MÉTODO PARA PRODUCIR ELEMENTOS DECORATIVOS, EN PARTICULAR EMBLEMAS.
Método para producir uno o más elementos decorativos, en particular emblemas (38),
que comprende las etapas de: - termoformar una película de capas múltiples (10) que comprende una primera capa protectora transparente (12), una segunda capa decorativa (14) que contiene al menos un pigmento, y una tercera capa de soporte (16) de material de plástico termoformable, como para formar al menos una depresión (28) en dicha película (10), - verter en dicha al menos una depresión (28) una resina de endurecimiento (30) que se adhiere a la tercera capa (16) de la película (10), - aplicar una lámina de cubrimiento (32) a la tercera capa (16) de la película (10) como para encerrar la resina vertida (30), que sufre un proceso de endurecimiento, y - cortar la película (10) alrededor de la dicha al menos una depresión (28), produciendo así un elemento decorativo estratificado que comprende una porción de dicha película (10), una capa de resina (30) y una porción de dicha lámina (32)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2005/000685.
Solicitante: DEMAK S.R.L.
Nacionalidad solicitante: Italia.
Dirección: STRADA DEL CASCINOTTO 163 10156 TORINO ITALIA.
Inventor/es: GASTALDI,Maurizio , MENOZZI,Alberto.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Noviembre de 2005.
Clasificación Internacional de Patentes:
- B29C39/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad).
- B44C1/20 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 1/00 Procesos no expresamente previstos en otro lugar para la producción de efectos decorativos sobre superficies (decoración de textiles D06Q). › Aplicación de materias plásticas y modelado superficial de la superficie de esas materias.
- B44C5/04 B44C […] › B44C 5/00 Procesos para la realización de objetos decorativos particulares. › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
- G09F7/00 FISICA. › G09 ENSEÑANZA; CRIPTOGRAFIA; PRESENTACION; PUBLICIDAD; PRECINTOS. › G09F PRESENTACION; PUBLICIDAD; CARTELES; ETIQUETAS O PLACAS DE IDENTIFICACION; PRECINTOS. › Carteles, placas que llevan un nombre o un número, letras, cifras o signos; Paneles o tableros (pancartas G09F 1/00; dispositivos de representación de información variable G09F 9/00, G09F 11/00; carteles luminosas G09F 13/00; tableros para avisos o anuncios G09F 15/00).
- G09F7/16 G09F […] › G09F 7/00 Carteles, placas que llevan un nombre o un número, letras, cifras o signos; Paneles o tableros (pancartas G09F 1/00; dispositivos de representación de información variable G09F 9/00, G09F 11/00; carteles luminosas G09F 13/00; tableros para avisos o anuncios G09F 15/00). › Letras, números u otros símbolos, adaptados para ser fijados permanentemente a un soporte.
Clasificación PCT:
- B05D5/00 B […] › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05D PROCEDIMIENTOS PARA APLICAR MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL (transporte de objetos en los baños de líquidos B65G, p. ej.. B65G 49/02). › Procedimientos para aplicar líquidos u otros materiales fluidos a las superficies para obtener efectos, acabados o estructuras de superficie particulares.
- B29C39/00 B29C […] › Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad).
- B44C1/20 B44C 1/00 […] › Aplicación de materias plásticas y modelado superficial de la superficie de esas materias.
- B44C5/04 B44C 5/00 […] › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
- B60R13/00 B […] › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › Elementos para embellecer la carrocería, identificarla o decorarla; Instalaciones o adaptaciones para la publicidad.
- G09F7/00 G09F […] › Carteles, placas que llevan un nombre o un número, letras, cifras o signos; Paneles o tableros (pancartas G09F 1/00; dispositivos de representación de información variable G09F 9/00, G09F 11/00; carteles luminosas G09F 13/00; tableros para avisos o anuncios G09F 15/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Descripción:
Método para producir elementos decorativos, en particular emblemas.
La presente invención se refiere a la producción de elementos decorativos, en particular emblemas brillantes que pueden aplicarse a diversos artículos, como la carrocería de automóviles y motocicletas, aparatos domésticos, bicicletas, barcos y similares. Ejemplos típicos de estos emblemas son insignias que identifican el modelo, aplicadas en la parte posterior de un automóvil.
