Dispositivo de regulación de clavijas de posicionamiento para fijar la posición de piezas de trabajo en portapiezas.
Dispositivo de regulación de clavijas de posicionamiento para fijar la posición de piezas de trabajo en portapiezas,
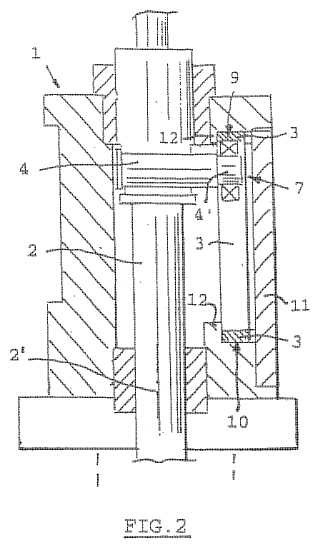
el cual está constituido por una barra de guía (2) alojada de manera axialmente desplazable en una carcasa (1),cuya barra está asegurada contra giro en la posición extrema de extensión hacia fuera por medio de una espigatransversal (4) que encaja en al menos una guía (3) de la carcasa (1) dimensionada con una anchura (B) y realizadaa manera de agujero oblongo paralelo al eje de la barra de guía (2), estando dicha barra de guía provista deelementos (5) para recibir una clavija de posicionamiento (6), caracterizado porque en la zona extrema (7) de laguía (3) que define la posición extrema centrada de extensión hacia fuera de la espiga transversal (4) está dispuestoun estrechamiento (E) de menor anchura en comparación con la anchura (B) de la guía (3), el cual, en la posiciónextrema de la espiga transversal (4) de la barra de guía (2), está en contacto lineal (LK) con esta espiga.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07014580.
Solicitante: DE-STA-CO EUROPE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: HIROSHIMASTRASSE 2 61440 OBERURSEL ALEMANIA.
Inventor/es: SCHAUSS, PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K37/047 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › Desplazamiento de las piezas para ajustar su posición entre las etapas de soldadura sin fusión, de soldadura o de corte (B23K 37/053 tiene prioridad).
- B25B31/00 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25B HERRAMIENTAS O UTILLAJE DE BANCO NO PREVISTOS EN OTRO LUGAR, PARA FIJAR, UNIR, DESENGANCHAR O MANTENER. › Herramientas manuales para colocar fijaciones (herramientas para clavar, grapar o coser B25C).
PDF original: ES-2398582_T3.pdf
Fragmento de la descripción:
Dispositivo de regulación de clavijas de posicionamiento para fijar la posición de piezas de trabajo en portapiezas.
La invención concierne a un dispositivo de regulación de clavijas de posicionamiento para fijar la posición de piezas de trabajo, especialmente chapas, en portapiezas según el preámbulo de la reivindicación 1.
Un dispositivo de naturaleza semejante para fijar la posición de especialmente chapas es conocido según el documento DE 201 16 016 U1, concretamente de naturaleza semejante debido a que su barra de guía portadora de la clavija de posicionamiento está unida con una mecánica de regulación especial, por un lado, de manera longitudinalmente desplazable, pero, por otro lado, de una manera solidaria en rotación alrededor de su eje que viene condicionada por la construcción.
Se necesitan tales dispositivos de regulación equipados con clavijas de posicionamiento cuando, por ejemplo, se tienen que soldar chapas una a otra en una posición exactamente prefijada de una con respecto a otra, tal como ocurre, por ejemplo, en chapas de carrocería. A este fin, las chapas están provistas, en sitios adecuados, de unas aberturas de posicionamiento con las que pueden ser enchufadas sobre clavijas de posicionamiento de sección transversal correspondiente a la de las aberturas y pueden ser asociadas así una a otra en posiciones exactas para realizar, por ejemplo, soldaduras.
