Molde para pasta y uso de molde para pasta.
Molde para pasta (100, 200) para moldear objetos a partir de pasta de fibras,
que comprende una superficie de molde sinterizada (130, 230) y una estructura de base permeable (110, 210), en el que la superficie de moldeo comprende al menos una capa de partículas metálicas sinterizadas (131, 231) con un diámetro promedio (131d, 231d) en el intervalo de 0,01-0,19 mm, preferentemente en el intervalo de 0,05-0,18 mm.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2005/001771.
Solicitante: PAKIT INTERNATIONAL TRADING COMPANY INC.
Inventor/es: NILSSON, BJORN, GRAFFTON,LARS, BÅSKMAN,LEIF.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- D21J3/00 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21J CARTON DE PASTA DE MADERA; FABRICACION DE ARTICULOS A PARTIR DE SUSPENSIONES DE FIBRAS CELULOSICAS O A PARTIR DE PAPEL "MACHE" (fabricación de objetos por procedimientos en seco B27N). › Fabricación de artículos por prensado de pasta fibrosa húmeda o de papel "maché", entre moldes.
- D21J7/00 D21J […] › Fabricación de artículos huecos a partir de suspensiones de fibras o de papel "maché" por depósito de fibras en o sobre una tela metálica.
PDF original: ES-2444637_T3.pdf
Fragmento de la descripción:
Molde para pasta y uso de molde para pasta.
CAMPO TÉCNICO
La presente invención se refiere a un molde para pasta para moldear objetos de pasta tridimensionales que pueden usarse en muy diversas aplicaciones. Más específicamente, los objetos se forman usando lechada de fibras que comprende una mezcla, principalmente, de fibras y líquido. La lechada de fibras está dispuesta en el molde y parte del líquido es evacuada y se produce un objeto fibroso resultante.
ANTECEDENTES DE LA INVENCIÓN
Los envases de pasta moldeada se usan en muy diversos campos y proporcionan una solución de envasado respetuosa con el medio ambiente que es biodegradable. Los productos de pasta moldeada a menudo se usan como envases protectores para artículos de consumo como por ejemplo teléfonos móviles, equipos informáticos, reproductores de DVD así como otros artículos de consumo electrónicos y otros productos que necesitan una protección de envasado. Además, los objetos de pasta moldeada pueden usarse en la industria alimentaria como cajas en forma de concha para hamburguesas, vasos para contenido líquido, platos llanos, etc. Además, los objetos de pasta moldeada pueden usarse para componer núcleos estructurales de paneles sándwich ligeros u otras estructuras de soporte de carga ligeras. La forma de estos productos a menudo es compleja y, en muchos casos, tienen una corta presencia temporal esperada en el mercado. Además, la serie de producción puede ser de tamaño relativamente pequeño, por lo que un bajo coste de producción del molde para pasta es una ventaja, al igual que una manera rápida y rentable de fabricar un molde. Otro aspecto es la resistencia estructural interna de los productos. Los objetos moldeados de pasta convencionales han estado limitados a menudo a materiales de envasado, dado que han presentado una desventaja competitiva con respecto a productos hechos, por ejemplo, de plástico. Además, sería ventajoso proporcionar un objeto de pasta moldeada con una estructura superficial lisa.
