Pistón de inserción así como procedimiento para insertar etiquetas envolventes y de base en un molde de inyección.
Pistón de inserción para insertar al menos una etiqueta envolvente y al menos una etiqueta de base en un moldede inyección para producir recipientes de plástico,
caracterizado por que el pistón de inserción (4) presenta unpistón exterior (1) y un pistón interior (7) que puede desplazarse con respecto al pistón exterior (1).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10014643.
Solicitante: MARBACH MOULDS & AUTOMATION GMBH.
Nacionalidad solicitante: Alemania.
Dirección: Schützenstrasse 25 72574 Bad Urach ALEMANIA.
Inventor/es: DÖBLER,DANIEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
PDF original: ES-2435449_T3.pdf
Fragmento de la descripción:
Pistón de inserción así como procedimiento para insertar etiquetas envolventes y de base en un molde de inyección [0001] La invención se refiere a un pistón de inserción según el preámbulo de la reivindicación 1, así como a un procedimiento para insertar etiquetas envolventes y de base en un molde de inyección según el preámbulo de la reivindicación 10.
Por el documento US-A-5 053 101 se sabe cómo sujetar mediante fuerza de succión la etiqueta envolvente y la etiqueta de base en la superficie lateral así como en el fondo de un pistón de inserción e introducir las mismas con el pistón de inserción en el molde de inyección abierto. Allí, las dos etiquetas se transfieren al mismo tiempo al molde de inyección en el que las etiquetas se sujetan en la pared lateral y el fondo del espacio de inyección mediante un vacío aplicado, mientras que se elimina el vacío en el pistón de inserción.
Además, se sabe cómo fabricar recipientes de plástico de tal manera que al menos una parte de la pared lateral y del fondo se formen por una etiqueta envolvente así como por una etiqueta de base. El plástico para la producción del recipiente de plástico se inyecta sobre estas etiquetas. Estas etiquetas se insertan en el molde de inyección. Para ello se usa un pistón de inserción que presenta dos partes de sujeción que se encuentran una al lado de otra con una separación. Una de las partes de sujeción está prevista para la etiqueta envolvente y la otra parte de sujeción, para la etiqueta de base. Este pistón de inserción se lleva en primer lugar hacia el molde de inyección y después se hace descender, de tal manera que la primera parte de sujeción pueda insertar la etiqueta envolvente en el molde de inyección. A continuación se retrocede el pistón de inserción, de tal manera que la primera parte de sujeción sale del molde de inyección. A continuación se desplaza el pistón de inserción con respecto al molde de inyección hasta que se pueda descender la segunda parte de sujeción al interior del molde de inyección para transferir entonces la etiqueta de base al molde de inyección. El procedimiento de inserción mediante un pistón de inserción de este tipo requiere mucho tiempo, por lo que el rendimiento del sistema de moldeo por inyección es correspondientemente reducido.
La invención se basa en el objetivo de configurar el pistón de inserción genérico y el procedimiento genérico de tal manera que la etiqueta envolvente y la etiqueta de base se puedan insertar en poco tiempo en el molde de inyección.
Este objetivo se resuelve con el pistón de inserción genérico, de acuerdo con la invención, con las características distintivas de la reivindicación 1 y con el procedimiento genérico, de acuerdo a la invención, con las características de la reivindicación 10.
El pistón de inserción de acuerdo a la invención se caracteriza por que está provisto de un pistón exterior, en el que el pistón interior está alojado de manera desplazable con respecto al pistón exterior. Con ello se obtiene no sólo una forma constructiva muy compacta del pistón de inserción, sino también una transferencia con ahorro de tiempo de la etiqueta envolvente y de la etiqueta de base al molde de inyección. Gracias a la relativa capacidad de desplazamiento del pistón interior con respecto al pistón exterior es posible introducir el pistón de inserción en una carrera en el molde de inyección y transferir la etiqueta envolvente y la etiqueta de base.
Ventajosamente, el pistón exterior presenta medios, de manera preferente taladros de vacío, para la sujeción 45 de la etiqueta envolvente.