Estas clavijas de posicionamiento están asentadas aquí en o sobre los extremos de la barra de guía de los dispositivos citados al principio, los cuales están provistos de accionamientos adecuados (por ejemplo, cilindros de ajuste neumática o hidráulicamente maniobrables) a efectos de realizar movimientos de carrera axial de sus barras de guía y son a su vez inmovilizados en soportes adecuados, tales como placas de apoyo, bastidores de apoyo, armazones portantes o similares. Las barras de guía de tales dispositivos portadoras de las clavijas de posicionamiento son axialmente desplazables con el objetivo de que las clavijas de posicionamiento, una vez concluidas una o varias pasadas de mecanización, puedan ser extraídas nuevamente de las aberturas de las chapas. Como se ha mencionado y con referencia al documento DE 201 16 016 U1, las barras de guía, condicionadas por su construcción, están dispuestas aquí de manera resistente al giro dentro de sus carcasas, aún cuando los seguros contra giro no tienen ninguna importancia para clavijas de posicionamiento de forma circular en vista en planta, ya que tales clavijas no necesitan ninguna orientación direccional. Por lo demás, los seguros contra giro en tales dispositivos se consiguen también, por ejemplo, mediante servocilindros de accionamiento de sección transversal ovalada o bien mediante guías a manera de ranura en la carcasa para espigas transversales dispuestas en las barras de guía, a lo cual hace referencia el preámbulo de la reivindicación 1. Tales guías de ranura para espigas transversales en barras de ajuste, que no admiten tampoco ningún giro de las clavijas de posicionamiento, son conocidas también en una construcción de dispositivos especial según el documento EP 0 894 572 A1 que resulta muy complicada debido a unos dedos de retención extensibles y retraíbles para las chapas a fijar que están dispuestos en la clavija de posicionamiento, formando aquí el extremo libre de la propia barra de guía la clavija de posicionamiento.
Dado que, debido a procesos de mecanización, como especialmente soldaduras, deformaciones, troquelados o similares, pueden producirse tensiones de afianzamiento en las chapas y éstas se hacen perceptibles también entre las clavijas de posicionamiento y los bordes de las aberturas de las chapas que las abrazan, se pueden considerar entonces los seguros contra giro como desventajosos hasta cierto grado, ya que, al tirar de las clavijas de posicionamiento hacia abajo es en sí deseable una pequeña capacidad de giro de las clavijas para que se puedan deshacer con menos problemas las tensiones de afianzamiento que se establecen durante una mecanización entre las clavijas de posicionamiento y los bordes de las aberturas de las chapas.
Sin embargo, en combinación con clavijas de posicionamiento de forma no circular en vista en planta, es decir, clavijas rectangulares o con forma de agujeros oblongos, las cuales se tienen que utilizar también frecuentemente, se tiene que fomentar forzosamente un seguro contra giro por motivos de una orientación direccional entonces exacta de tales clavijas, pero éste no se puede compaginar sin dificultades con el proporcionar al mismo tiempo una capacidad de fácil suelta de las clavijas respecto de los agujeros de las chapas.
Partiendo de un dispositivo de la clase citada al principio, la invención se basa en el problema de reconfigurar y mejorar éste en el sentido de que, conservando también la capacidad de empleo de clavijas de posicionamiento de forma circular en planta, se garantice una seguridad contras giro en posición exacta para clavijas de forma no circular, es decir, clavijas necesitadas de orientación, pero estando esto ligado con las medidas de proporcionar también una suelta facilitada de tales clavijas de forma no circular respecto de los agujeros de paso de sección transversal correspondiente de la pieza de trabajo y, por tanto, procurar también un comportamiento de soldadura mejorado.
Estos requisitos contradictorios hasta cierto grado, a saber, por un lado, la sujeción y mantenimiento de las chapas en posición exacta durante su mecanización y, por otro lado, la anulación momentánea del seguro contra giro al extraer la clavija de posicionamiento, se cumplen con un dispositivo de la clase citada al principio según la invención mediante las características indicadas en la parte caracterizadora de la reivindicación 1 independiente.
En otras palabras y orientado a una implementación concreta a describir aún con más detalle, la solución del problema planteado consiste en que la guía presenta en su zona extrema correspondiente a la posición extrema de extensión hacia fuera de la barra de guía unos flancos inclinados de preferencia de manera simétricamente convergente con respecto al eje longitudinal de la guía y la espiga transversal que encaja en la guía está provista, al menos en su extremo que encaja en la guía, de un contorno exterior que puede ponerse en contacto lineal tangencial con los dos flancos, y la anchura de la guía desde el arranque de la inclinación de los flancos está dimensionada, respecto de la medida de la anchura del contorno exterior del extremo de la espiga transversal, con una sobremedida que admite un pequeño giro de la barra de guía.