En líneas de moldeo de pasta tradicionales, véase por ejemplo el documento US 6210 531, existe una lechada que contiene fibras que es suministrada a un troquel de moldeo, por ejemplo por medio de vacío. Las fibras están contenidas por una malla de alambre aplicada sobre la superficie de moldeo del troquel de moldeo y parte del agua es eliminada por aspiración a través del troquel de moldeo habitualmente añadiendo una fuente de vacío en la parte inferior del molde. Seguidamente el troquel de moldeo es prensado suavemente hacia una parte hembra complementaria y al final del prensado, el vacío en el troquel de moldeo puede ser sustituido por un suave soplo de aire y, al mismo tiempo, se aplica un vacío en la forma invertida complementaria, ejecutando de este modo una transferencia del objeto de pasta moldeada a la parte hembra complementaria. En la siguiente etapa, el objeto de pasta moldeada es transferido a una cinta transportadora que transfiere el objeto de pasta moldeada al interior de un horno para secado. Antes del secado final del objeto de pasta moldeada, el contenido de sólidos (tal como se define mediante la ISO 287) de acuerdo con este método convencional es de aproximadamente el 15-20% y seguidamente el contenido de sólidos se incrementa hasta el 90-95%. Dado que el contenido de sólidos es bastante bajo antes de entrar en el horno, el producto tiene tendencia a alterar su forma y tamaño debido a fuerzas de contracción y, además, se mantienen tensiones estructurales en el producto. Y dado que la forma y el tamaño se han alterado durante el proceso de secado, a menudo es necesario prensar posteriormente el producto ejecutando de este modo la forma y tamaño preferidos. Esto crea, sin embargo, distorsiones y deficiencias por deformaciones en el producto resultante. Además, el proceso de secado consume altas cantidades de energía.
Los moldes para pasta convencionales que se usan en el proceso descrito anteriormente están construidos habitualmente usando un cuerpo principal cubierto por una malla de alambre para la superficie de moldeo. La malla de alambre impide que las fibras sean eliminadas por aspiración a través del molde, pero dejando salir al agua. El cuerpo principal está construido tradicionalmente uniendo bloques de aluminio que contienen varios agujeros perforados para el paso del agua y consiguiendo de este modo la forma preferida. La malla de alambre se añade habitualmente al cuerpo principal por medio de soldadura. Esto es, sin embargo, complicado, requiere tiempo y es costoso. Además la cuadrícula de la malla de alambre, así como los puntos de soldadura son a menudo evidentes en la estructura superficial del producto resultante, dando una aspereza no deseable en el producto final. Además, el método de aplicación de la malla de alambre establece restricciones a la complejidad de formas para el troquel de moldeo, haciendo imposible formar ciertas configuraciones en la forma.
En los documentos EP0559490 y EP0559491 se presenta un troquel de moldeo para pasta que comprende, preferentemente, perlas de vidrio para formar una estructura porosa, que también menciona que pueden usarse partículas sinterizadas. Una capa de soporte con partículas que tienen tamaños promedio entre 1-10 mm está cubierta por una capa de moldeo con partículas que tienen tamaños promedio entre 0, 2-1, 0 mm. El principio detrás de esta tecnología conocida es proporcionar una capa en la que el agua puede conservarse por medio de atracción por capilaridad y usar el agua conservada para contralavar el troquel de moldeo para impedir que las fibras obstruyan el troquel de moldeo. Sin embargo, este proceso es complicado.
El documento US 6451235 muestra un aparato y un método para formar objetos moldeados de pasta usando dos etapas. La primera etapa forma en húmedo un objeto pre-fibroso que en la segunda etapa se calienta y se prensa a una gran presión. El molde para pasta está formado de metal sólido que tiene canales de drenaje perforados para evacuar fluido.
El documento EP 0 559 490 desvela un molde para pasta para moldear objetos a partir de pasta de fibras que comprende una capa de moldeo y una capa de soporte, que pueden formarse sinterizando partículas que tienen un diámetro de al menos 0, 2 mm.
El documento US 5603808 presenta un molde para pasta donde una realización muestra una estructura de base porosa cubierta por un recubrimiento metálico que comprende aberturas cuadradas de 0, 1 mm a 2, 0 mm.
El documento US 6582562 desvela un molde para pasta capaz de soportar una temperatura elevada.
Todos los métodos de la técnica anterior que se referían a la producción de un molde para pasta, incluyendo los métodos desvelados anteriormente, presentan alguna desventaja.