El pistón interior del pistón de inserción de acuerdo a la invención está provisto de medios, de manera preferente al menos un elemento de succión, con el que se sujeta la etiqueta de base.
Para que pueda ejecutar la carrera relativa con respecto al pistón exterior, el pistón interior se puede desplazar mediante un accionamiento.
Se obtiene una realización muy simple cuando el pistón interior está cargado, de manera preferente cargado mediante resorte, en dirección a una posición de base. Entonces se retrocede el pistón interior después de la 55 transferencia de la etiqueta de base al molde de inyección. Ventajosamente se emplea al menos un resorte de compresión que retroceda automáticamente a la posición de base el pistón interior después de la transferencia de la etiqueta.
Es ventajoso que el pistón interior se pueda desplazar con respecto al pistón exterior dentro de un límite.
Es una ventaja que el recorrido del desplazamiento del pistón interior esté limitado por un tope. Entonces está asegurada una transferencia sin problemas de la etiqueta de base al molde de inyección.
Es especialmente ventajoso que el pistón exterior esté provisto al menos de un tope que se encuentra en el
recorrido de desplazamiento del pistón interior. Si choca con el tope, ya no es posible un movimiento posterior de salida del pistón interior.
Una configuración particularmente sencilla y fiable del pistón de inserción se da cuando el pistón exterior presenta al menos un elemento de guía de efecto axial para el pistón interior. Entonces, el pistón interior puede desplazarse de manera fiable a su posición de transferencia.
Con el procedimiento según la invención, en una carrera del pistón de inserción se insertan la etiqueta envolvente y la etiqueta de base en el molde de inyección. Las dos etiquetas se encuentran en el pistón de inserción cuando se introduce en el molde de inyección. Por ello pueden insertarse en esta única carrera del procedimiento tanto la etiqueta envolvente como la etiqueta de base en el molde de inyección. Después de la entrada en el molde de inyección primero se transfiere la etiqueta envolvente desde el pistón de inserción. A continuación se inserta la etiqueta de base en el molde de inyección mediante el movimiento de salida del pistón interior con respecto al pistón exterior.
Es especialmente ventajoso en este sentido que el pistón de inserción inserte las etiquetas de tal manera en el molde de inyección que la etiqueta de base se solape a la etiqueta envolvente en el lado interior. Con ello se asegura que durante el procedimiento de inyección no llegue nada de plástico al lado exterior de las etiquetas.
Otras características de la invención se obtienen a partir de las reivindicaciones restantes, de la descripción y de los dibujos.
La invención se explica de manera más detallada a través de un ejemplo de realización representado en los dibujos. Muestran La Fig. 1, en un corte, un pistón de inserción según la invención,
La Fig. 2, en corte, el pistón de inserción según la invención en una primera posición,
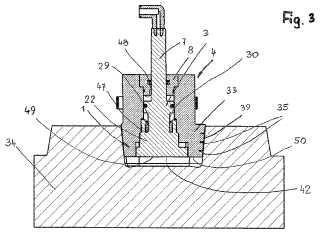
La Fig. 3, en una representación correspondiente a la Fig. 2, el pistón de inserción en una segunda posición,
La Fig. 4, en representación esquemática, la introducción de material inyectable en el molde de inyección con etiqueta envolvente insertada y etiqueta de base insertada.
Con el pistón de inserción descrito a continuación, en un procedimiento de inserción de una etapa, se pueden inyectar vasos de plástico que están provistos de una etiqueta de base y una etiqueta envolvente. El pistón de inserción está diseñado, en este caso, de tal modo que las etiquetas se insertan de tal manera en un molde de inyección que el plástico inyectado no puede salir entre la etiqueta envolvente y la etiqueta de base.
El pistón de inserción 4 tiene un pistón exterior 1. Tiene una cámara de presión 2, en la que se puede desplazar de modo hermético un émbolo 3. Es un componente de un pistón interior 7, que sobresale del pistón exterior 1. El émbolo 3 está provisto en su lado periférico de al menos una junta 5, con la que el émbolo 3 queda ajustado de manera hermética a la pared interior 6 de la cámara de presión 2.