La condición relativa a la anchura o a la sobremedida de la guía que admite un pequeño giro con respecto a la medida de la anchura del extremo de la espiga transversal que encaja en la guía tiene su fundamento en que, para formas no circulares en vista en planta de las clavijas de posicionamiento, es de por sí tan sólo posible un giro apenas perceptible de la barra de guía y éste depende también de la exactitud de ajuste entre la clavija y la abertura de alojamiento de dicha clavija en la chapa. Para poder hacer que se produzca ciertamente un tirón de separación entre la clavija y la chapa al tirar de las clavijas hacia abajo, es suficiente para ello la sobremedida indicada del orden de magnitud de un total de solamente 0, 5 a como máximo 2 mm.
La zona extrema de la guía configurada según la invención y determinante de la posición de extensión hacia fuera de la clavija de posicionamiento, cuya zona es decisiva para la posición de extensión hacia fuera o la posición extrema de la barra de guía y, por tanto, de la respectiva clavija de posicionamiento, constituye un estrechamiento, 20 representado por el contacto lineal, que actúa con acción forzosa de centrado para la espiga transversal y que proporciona la orientación correcta de una clavija de posicionamiento unida con la barra de guía y dotada de forma no circular en vista en planta, si bien los flancos de la guía adyacentes a este estrechamiento en dirección a la retracción de la clavija le dejan al extremo cilíndrico de la espiga transversal justamente tanta holgura que se haga posible un giro mínimo de la barra de guía que, como se ha mostrado, es también suficiente para anular de golpe 25 eventuales contactos de tensión de afianzamiento producidos durante la mecanización entre la chapa y la clavija de posicionamiento. Aparte de esto, esta holgura insignificante contribuye a aminorar el desgaste entre el extremo de la espiga transversal y la guía y finalmente también en la propia clavija de posicionamiento. Por tanto, se ha abandonado la idea anteriormente vigente de tener que prever un seguro contra... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de regulación de clavijas de posicionamiento para fijar la posición de piezas de trabajo en portapiezas, el cual está constituido por una barra de guía (2) alojada de manera axialmente desplazable en una carcasa (1) , cuya barra está asegurada contra giro en la posición extrema de extensión hacia fuera por medio de una espiga transversal (4) que encaja en al menos una guía (3) de la carcasa (1) dimensionada con una anchura (B) y realizada a manera de agujero oblongo paralelo al eje de la barra de guía (2) , estando dicha barra de guía provista de elementos (5) para recibir una clavija de posicionamiento (6) , caracterizado porque en la zona extrema (7) de la guía (3) que define la posición extrema centrada de extensión hacia fuera de la espiga transversal (4) está dispuesto un estrechamiento (E) de menor anchura en comparación con la anchura (B) de la guía (3) , el cual, en la posición extrema de la espiga transversal (4) de la barra de guía (2) , está en contacto lineal (LK) con esta espiga.
2. Dispositivo según la reivindicación 1, caracterizado porque la medida (D') de los contactos lineales (LK) que forman el estrechamiento (E) es más pequeña que la anchura (B) de la guía (3) en una cuantía de 0, 5 a como máximo 2 mm.
3. Dispositivo según la reivindicación 1 ó 2, caracterizado porque el estrechamiento (E) está formado por flancos (8) de la guía (3) inclinados de manera simétricamente convergente en dirección a la clavija de posicionamiento (6) , en donde la espiga transversal (4) que encaja en la guía (3) está provista, al menos en su extremo (4') que encaja en la guía (3) , de un contorno exterior (AK) que puede ponerse en contacto lineal tangencial (LK) con los dos flancos (8) , y en donde los flancos (8') de la guía (3) extendidos paralelamente a la barra de guía (2) están dispuestos de manera que parten del arranque (NA) de la inclinación de los flancos inclinados (8) .
