lámina metálica coextensiva dentro del núcleo de refuerzo enrollado (12) , estando la hoja de refuerzo dispuesta relativamente hacia fuera de la banda de lámina metálica;
recolocar la pluralidad de guías de inicio de rollo (190) hasta una segunda posición, en la cual las guías no estén en contacto con la banda de refuerzo antes de la entrada del borde de salida dentro del arrolladora de rollo; y
enrollar en espiral mediante la arrolladora de rollo la banda de lámina metálica (14, 88) que se extiende más allá del borde de salida de la hoja de refuerzo (24) .
17. Procedimiento según la reivindicación 16, que comprende asimismo las etapas siguientes:
proporcionar un mecanismo de corte de banda de lámina metálica (94, 96, 98) aguas arriba de la trayectoria de alimentación de la lámina metálica (76) ;
proporcionar una arrolladora móvil del rollo (68) móvil entre una posición de enrollado y una posición de descarga del rollo;
proporcionar un transportador de descarga de rollo (74) configurado para recibir el rollo de lámina metálica desde la arrolladora (68) a continuación de cortar la banda de lámina metálica para formar el extremo de cola del segmento de la banda de lámina metálica aguas abajo por el mecanismo de corte de banda de lámina metálica (94, 96, 98) y el movimiento de la arrolladora de rollo hacia la posición de descarga del rollo, estando el transportador de descarga configurado para mover el rollo de lámina metálica desde la arrolladora de rollo (68) a una velocidad mayor que la velocidad de alimentación, creando de ese modo un espacio entre el extremo de cola aguas abajo y el extremo de alimentación aguas arriba a lo largo de la trayectoria de alimentación de la lámina metálica (76, 84) ;
cortar intermitentemente por parte del mecanismo de corte (94, 96, 98) la banda de lámina metálica para formar una serie de segmentos de banda de lámina metálica que se mueven aguas abajo a lo largo de la próxima trayectoria de la lámina metálica, estando cada segmento de la banda de lámina metálica provisto de un extremo de alimentación aguas abajo y un extremo de cola aguas arriba que definen una longitud de la lámina metálica entre ellos;
colocar la arrolladora de rollo (68) en la posición de descarga del rollo cuando el mecanismo de corte (94, 96, 98) corta la banda de lámina metálica;
accionar el transportador de descarga (74) a una velocidad de descarga mayor que la velocidad de alimentación; y
colocar la arrolladora de rollo (68) en la posición de enrollado en preparación para recibir el extremo delantero (34) de una hoja de refuerzo siguiente.
18. Procedimiento según la reivindicación 17, que comprende asimismo las etapas siguientes:
suministrar una banda alargada de material de refuerzo (16, 152) al mecanismo de alimentación de refuerzo;
proporcionar un mecanismo de corte de banda de refuerzo (146, 144) dispuesto a lo largo de la trayectoria de alimentación del refuerzo, configurado para cortar intermitentemente la banda de refuerzo para formar una pluralidad de segmentos de la banda de refuerzo de una longitud del refuerzo predeterminada, estando cada segmento de la banda de refuerzo provisto de un borde de ataque (34) y un borde de salida (24) , siendo dicha longitud del refuerzo inferior que dicha longitud del segmento de la lámina metálica; y
transportar secuencialmente por parte del mecanismo de alimentación de refuerzo (80) la pluralidad de segmentos de la banda de refuerzo para fusionar con la trayectoria de alimentación de la lámina metálica (76, 84) en la intersección en ángulo, de tal modo que uno de entre la pluralidad de los segmentos de la banda de refuerzo entre en la trayectoria de alimentación de la lámina metálica en el espacio entre segmentos sucesivos de la banda de lámina metálica y adyacentemente aguas abajo de cada extremo de alimentación (20) que se mueve a lo largo de la trayectoria de alimentación de la lámina metálica.
19. Procedimiento según la reivindicación 17 o 18, que comprende asimismo las etapas siguientes:
proporcionar un transportador perforado de la lámina metálica (78) que se extiende a lo largo de la trayectoria de alimentación de la lámina metálica (76) entre el mecanismo de corte de la lámina metálica (94, 96, 98) y la intersección de la lámina metálica, moviéndose el transportador de la lámina metálica a la velocidad de alimentación;
proporcionar una fuente de vacío que se puede conectar selectivamente al transportador perforado de la lámina metálica (78) ;
conectar la fuente de vacío a la banda perforada (112) cuando el extremo de alimentación (20) es adyacente a la misma para acoplar con fricción la banda perforada de la lámina metálica a la banda; y
desviar a lo largo de la trayectoria de alimentación (76) el extremo de alimentación (20) de la lámina metálica hacia la arrolladora de rollo (68) hasta que el extremo de alimentación es enrollado en espiral dentro del rollo de lámina metálica.