RESUMEN DE LA INVENCIÓN
Es un objeto de la invención proporcionar un molde para pasta que elimina o al menos minimiza algunas de las desventajas mencionadas anteriormente. Esto se consigue presentando un molde para pasta para el moldeo de objetos a partir de pasta de fibras, que comprende una superficie de moldeo sinterizada y una estructura de base permeable donde la superficie de moldeo comprende al menos una capa de partículas metálicas sinterizadas con un diámetro promedio en el intervalo de 0, 01 - 0, 19 mm, preferentemente en el intervalo de 0, 05 - 0, 18 mm. Esto proporciona la ventaja de que la capa más externa de la superficie de moldeo tiene una estructura fina con poros pequeños para producir un objeto moldeado de pasta con una superficie lisa y de contener fibras entre un molde hembra y uno macho impidiéndoles entrar en los mismos moldes y al mismo tiempo permitiendo que el fluido o el fluido vaporizado salga.
De acuerdo con aspectos adicionales de la invención:
- el molde para pasta tiene una conductividad térmica en el intervalo de 1-1000 W/ (mºC) , preferentemente al menos 10 W/ (mºC) , más preferentemente al menos 40 W/ (mºC) , que proporciona la ventaja de que el calor puede ser transferido a las superficies de moldeo durante la etapa de prensado para que el prensado se realice durante temperatura incrementada, lo que conduce a una vaporización deseable del fluido en el material de pasta. Esta vaporización ayuda a que el fluido sea extraído por aspiración a través de los moldes y ayuda a que la presión sea distribuida uniformemente sobre las superficies de moldeo y, de este modo, la pasta moldeada se vuelve presurizada uniformemente.
- la estructura de base permeable comprende partículas sinterizadas que tienen diámetros promedio que son mayores que las partículas en la superficie de moldeo, preferentemente de al menos 0, 25 mm, preferentemente al menos 0, 35 mm, más preferentemente al menos 0, 45 mm y que tienen diámetros promedio menores... [Seguir leyendo]
Reivindicaciones:
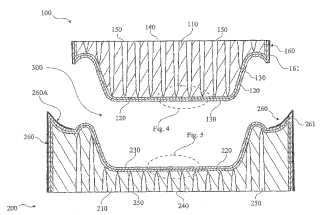
1. Molde para pasta (100, 200) para moldear objetos a partir de pasta de fibras, que comprende una superficie de molde sinterizada (130, 230) y una estructura de base permeable (110, 210) , en el que la superficie de moldeo comprende al menos una capa de partículas metálicas sinterizadas (131, 231) con un diámetro promedio (131d, 231d) en el intervalo de 0, 01-0, 19 mm, preferentemente en el intervalo de 0, 05-0, 18 mm.
2. Molde para pasta (100, 200) de acuerdo con la reivindicación 1, caracterizado porque el molde para pasta (100, 200) tiene una conductividad térmica en el intervalo de 1-1000 W/ (mºC) , preferentemente al menos 10 W/ (mºC) , más preferentemente al menos 40 W/ (mºC) .
3. Molde para pasta (100, 200) de acuerdo con cualquier reivindicación anterior, caracterizado porque la estructura de base permeable (110, 210) comprende partículas sinterizadas (111, 211) que tienen diámetros promedio (111d, 211d) que son mayores que las partículas en la superficie de moldeo, preferentemente de al menos 0, 25 mm, preferentemente al menos 0, 35 mm, más preferentemente al menos 0, 45 mm y que tienen diámetros promedio (111d, 211d) menores de 10 mm, preferentemente menores de 5 mm, más preferentemente menores de 2 mm.
4. Molde para pasta (100, 200) de acuerdo con cualquier reivindicación anterior caracterizado porque una capa de soporte permeable (120, 220) que comprende partículas sinterizadas (121, 221) está dispuesta entre la estructura de base (110, 210) y la superficie de moldeo (130, 230) donde las partículas (121, 221) de la capa de soporte (120, 220) tienen un diámetro promedio (121d, 122d) menor que el diámetro promedio (111d, 211d) de las partículas sinterizadas (111, 211) en la estructura de base (110, 210) .
5. Molde para pasta (100, 200) de acuerdo con la reivindicación 4, caracterizado porque los diámetros promedio (121d, 221d) de las partículas sinterizadas (121, 221) en la capa de soporte (120, 220) son mayores que el diámetro promedio (131d, 231d) de las partículas sinterizadas (131, 231) en la superficie de moldeo (130, 230) .