El documento US-A-3654062 divulga una placa decorativa moldeada que comprende una porción de cuerpo de un material de plástico y una lámina enfrentada dispuesta sobre la cara frontal de la porción de cuerpo.
En un método conocido, un emblema brillante se produce mediante un proceso que tiene dos etapas distintas. En la primera etapa, un núcleo que tiene el perfil deseado se produce mediante el moldeo por inyección de material de plástico, por ejemplo ABS. En la segunda etapa, este núcleo se sumerge en un baño de chapado de cromo para que quede cubierto con una capa de revestimiento reluciente que le imparte una apariencia reflectora brillante.
Sin embargo, este método conocido tiene una serie de desventajas. Esto es porque la ejecución de las etapas de moldeo por inyección y chapado en cromo requieren habilidades de tipos marcadamente diferentes, que rara vez están presentes en un solo negocio. Estas etapas se ejecutan típicamente por lo tanto en diferentes ubicaciones, lo que resulta en complicaciones en términos de logística y organización. La etapa de chapado en cromo también requiere el uso de productos químicos que constituyen un riesgo para la salud, y el manejo de estos productos requiere por lo tanto el cumplimiento de estrictas regulaciones de seguridad, y su disposición de una manera ambientalmente compatible es difícil en todas las circunstancias. Por otro lado, la etapa de moldeo por inyección requiere la disponibilidad de moldes que puedan soportar las elevadas presiones requeridas por este tipo de tecnología. Por ende estos moldes son por lo tanto muy costosos, cuya preparación se justifica económicamente sólo en el caso de una producción a gran escala.
Un objeto de la presente invención es por lo tanto superar las desventajas mencionadas anteriormente de la técnica conocida.
De acuerdo con la presente invención, este objeto se logra mediante un método que tiene las características reivindicadas en la reivindicación 1. Características preferidas del método se indican en las reivindicaciones dependientes de la reivindicación 1.
El método de acuerdo con la invención tiene una serie de etapas que pueden ejecutarse fácilmente de manera secuencial en una sola instalación, sin el uso de métodos de moldeo por inyección y de chapado en cromo. Por lo tanto se aplica fácilmente, es igualmente adecuado para tiradas de producción cortas y largas, no es costoso y virtualmente no tiene impacto sobre el ambiente.
Un objeto adicional de la presente invención es un elemento decorativo que puede producirse usando el método mencionado anteriormente.
Este elemento decorativo tiene la propiedad ventajosa de ser altamente flexible. Por lo tanto puede adaptarse a superficies curvas en el momento de su aplicación, sin tener que producirse con una curvatura especificada correspondiente por adelantado. En contraste, los elementos decorativos de la técnica conocida son marcadamente rígidos y deben contar con un perfil curvo correspondiente antes de aplicarse a superficies curvas.
Ventajas y características adicionales de la invención se harán evidentes mediante la siguiente descripción detallada, proporcionada como ejemplo y sin propósito restrictivo, con referencia a los dibujos adjuntos, en los cuales:
- las figuras 1 a 12 son ilustraciones esquemáticas de etapas sucesivas de un método para producir elementos decorativos de acuerdo con la invención.
En un método para producir elementos decorativos, en particular emblemas, el material de partida (figura 1) es una película de capas múltiples 10 que comprende una primera capa protectora transparente 12, una segunda capa decorativa 14 que contiene uno o más pigmentos, y una tercera capa de soporte 16 de material plástico termoformable.
La primera capa protectora transparente 12 puede consistir, por ejemplo, en poliéster, fluoruro de polivinilideno o polimetacrilato. La segunda capa 14 contiene, por ejemplo, pigmentos metálicos, mientras que la tercera capa 16 puede consistir en un material tal como ABS o poliuretano. Los pigmentos metálicos, preferiblemente de tipo aluminio y/o magnesio, de la segunda capa 14 dan a la película 10 una apariencia reflectora brillante, una apariencia satinada o cualquier otro tipo conocido de apariencia metalizada. Sin embargo, también es posible utilizar pigmentos no metálicos que dan a la película una apariencia a color o en patrón, por ejemplo al reproducir un efecto de fibra de carbono. El espesor total de la película 10 puede típicamente estar en la escala de 200 a 500 μm.