20. Procedimiento según la reivindicación 16, 17, 18 o 19, en el que la arrolladora de rollo (68) tiene por lo menos dos rodillos de accionamiento de arrolladora (172, 174) , presentando cada uno unas superficies circunferenciales desplazadas equidistantemente del eje central y configurados para hacer girar dicho rollo de lámina metálica (10, 182) por contacto circunferencial con el rollo de lámina metálica a una velocidad igual o mayor que la velocidad de alimentación para enrollar en espiral la banda de lámina metálica y dicha hoja de refuerzo.
21. Procedimiento según la reivindicación 16, 17, 18, 19 o 20, que comprende las etapas siguientes:
proporcionar un par de conos de enrollado móviles (198) colocados en cada extremo del rebaje de enrollado del rollo (196) ;
colocar los conos móviles (198) en una primera posición para acoplar los extremos del núcleo de refuerzo enrollado para desviar el núcleo a lo largo del eje central; y
colocar los conos móviles en una segunda posición (198) , en la cual los conos están desacoplados del núcleo de refuerzo enrollado suficientemente para permitir el movimiento del rollo de lámina metálica enrollado de la arrolladora de rollo.
Patentes similares o relacionadas:
Aparato de plegado y método correspondiente, del 15 de Abril de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Aparato de plegado para hojas , que comprende al menos una unidad de acondicionamiento adecuada para preparar la hoja que se desea plegar, al menos un medio […]
Grupo de encolado para una máquina rebobinadora para aplicar cola a un borde de extremo de un tronco, máquina rebobinadora que soporta dicho grupo y método de encolado relacionado, del 8 de Abril de 2020, de GAMBINI S.p.A: Grupo de encolado para una máquina rebobinadora para aplicar cola a un borde de extremo de un tronco, que comprende un rodillo de suministro soportado de manera […]
Método para distribuir cola sobre núcleos tubulares de cartón en máquinas rebobinadoras, del 11 de Marzo de 2020, de FUTURA S.P.A: Método para aplicar cola en núcleos tubulares para la producción de troncos de material de papel que comprende la etapa de suministrar en secuencia […]
 Método para producir rollos de papel bobinado usando un mandril de bobinado flexible con segmentos de núcleo, del 25 de Diciembre de 2019, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Método para la producción de rollos (90, 90') de material de lámina con segmentos (16') de núcleo sobre un mandril flexible en una […]
Método para producir rollos de papel bobinado usando un mandril de bobinado flexible con segmentos de núcleo, del 25 de Diciembre de 2019, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Método para la producción de rollos (90, 90') de material de lámina con segmentos (16') de núcleo sobre un mandril flexible en una […]
Dispositivo para cerrar el extremo de la cola de un rodillo de material en banda y procedimiento, del 4 de Septiembre de 2019, de Mtorres Tissue S.r.l: Un dispositivo para cerrar el extremo posterior de un rodillo de material en banda que comprende: - una ruta de alimentación (P) de los rodillos (R) […]
Rollo sin núcleo y método de fabricación, del 21 de Agosto de 2019, de Essity Operations France: Rollo sin núcleo de productos de lámina absorbente hecho de una banda enrollada en espiral de sustrato absorbente que comprende al menos […]
Grupo de motorización de carretes en una máquina para bobinar película plástica, del 10 de Julio de 2019, de COLINES S.P.A.: Una máquina para bobinar película plástica sobre bobinas que comprende un grupo de motorización de carretes, en la que unos husillos están posicionados […]
 Dispositivo para rebobinar y formar un rollo de papel y método relacionado, del 26 de Junio de 2019, de GAMBINI S.p.A: Dispositivo para rebobinar y formar un rollo de papel en una máquina rebobinadora que comprende tres rodillos con ejes paralelos entre […]
Dispositivo para rebobinar y formar un rollo de papel y método relacionado, del 26 de Junio de 2019, de GAMBINI S.p.A: Dispositivo para rebobinar y formar un rollo de papel en una máquina rebobinadora que comprende tres rodillos con ejes paralelos entre […]