6. Molde para pasta (100, 200) de acuerdo con cualquier reivindicación anterior, caracterizado porque el molde para pasta (100, 200) tiene una porosidad total de al menos el 8%, preferentemente al menos el 12%, más preferentemente al menos el 15 % y porque el molde para pasta (100, 200) tiene una porosidad total de menos del 40%, preferentemente menos del 35%, más preferentemente menos del 30%.
7. Molde para pasta (100, 200) de acuerdo con cualquier reivindicación anterior, caracterizado porque una fuente de calor está dispuesta para suministrar calor al molde para pasta (100, 200) .
8. Molde para pasta (100, 200) de acuerdo con la reivindicación 7, caracterizado porque la fuente de calor está dispuesta en la parte inferior (140, 240) del molde para pasta (100, 200) .
9. Molde para pasta (100, 200) de acuerdo con cualquier reivindicación anterior, caracterizado porque el molde para pasta (100, 200) tiene una fuente de aspiración dispuesta en su parte inferior (140, 240) .
10. Molde para pasta (100, 200) de acuerdo con cualquier reivindicación anterior, caracterizado porque una placa de base (410) está unida a la parte inferior (140, 240) del molde para pasta (100, 200) y porque la placa de base (410) tiene aberturas de aspiración (412) .
11. Molde para pasta (100, 200) de acuerdo con la reivindicación 11, caracterizado porque la placa de base
(410) es una placa térmica (410) .
12. Molde para pasta (100, 200) de acuerdo con cualquier reivindicación anterior, caracterizado porque el molde para pasta (100, 200) tiene al menos un accionador dispuesto en su parte inferior (140, 240) .
13. Molde para pasta (100, 200) de acuerdo con cualquier reivindicación anterior, caracterizado porque la parte inferior (140, 240) está dispuesta sustancialmente para transmitir una presión aplicada, y preferentemente está libre de vacíos más grandes y preferentemente es sustancialmente plana.
14. Molde para pasta (100, 200) de acuerdo con cualquier reivindicación anterior, caracterizado porque el molde para pasta (100, 200) es capaz de soportar una temperatura de al menos 400ºC.
15. Molde para pasta (100, 200) de acuerdo con cualquier reivindicación anterior, caracterizado porque hay una parte macho (100) y una parte hembra (200) , que tienen, cada una, una superficie de moldeo (130, 230) dispuestas para contactar con la pasta moldeada durante una acción de prensado y calentamiento.
16. Molde para pasta (100, 200) de acuerdo con cualquier reivindicación anterior, caracterizado porque el molde para pasta (100, 200) contiene al menos uno, preferentemente una pluralidad de, canales de drenaje (150, 250) .
17. Molde para pasta (100, 200) de acuerdo con la reivindicación 16, caracterizado porque el canal de drenaje (150, 250) tiene un primer diámetro (01) en la parte inferior (140, 240) del molde para pasta (100, 200) y un tercer
diámetro (03) ubicado en el intervalo desde la intersección entre la estructura de base (110, 210) y la capa de soporte (120, 220) hasta la intersección entre la superficie de moldeo (130, 230) y el espacio de formación (300) , que es sustancialmente más pequeño que el primer diámetro (01) .
18. Molde para pasta (100, 200) de acuerdo con la reivindicación 17, caracterizado porque el primer diámetro
(01) es mayor que o igual a un segundo diámetro intermedio (02) y porque el segundo diámetro (02) es mayor que el tercer diámetro (03) .
19. Molde para pasta (100, 200) de acuerdo con la reivindicación 18, caracterizado porque el segundo diámetro (02) es de al menos 1 mm, preferentemente al menos 2 mm y porque el tercer diámetro (03) es menor de 500 !m, preferentemente menor de 50 !m, más preferentemente menor de 25 !m, de la forma más preferente menor de 15 !m.
20. Molde para pasta (100, 200) de acuerdo con las reivindicaciones 16 a 19, caracterizado porque la pluralidad de canales de drenaje (150, 250) están distribuidos en una distribución de al menos 10 canales/m2, preferentemente
2.500 - 500.000 canales/m2, más preferentemente menos de 40.000 canales/m2.