La cámara de presión 2 está cerrada en el lado de salida del pistón interior 7 mediante una tapa 8, que está colocada en el pistón exterior 1. Tiene un borde 9 ensanchado que está apoyado sobre una superficie de reborde 10
radial de la pared interior 6 de la cámara de presión 2. La tapa 8 atravesada por el pistón interior 7 está provista en el lado interior de una junta anular 11, que está ajustada de manera hermética al lado exterior del pistón interior 7. La tapa 8 está sujeta de manera adecuada en el pistón exterior 1. Se encuentra hundida en una cavidad 12 que está prevista en el lado superior 13 del pistón exterior 1.
Por fuera del pistón exterior 1 está asentada firmemente de forma axial sobre el pistón interior 7 una caja... [Seguir leyendo]
Reivindicaciones:
1. Pistón de inserción para insertar al menos una etiqueta envolvente y al menos una etiqueta de base en un molde de inyección para producir recipientes de plástico, caracterizado por que el pistón de inserción (4) presenta un 5 pistón exterior (1) y un pistón interior (7) que puede desplazarse con respecto al pistón exterior (1) .
2. Pistón de inserción de acuerdo con la reivindicación 1, caracterizado por que el pistón exterior (1) presenta medios (35) , de manera preferente taladros de vacío, para sujetar la etiqueta envolvente (39) .
3. Pistón de inserción de acuerdo con la reivindicación 1 o 2, caracterizado por que el pistón interior (7) presenta medios (23, 27) , de manera preferente al menos un elemento de succión, para sujetar la etiqueta de base (42) .
4. Pistón de inserción de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque el pistón interior (7)
se puede desplazar por medio de un accionamiento (3) . 15
5. Pistón de inserción de acuerdo con una de las reivindicaciones 1 a 4, caracterizado por que el pistón interior (7) está cargado, de manera preferente cargado por resorte, en dirección a una posición de base.
6. Pistón de inserción de acuerdo con una de las reivindicaciones 1 a 5, caracterizado por que el pistón interior (7) 20 se puede desplazar de manera limitada con respecto al pistón exterior (1) .
7. Pistón de inserción de acuerdo con una de las reivindicaciones 1 a 6, caracterizado por que el recorrido de desplazamiento del pistón interior (7) está limitado por un tope.
8. Pistón de inserción de acuerdo con la reivindicación 7, caracterizado por que el pistón exterior (1) presenta al menos un tope (29, 51) que se encuentra en el recorrido de desplazamiento del pistón interior (7) .
9. Pistón de inserción de acuerdo con una de las reivindicaciones 1 a 8, caracterizado por que el pistón exterior (1)
presenta al menos un elemento de guía (29) , que actúa axialmente, para el pistón interior (7) . 30
10. Procedimiento para insertar etiquetas envolventes y de base (39, 42) en un molde de inyección (34) con un pistón de inserción de acuerdo con una de las reivindicaciones 1-9, en el que las etiquetas (39, 42) se insertan mediante un pistón de inserción (4) , insertándose la etiqueta envolvente y la etiqueta de base (39, 42) en el molde de inyección (34) en una carrera del pistón de inserción (4) , transfiriendo el pistón de inserción (4) al molde de inyección (34) , después de la introducción en el molde de inyección (34) , primero la etiqueta envolvente (39) y a continuación, mediante un movimiento de salida del pistón interior (7) , la etiqueta de base (42) .
11. Procedimiento de acuerdo con la reivindicación 10, caracterizado por que el pistón de inserción (4) transfiere las etiquetas (39, 42) de tal manera que la etiqueta de base (42) se solapa en el lado interior a la etiqueta envolvente 40 (39) .
Patentes similares o relacionadas:
Elemento de protección, elemento de hormigón y procedimiento para la fabricación de un elemento de hormigón, del 22 de Julio de 2020, de HERRENKNECHT AG: Elemento de protección para la conexión con un elemento de hormigón de una entibación de túnel, que presenta al menos una sección de protección , […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Máquina para la fabricación de artículos tridimensionales, que comprende un módulo de recepción configurado para recibir un molde (M1) formado por un cuerpo (M2) y […]