4. Dispositivo según cualquiera de las reivindicaciones 1 a 3, caracterizado porque el contorno exterior (AK) del extremo (4') de la espiga transversal (4) es de configuración cilíndrica.
5. Dispositivo según cualquiera de las reivindicaciones 1 a 4, caracterizado porque en el extremo (4') de la espiga transversal (4) está dispuesto un cuerpo de rodadura (9) .
6. Dispositivo según la reivindicación 5, caracterizado porque el cuerpo de rodadura (9) es un cojinete de bolas radial.
7. Dispositivo según cualquiera de las reivindicaciones 1 a 6, caracterizado porque la guía (3) está dispuesta como pieza de repuesto en un rebajo (10) de la carcasa (1) abierto hacia la barra de guía (2) .
8. Dispositivo según la reivindicación 7, caracterizado porque la guía (3) está configurada en forma de una marco.
9. Dispositivo según la reivindicación 7, caracterizado porque la guía (3) está formada por material endurecido.
10. Dispositivo según la reivindicación 8, caracterizado porque el rebajo (10) de la carcasa (1) abierto hacia la barra de guía (2) está abierto hacia fuera y provisto de una tapa (11) .
11. Dispositivo según la reivindicación 10, caracterizado porque la guía (3) configurada a manera de marco está sujeta e inmovilizada entre la tapa (11) y un soporte de reacción (12) de la carcasa (1) realizado también a manera de marco.
12. Dispositivo según cualquiera de las reivindicaciones 1 a 11, caracterizado porque en el lado visto de la carcasa
(1) está prevista una marcación (14) , tal como una raya, un punto o una flecha de marcación, dispuesta en posición centrada con respecto a los flancos convergentemente inclinados (8) .
Patentes similares o relacionadas:
Aparatos y métodos para fabricación aditiva de conjuntos a gran escala, del 17 de Junio de 2020, de THE BOEING COMPANY: Un aparato de fabricación aditiva que comprende: un riel lineal, que tiene una longitud L1, en el que el riel lineal es […]
Soldadura láser de componentes tubulares de acero TWIP, del 17 de Junio de 2020, de ELETTROSYSTEM S.R.L: Planta de soldadura láser para soldar con láser componentes tubulares de acero TWIP; la planta de soldadura láser comprende dos mandriles , que son coaxiales y […]
Sistema de aprendizaje de soldeo, del 20 de Noviembre de 2019, de LINCOLN GLOBAL, INC.: Sistema para enseñar a soldadores, que comprende: (a) un componente de generación de datos, en el que el componente de generación de datos incluye […]
DISPOSITIVO DE RECTIFICACIÓN Y MEDICIÓN DE SOLDADURAS EN CARRILES DE VIAS FERROVIARIAS, del 29 de Julio de 2019, de REDALSA, S.A: 1. Dispositivo de rectificación y medición de soldaduras en carriles de vías ferroviarias , del tipo que comprenden un vehículo ferroviario […]
Sistema y procedimiento de montaje de vehículo modular, del 15 de Febrero de 2019, de Comau LLC: Un sistema de montaje modular para uso en el montaje de una gran cantidad de productos a lo largo de una cadena de montaje, teniendo el sistema un bastidor […]
Procedimiento de ablación láser y procedimiento de soldadura para piezas de trabajo, del 6 de Noviembre de 2018, de WISCO Lasertechnik GmbH: Procedimiento de ablación láser y de soldadura para piezas de trabajo , en particular chapas, donde el procedimiento comprende los siguientes […]
Puesto de realización de un trabajo sobre una pieza, del 25 de Octubre de 2017, de ABB FRANCE: Procedimiento de manipulación de al menos una pieza en un puesto de fijación de al menos dos piezas una sobre otra, caracterizado por el hecho de que […]
Dispositivo de sujeción con un acoplamiento de seguridad contra sobrecargas para sujetar al menos un elemento de las herramientas en un sistema de producción de carrocerías de vehículo, del 19 de Julio de 2017, de ThyssenKrupp System Engineering GmbH: Un dispositivo de sujeción para sujetar una pieza que se pretende sujetar en un sistema de producción de carrocerías de vehículo, caracterizado […]