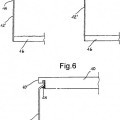
Se inserta una porción rectangular de la película de capa múltiples 10 descrita anteriormente (figura 2) en un soporte formado por dos bastidores sustancialmente rectangulares 18 articulados a manera de libro por un lado más largo 20. Los dos bastidores 18 se cierran uno sobre otro (figura 3), afianzando así la porción de la película 10 a lo largo de su perímetro. La película luego se calienta (figura 4) a una temperatura preferiblemente en la escala de 150 a 200ºC al exponerla a la radiación de una lámpara 22, y luego se sujeta (figura 5) entre un troquel 24 y una matriz 26 que tienen, respectivamente, proyecciones y depresiones del tipo deseado, para que se termoforme. La termoformación produce una pluralidad de depresiones 28, cuya forma corresponde a la del emblema a producirse, en la porción de la película 10 (figura 6). En la figura 6, las depresiones 28 se muestran como teniendo la forma de las letras que conforman la palabra "DEMAK". Claramente, las formas de las depresiones podrían ser todas idénticas entre sí y/o podrían ser diferentes de las formas de las letras del alfabeto, y podrían existir virtualmente cualquier número de depresiones, o sólo una de ellas, permitiendo así la producción de un solo emblema grande.
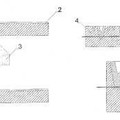
En una etapa posterior de la operación (figura 7), se vierte una resina de endurecimiento 30 -típicamente de tipo poliuretano- dentro de las depresiones 28, de modo que las llena y se adhiere a la tercera capa 16. La película termoformada 10 (figura 8) es fuerte y sustancialmente autoportante, y por lo tanto no requiere de dispositivos de soporte específicos durante la etapa de vertido, en la cual actúa como recipiente de contención para la resina, o después de esto.
Una lámina de cubrimiento 32 se aplica entonces (figura 9) a la tercera capa 16 de la película 10, como para encerrar la resina 30 en las diversas depresiones 28 (véase la figura 10, en la cual la porción formada de la película 10 se muestra en una configuración invertida respecto a las figuras precedentes). Convenientemente, la lámina de cubrimiento 32 es del tipo de adhesivo de doble cara y tiene un forro protector 34 en el lado orientado alejado de la película 10, siendo este forro removible en el momento de aplicación del elemento decorativo.
La resina 30 encerrada en las depresiones 28 sufre entonces un proceso de endurecimiento, que puede acelerarse mediante calentamiento en un horno. Este calentamiento en horno puede llevarse a cabo, si es necesario, incluso antes de la aplicación de la lámina de cubrimiento 32 a la tercera capa 16 de la película 10.
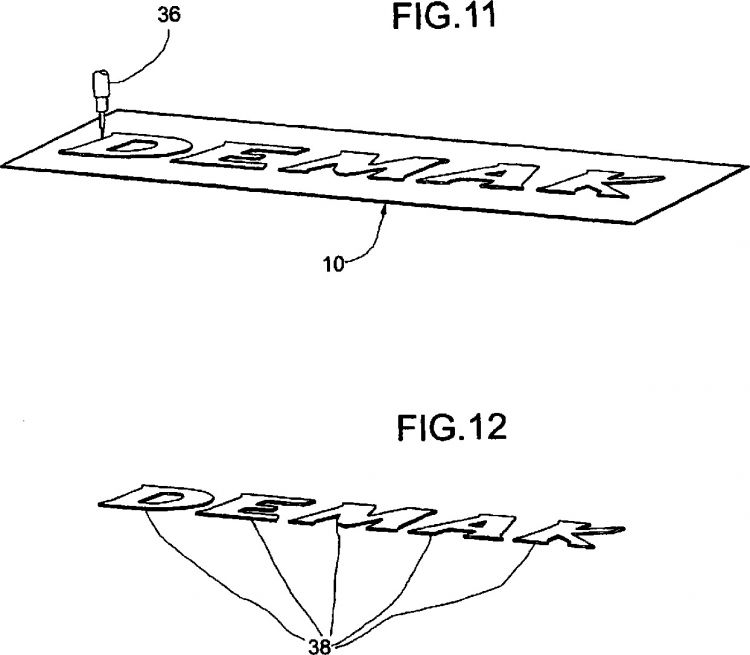
Finalmente (figura 11), un dispositivo de corte tal como una máquina de punción o una máquina de haz de láser 36 se utiliza para cortar la película 10 alrededor de las varias depresiones 28 llenadas con la resina 30 y selladas por la lámina 32, produciendo así (figura 12) emblemas 38 de la forma deseada. Estos emblemas tienen una estructura estratificada que comprende una capa de película 10, una capa de resina vertida 30 y una capa de lámina de cubrimiento 32, superpuestas una sobre otra. A su vez, la capa de película 10 comprende una primera capa protectora transparente 12, una segunda capa decorativa 14 que contiene al menos un pigmento, y una tercera capa de soporte 16 de material de plástico a la que se adhiere la resina vertida 30.
