Preforma que comprende elementos de refuerzo.
Una preforma de plástico (1) para un envase, que comprende al menos una ranura alargada (20) que se extiende en una dirección paralela al eje longitudinal de la preforma (1) en el que:
- al menos una ranura (20) se proporciona en el lado interior (6a) de la pared lateral (6) de la preforma (1);
- el espesor de la pared lateral (6) de la preforma (1) varía constantemente a lo largo de la dirección horizontal de la pared lateral (6) de la preforma (1), y;
- el espesor de la pared lateral (6) de la preforma (1) es constante a lo largo del eje longitudinal de la preforma (1).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2009/063536.
Solicitante: NESTEC S.A..
Nacionalidad solicitante: Suiza.
Dirección: AVENUE NESTLE 55 1800 VEVEY SUIZA.
Inventor/es: DIDIER, ERIC, HUTTS,DAVID JEROME, LUPKE,ERIC.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29B11/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › B29B 11/00 Fabricación de preformas (B29C 61/06 tiene prioridad). › Moldeo por inyección.
- B29B11/14 B29B 11/00 […] › caracterizado por la estructura o la composición.
- B29C49/06 B29 […] › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por inyección-soplado.
- B65D1/02 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 1/00 Recipientes rígidos o semirrígidos que tienen cuerpos formados en una sola pieza, p.ej. por moldeo de un material en metal, por moldeo de un material plástico, por soplado de un material vítreo, por moldeo de un material en cerámica, por moldeo de un material fibroso cocido, por estirado de un material en hoja (Enrollando, curvando o plegando el papel B65D 3/00, B65D 5/00; especialmente concebidos para ser abiertos por corte, perforado o desgarre de partes de la pared B65D 17/00; palés rígidos con paredes laterales B65D 19/02). › Botellas o recipientes similares, con cuellos o aberturas restringidas análogas, concebidos para verter el contenido.
PDF original: ES-2453163_T3.pdf
Fragmento de la descripción:
Preforma que comprende elementos de refuerzo
CAMPO DE LA INVENCIÓN
La presente invención se refiere a una preforma con elementos de refuerzo. Más en particular, la presente invención se refiere al campo de proporcionar ranuras en una preforma y un envase.
ANTECEDENTES DE LA INVENCIÓN
El proceso de fabricar, por ejemplo, botellas para bebidas incluye el moldeo por inyección de una preforma y el moldeo por soplado del envase que es conocido en la técnica anterior. Una tarea importante dentro de este campo es reducir el peso del envase final manteniendo por ello el mismo volumen de llenado. Estos envases con un peso ligero sin embargo llegan a sus límites cuando el comportamiento mecánico del envase lleno o vacío afecta negativamente, lo que provoca la manipulación del envase en la cadena de producción y más tarde durante el almacenamiento y transporte más difícil o incluso imposible. Los envases pueden deformarse o incluso romperse debido a la carga externa, si los envases no están diseñados para resistir las fuerzas externas.
Un problema adicional con los envases de peso ligero surge cuando el envase está lleno de fluidos bajo presión, por ejemplo, con bebidas carbonatadas. En este caso el envase aún tiene que proporcionar suficiente resistencia para resistir la presión interna.
Envases delgados y de peso ligero que son moldeados por soplado a partir de una preforma delgada plantean además problemas durante la fabricación de la propia preforma. Durante el moldeo por inyección de la preforma el material se inyecta al molde a partir de un cabezal extremo, de modo que el material fluye a lo largo de toda la longitud de la preforma antes de conformar la parte del cuello. Sin embargo, esto requiere un espesor mínimo de pared de la preforma para permitir que el material circule a través del molde para llenar la parte del cuello.
Ya se han propuesto diversas soluciones en el que se proporcionan resaltes y/o ranuras alargadas sobre la preforma.
El documento WO 03/55663 describe un proceso de moldeo por inyección de una preforma para fabricar un envase. Una preforma propuesta comprende un resalte alargado en el lado exterior de la pared lateral de la preforma.
Las patentes JP-A-10 338220 y JP-A-55 071244 describen una botella que puede aplastarse fácilmente al utilizar preformas que presentan una pluralidad de ranuras embutidas alargadas en el espesor de la pared sobre el lado de la superficie interna de la preforma en el que el espesor de la pared lateral de la preforma es constante.
Por lo tanto es el objeto de la presente invención mejorar además la técnica anterior.