21. Molde para pasta (100, 200) de acuerdo con las reivindicaciones 16 a 20, caracterizado porque al menos un molde para pasta (100, 200) está dispuesto sobre la placa de base (410) y porque la placa de base (410) tiene aberturas de aspiración (412) y porque las aberturas de aspiración (412) están dispuestas para coincidir con la pluralidad de canales de drenaje (150, 250) .
22. Molde para pasta (100, 200) de acuerdo con cualquier reivindicaciones anterior, caracterizado porque el molde para pasta también comprende al menos un área superficial no permeable (160, 260) que contiene dichas partículas (131, 231) , teniendo el área superficial no permeable (160, 260) una permeabilidad que es sustancialmente menor que la de la superficie de moldeo (130, 230) .
23. Uso de un molde para pasta (100, 200) , de acuerdo con cualquier reivindicación anterior, para la producción de un cuerpo de pasta tridimensional, en el que un molde macho (100) y uno hembra (200) para pasta son prensados para que entren en contacto y donde al menos una superficie de moldeo (130, 230) es calentada a una temperatura por encima de 200ºC y donde una mezcla de fibras y de líquido está dispuesta entre el molde hembra
(200) y el macho (100) para pasta, con lo que durante la compresión del molde hembra (200) y el macho (100) una parte del líquido es vaporizada y se evapora a través de los moldes (100, 200) .
Patentes similares o relacionadas:
Material moldeado de gran tamaño y peso ligero y procedimiento de fabricación del mismo, del 17 de Junio de 2020, de OrganoClick AB: Material curvado con forma tridimensional de gran tamaño y peso ligero que comprende: un armazón exterior de pasta de pulpa moldeada y un espaciador […]
Método para moldear un producto a partir de una pasta de pulpa y herramienta o parte de herramienta para usar en tal proceso, del 15 de Enero de 2020, de Celwise AB: Una herramienta o una parte de herramienta para su uso en un proceso de moldeo de un producto a partir de una pasta de pulpa , comprendiendo la herramienta […]
Aparato de moldeo de pulpa y moldes para su uso en el mismo, del 20 de Noviembre de 2019, de OrganoClick AB: Un par de mitades de molde de metal adecuadas para el moldeo de pulpa por compresión y calentamiento, que comprende una primera mitad […]
 Procedimiento y maquina para formar un artículo moldeado, del 31 de Julio de 2019, de Natural Resources Limited: Un procedimiento de formación de un artículo moldeado que comprende:
- preparar una suspensión de fibra licuando material fibroso en un líquido de suspensión […]
Procedimiento y maquina para formar un artículo moldeado, del 31 de Julio de 2019, de Natural Resources Limited: Un procedimiento de formación de un artículo moldeado que comprende:
- preparar una suspensión de fibra licuando material fibroso en un líquido de suspensión […]
Uso de una composición de resistencia para aumentar la estabilidad dimensional en húmedo de un artículo de pulpa moldeada, del 5 de Junio de 2019, de KEMIRA OYJ: Uso de una composición de resistencia para aumentar la estabilidad tridimensional en húmedo de un artículo de pulpa moldeada en un ambiente alcalino, artículo de […]
Un sistema y un procedimiento para producir un artículo moldeado, por ejemplo, una botella, del 4 de Junio de 2019, de Ecoxpac A/S: Un sistema para producir un artículo moldeado, en particular un artículo en forma de botella , a partir de pasta, dicho sistema que comprende: un dispositivo […]
Procedimiento y dispositivo para la fabricación de una pieza moldeada de fibras, del 8 de Mayo de 2019, de SIG TECHNOLOGY AG: Procedimiento para la fabricación de un elemento de cabeza o de fondo, formado por una pieza moldeada de fibras (F), para recipientes de envase de bebidas, que comprende los […]
Método para fabricar un envase de fibra moldeado y envase alimentario de fibra moldeado, del 22 de Marzo de 2017, de Huhtamaki Molded Fiber Technology B.V: Método para la fabricación de un envase de fibra moldeado , en particular un envase alimentario, de forma más particular un envase para huevos, que comprende, […]