Reivindicaciones:
1. Método para producir uno o más elementos decorativos, en particular emblemas (38), que comprende las etapas de:
- termoformar una película de capas múltiples (10) que comprende una primera capa protectora transparente (12), una segunda capa decorativa (14) que contiene al menos un pigmento, y una tercera capa de soporte (16) de material de plástico termoformable, como para formar al menos una depresión (28) en dicha película (10),
- verter en dicha al menos una depresión (28) una resina de endurecimiento (30) que se adhiere a la tercera capa (16) de la película (10),
- aplicar una lámina de cubrimiento (32) a la tercera capa (16) de la película (10) como para encerrar la resina vertida (30), que sufre un proceso de endurecimiento, y
- cortar la película (10) alrededor de la dicha al menos una depresión (28), produciendo así un elemento decorativo estratificado que comprende una porción de dicha película (10), una capa de resina (30) y una porción de dicha lámina (32).
2. Método de acuerdo con la reivindicación 1, en el que dicha primera capa protectora transparente (12) de la película de capas múltiples (10) consiste en un material de plástico seleccionado del grupo que consiste en poliésteres, fluoruro de polivinilideno y polimetacrilatos.
3. Método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que dicha segunda capa (14) de la película de capas múltiples (10) contiene pigmentos metálicos, preferiblemente de tipo aluminio y/o magnesio, dando a la película (10) una apariencia reflectora brillante o satinada.
4. Método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que dicha tercera capa (16) de la película de capas múltiples (10) consiste en un material seleccionado del grupo que consiste en ABS y poliuretano.
5. Método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que dicha película de capas múltiples (10) tiene un espesor en la escala de 200 a 500 μm.
6. Método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que dicha película de capas múltiples (10) se termoforma a una temperatura en la escala de 150 a 200ºC.
7. Método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que una pluralidad de depresiones (28) se forma en dicha película (10) en la etapa de termoformación.
8. Método de acuerdo con una cualquiera de las reivindicaciones precedentes 1 a 6, en el que una sola depresión (28) se forma en dicha película (10) en la etapa de termoformación.
9. Método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que la película termoformada actúa como un recipiente autoportante dentro del cual se vierte posteriormente la resina de endurecimiento.
10. Método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que dicha resina de endurecimiento (30) es de tipo poliuretano y se somete a una etapa de calentamiento para acelerar su endurecimiento.
11. Método de acuerdo con la reivindicación 1, en el que dicha etapa de calentamiento tiene lugar antes y/o después de la etapa de aplicación de la lámina de cubrimiento (32).
12. Método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que la lámina de cubrimiento (32) es de tipo adhesivo de doble cara y tiene un forro protector (34) en el lado orientado alejado de la película, siendo este forro removible en el momento de la aplicación del elemento decorativo.
13. Método de acuerdo con la reivindicación 1, en el que la etapa de corte se lleva a cabo mediante una máquina de punción o una máquina de haz de láser (36).