De forma más concreta es un objeto de la presente invención proporcionar preformas que tengan un menor peso y paredes más delgadas, pero al mismo tiempo proporcionen la resistencia necesaria para resistir la carga externa así como también la presión interna.
Este objeto se resuelve mediante las reivindicaciones independientes. Características y realizaciones adicionales son objeto de las reivindicaciones dependientes.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
Características y ventajas adicionales de la presente invención se describen y resultarán evidentes a partir de la descripción de las realizaciones actualmente preferidas que se exponen a continuación con referencia a los dibujos en los que:
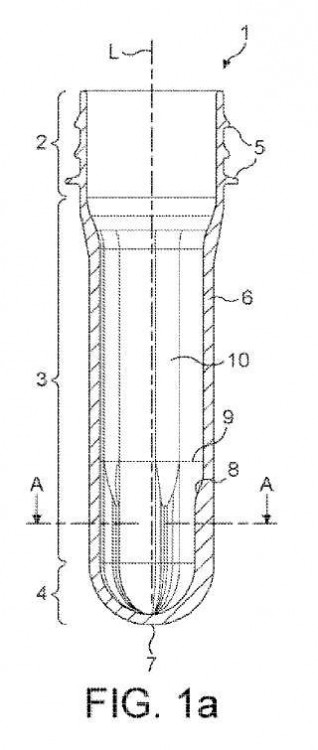
La figura 1A muestra una sección transversal vertical y la figura 1B muestra una sección transversal horizontal de una preforma de acuerdo con la técnica anterior; La figura 2A muestra una sección transversal vertical y la figura 2B muestra una sección transversal horizontal de una preforma de acuerdo con la técnica anterior; La figura 3A muestra una sección transversal vertical y la figura 3B muestra una sección transversal horizontal de una primera realización de una preforma de acuerdo con la presente invención; La figura 4A muestra una sección transversal vertical y la figura 4B muestra una sección transversal horizontal de una segunda realización de una preforma de acuerdo con la presente invención; La figura 5 muestra una sección transversal horizontal de una preforma de acuerdo con la técnica anterior; Las figuras 6 a 10 muestran secciones transversales horizontales de diferentes preformas de acuerdo con la técnica 65 anterior;
La figura 11 muestra una sección transversal horizontal de una preforma adicional y esquemáticamente la forma del envase moldeado por soplado resultante de acuerdo con la técnica anterior;
La figura 12 muestra una sección transversal horizontal de una preforma adicional y esquemáticamente la forma del envase moldeado por soplado resultante de acuerdo con la técnica anterior;
La figura 13 muestra una sección transversal vertical de una preforma adicional de acuerdo con la técnica anterior; La figura 14 muestra una sección transversal vertical de una preforma adicional de acuerdo con la técnica anterior; La figura 15 muestra una sección transversal vertical de una preforma adicional de acuerdo con la técnica anterior; Las figuras 16 a 18 muestran diferentes formas de un nervio horizontal dentro de una preforma de acuerdo con la técnica anterior; La figura 19 muestra una sección transversal horizontal de una preforma adicional y esquemáticamente la forma del envase moldeado por soplado resultante de acuerdo con la técnica anterior; Las figuras 20A a 20D muestran diferentes maneras de posicionar los nervios sobre la preforma de acuerdo con la técnica anterior; Las figuras 21 y 22 muestran la correlación entre la fuerza de carga superior y la desviación para un envase moldeado por soplado a partir de una preforma estándar y una preforma con nervios de refuerzo; La figura 23 muestra de forma esquematizada un diagrama de bloques de una máquina de moldeo por inyección; La figura 24 es un diagrama de flujo que muestra las etapas del proceso para fabricar una preforma de acuerdo con la presente invención; y La figura 25 es un diagrama de flujo que muestra las etapas del proceso para fabricar un envase.
DESCRIPCIÓN DETALLADA DE LA INVENCIÓN
La presente invención se refiere en general a una preforma de plástico para un envase que comprende al menos una ranura. En otras palabras, la presente invención se refiere a una preforma que comprende al menos un 25 elemento de refuerzo. Los elementos de refuerzo tienen una forma alargada o algo alargada y se extienden en cualquier dirección lineal de la preforma.
Hablando de forma más general, la preforma de acuerdo con la presente invención presenta espesores de pared variables proporcionando así una estructura con elementos de refuerzo alargados. La preforma de acuerdo con la presente invención comprende cavidades lineales o alargadas.
Preferentemente, la preforma de acuerdo con la presente invención presenta un espesor de pared prácticamente constante y presenta una o más ranuras que se extienden dentro y fuera de la preforma. Las ranuras o elementos de refuerzo en la pared exterior pueden extenderse en vertical, horizontal, diagonal o en cualquier otra dirección o en diferentes direcciones que sean una combinación de las posibilidades anteriormente mencionadas. Las ranuras o elementos de refuerzo en la pared exterior se extienden en una dirección vertical.
Para una preforma con resaltes puede utilizarse menor material, dado que los resaltes permiten paredes más delgadas en comparación con las preformas estándar.
Además, con las preformas de acuerdo con la presente invención los problemas con preformas de pared delgada durante el moldeado por inyección pueden resolverse. Cuando se utilizan preformas provistas de nervios, puede fabricarse a nivel industrial una preforma con una pared más delgada a medida que el material durante el moldeado por inyección puede fácilmente circular a través de los nervios para llenar la parte del cuello. Como consecuencia, la 45 cantidad de material para fabricar un envase delgado con buena apariencia a partir de la preforma con propiedades mecánicas suficientes se reduce significativamente.
De acuerdo con la presente invención a partir de las preformas inventivas pueden fabricarse envases con un peso ligero y que tengan paredes más delgadas, y al mismo tiempo tener una resistencia perfeccionada con respecto a una carga superior y/o presión interna.
El envase así presenta varias mejoras en comparación con envases de la técnica anterior. Habitualmente, cuando se utiliza una preforma estándar sin nervios durante el moldeo por soplado se añaden refuerzo, nervios en el molde para soplado para obtener un envase con una resistencia perfeccionada. Tales nervios añadidos sin embargo dan 55 lugar a una superficie exterior del envase interrumpida, lo que no... [Seguir leyendo]
Reivindicaciones:
1. Una preforma de plástico (1) para un envase, que comprende al menos una ranura alargada (20) que se extiende 5 en una dirección paralela al eje longitudinal de la preforma (1) en el que:
- al menos una ranura (20) se proporciona en el lado interior (6a) de la pared lateral (6) de la preforma (1) ;
- el espesor de la pared lateral (6) de la preforma (1) varía constantemente a lo largo de la dirección horizontal de la
pared lateral (6) de la preforma (1) , y.
10. el espesor de la pared lateral (6) de la preforma (1) es constante a lo largo del eje longitudinal de la preforma (1) .
2. Preforma (1) de acuerdo con la reivindicación 1 que está hecha a partir de un material termoplástico, en el que el termoplástico es elegido a partir del grupo que consiste en taraftalato de polietileno, polipropileno, polietileno, policarbonato, poliestireno, ácido poliláctico, cloruro de polivinilo y combinaciones de éstos.
TÉCNICA ANTERIOR
Patentes similares o relacionadas:
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]
Recipiente con bolsa interior, del 1 de Julio de 2020, de GAPLAST GMBH: Recipiente, que consiste en un recipiente exterior sustancialmente rígido y una bolsa interior ligeramente deformable, en el que el recipiente exterior y la bolsa interior consisten […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Molde de soplado, del 8 de Abril de 2020, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado, que define un eje longitudinal (X), para recipientes de plástico que comprende al menos dos semimoldes ; al menos dos soportes […]
Aparato para el moldeo por soplado de recipientes de plástico, del 1 de Abril de 2020, de Sacmi Imola S.C: Un aparato para moldear por soplado recipientes de plástico, que comprende al menos una estación de moldeo por soplado que define al menos una cavidad de moldeo para formar […]
Método y dispositivo para fabricar botellas, del 25 de Marzo de 2020, de DAI NIPPON PRINTING CO., LTD.: Un método para fabricar una botella esterilizada , que comprende las etapas de: esterilizar bacterias que se adhieren a una preforma hecha […]
Sistema y método para el moldeo por soplado múltiple, del 26 de Febrero de 2020, de Amcor Rigid Plastics USA, LLC: Un sistema para formar un contenedor a partir de una preforma mediante un proceso de moldeo por soplado múltiple que comprende: un primer molde […]
Contenedor moldeado por soplado con estiramiento que tiene un agarre profundo moldeado integralmente y proceso para fabricar dicho contenedor, del 26 de Febrero de 2020, de Plastipak BAWT S.à.r.l: Un proceso para fabricar un contenedor moldeado por soplado con estiramiento que tiene al menos un agarre concavo profundo (G), dicho proceso comprende las etapas de: a) […]