14. Elemento decorativo estratificado, en particular emblema (38), que puede producirse mediante el método de acuerdo con una cualquiera de las reivindicaciones precedentes, comprendiendo dicho elemento decorativo una capa de película (10), una capa de resina vertida (30) y una capa de lámina de cubrimiento (32) superpuestas una sobre otra, conteniendo dicha capa de película (10) a su vez al menos una primera capa protectora transparente (12), una segunda capa decorativa (14) que contiene al menos un pigmento, y una tercera capa de soporte (16) de material de plástico.
Patentes similares o relacionadas:
Carácter metálico tridimensional, del 18 de Marzo de 2020, de Wujiang Yuxing Metal Art Decoration Co., Ltd: Un carácter metálico tridimensional que comprende: segmentos, en el que cada segmento del carácter metálico tridimensional está formado por dos superficies de […]
SISTEMA PARA IDENTIFICACIÓN DE VEHÍCULOS LIGEROS, del 20 de Octubre de 2016, de MARTINEZ GOROSTIAGA, José: Sistema de identificación de vehículos ligeros, comprendiendo una distribución de orificios practicados en un elemento estructural del vehículo […]
Placa de matrícula perfeccionada y procedimiento de fabricación, del 3 de Octubre de 2016, de INDUSTRIAS SAMAR'T. S.A.: Perfeccionamientos en el objeto de la patente n° 201530182, por placa de matrícula y procedimiento de fabricación que, siendo una placa de plástico acrílica con los caracteres […]
Placa de matrícula y procedimiento de fabricación, del 18 de Agosto de 2016, de INDUSTRIAS SAMAR'T. S.A.: Placa de matrícula y procedimiento de fabricación, realizada con elementos aplicados a una placa acrílica con los caracteres embutidos, comprendiendo: una […]
Perfeccionamientos para artículos de vajilla desechables, del 4 de Septiembre de 2013, de GABAY, SHYREL LEÓNIE: Articulos de vajilla desechables vendidos en lotes y que incluyen cierto niimero de articulos identicos, incluyendocada uno de ellos un signo distintivo, […]
 Método y dispositivo para la protección y el control de la originalidad de productos y certificado correspondiente que se puede leer electrónicamente, del 1 de Abril de 2013, de KEIT LTD: Un método para proteger la originalidad de los productos que se marcan con una marcación contra los intentos enel borrado o manipulación de la marca, […]
Método y dispositivo para la protección y el control de la originalidad de productos y certificado correspondiente que se puede leer electrónicamente, del 1 de Abril de 2013, de KEIT LTD: Un método para proteger la originalidad de los productos que se marcan con una marcación contra los intentos enel borrado o manipulación de la marca, […]
 DISPOSITIVO PARA CONECTAR ELEMENTOS EN FORMA DE PLACA A LO LARGO DE SUPERFICIES ORIENTADAS ANGULARMENTE UNAS RESPECTO A OTRAS, del 6 de Abril de 2011, de SOLENEON SERVICE S.R.L.: Un dispositivo para conectar elementos en forma de placa a lo largo de superficies dispuestas ortogonalmente entre sí y formar así cuerpos en forma de caja con […]
DISPOSITIVO PARA CONECTAR ELEMENTOS EN FORMA DE PLACA A LO LARGO DE SUPERFICIES ORIENTADAS ANGULARMENTE UNAS RESPECTO A OTRAS, del 6 de Abril de 2011, de SOLENEON SERVICE S.R.L.: Un dispositivo para conectar elementos en forma de placa a lo largo de superficies dispuestas ortogonalmente entre sí y formar así cuerpos en forma de caja con […]
 APARATO PARA LA INCORPORACIÓN DE ELEMENTOS GRÁFICOS EN SUPERFICIES METÁLICAS O ACRÍLICAS, del 2 de Enero de 2012, de INDUSTRIAS SAMAR'T. S.A.: Procedimiento para la incorporación de grafismos en superficies metálicas o acrílicas que consiste en el empleo de un elemento calefactor dotado […]
APARATO PARA LA INCORPORACIÓN DE ELEMENTOS GRÁFICOS EN SUPERFICIES METÁLICAS O ACRÍLICAS, del 2 de Enero de 2012, de INDUSTRIAS SAMAR'T. S.A.: Procedimiento para la incorporación de grafismos en superficies metálicas o acrílicas que consiste en el empleo de un elemento calefactor dotado […]