Método para preparar un laminado de adhesivo multicapa.
Método de fabricación continua de un laminado de adhesivo sensible a la presión multicapa que comprendelas etapas de:
a. producir una banda que tiene una primera superficie definida por una capa de adhesivo y una segundasuperficie definida por un revestimiento desprendible;
b. cortar la banda longitudinalmente para dar una primera sección y una segunda sección, teniendo cadasección una primera superficie definida por una capa de adhesivo y una segunda superficie definida por unrevestimiento desprendible;
c. colocar la primera sección y la segunda sección de modo que la capa de adhesivo de la primera secciónse enfrente a la capa de adhesivo de la segunda sección a lo largo de la longitud de las secciones primeray segunda; y
d. laminar juntas la primera sección y la segunda sección de tal manera que las capas de adhesivo de lassecciones primera y segunda estén unidas;
en el que el laminado resultante tiene un primer revestimiento desprendible que define una primerasuperficie exterior, un segundo revestimiento desprendible que define una segunda superficie exterior y unacapa de adhesivo colocada entre los revestimientos desprendibles primero y segundo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2009/059217.
Solicitante: Mylan Inc.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1500 Corporate Drive, Suite 400 Canonsburg, PA 15317 ESTADOS UNIDOS DE AMERICA.
Inventor/es: MILLER,KENNETH J.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B38/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › Operaciones auxiliares relacionadas con los procesos de estratificación.
- B32B38/18 B32B […] › B32B 38/00 Operaciones auxiliares relacionadas con los procesos de estratificación. › Manipulación de las hojas o del estratificado.
- B32B7/12 B32B […] › B32B 7/00 Productos estratificados caracterizados por la relación entre las capas; Productos estratificados caracterizados por la orientación relativa de elementos característicos entre capas, es decir, productos que comprenden capas que tienen propiedades físicas, químicas o fisicoquímicas diferentes; productos estratificados caracterizados por la unión entre capas. › interponiendo adhesivos o materiales con propiedades adhesivas.
PDF original: ES-2400210_T3.pdf
Fragmento de la descripción:
Método para preparar un laminado de adhesivo multicapa Esta solicitud reivindica prioridad de la descripción de la solicitud de patente provisional estadounidense con n.º de serie 61/102.223, titulada “Method for Making a Multilayer Adhesive Laminate”, presentada el 2 de octubre de 2008.
Campo de la invención Esta invención está en el campo de los recubrimientos de adhesivo sensible a la presión.
Antecedentes Los laminados de adhesivo sensible a la presión son comunes en productos de numerosas industrias, incluyendo las industrias de atención sanitaria médica y para el consumidor. Dentro de estas industrias, pueden usarse laminados de adhesivo sensible a la presión para parches transdérmicos, cintas médicas, vendajes para heridas y parches tópicos para la piel. Aunque esta sección y la descripción en el presente documento pueden centrarse en aplicaciones de atención sanitaria médica y para el consumidor, debe entenderse que esta descripción no se limita a esas aplicaciones o industrias.
Un procedimiento común usado para fabricar laminados de adhesivo sensible a la presión implica un procedimiento de recubrimiento con adhesivo a base de disolvente continuo. Un procedimiento de este tipo puede emplear cualquier tipo adecuado de disolvente, incluyendo agua. Sin embargo, el grosor del recubrimiento de adhesivo producido mediante un procedimiento de este tipo es limitado. Por ejemplo, para lograr un producto recubierto con adhesivo más grueso usando un procedimiento de recubrimiento con adhesivo a base de disolvente, es necesario ralentizar las velocidades de producción para proporcionar a los recubrimientos de adhesivo más gruesos un tiempo de secado adecuado, o aumentar las temperaturas, lo que puede provocar la formación de imperfecciones en la superficie. Alternativamente, puede usarse un procedimiento de este tipo en modo discontinuo para combinar capas para producir laminados de adhesivo más gruesos. Estos enfoques para producir laminados de adhesivo multicapa o gruesos son costosos e ineficaces. Por tanto, existe una necesidad de un procedimiento que permita una fabricación rápida continua de un laminado de adhesivo relativamente grueso.
Resumen Los procedimientos descritos en el presente documento permiten una fabricación rápida continua de recubrimientos de adhesivo relativamente finos, en los que los recubrimientos finos se fabrican de manera continua para dar un único laminado de adhesivo más grueso.
En una realización, esta descripción se refiere a un método de fabricación continua de un laminado de adhesivo sensible a la presión multicapa que incluye las etapas de: (1) producir una banda que tiene una primera superficie con una capa de adhesivo y una segunda superficie con un revestimiento desprendible; (2) cortar la banda longitudinalmente para dar una primera sección y una segunda sección, teniendo cada sección una primera superficie con una capa de adhesivo y una segunda superficie con un revestimiento desprendible; (3) colocar la primera sección y la segunda sección de modo que la capa de adhesivo de la primera sección se enfrenta a la capa de adhesivo de la segunda sección a lo largo de la longitud de las secciones primera y segunda; y (4) laminar la primera sección y la segunda sección juntas de tal manera que las capas de adhesivo de las secciones primera y segunda están unidas. El laminado resultante tiene dos superficies que tienen cada una un revestimiento desprendible y una zona interior que tiene una capa de adhesivo.
En otra realización, esta descripción se refiere a un método de fabricación continua de un laminado de adhesivo sensible a la presión multicapa que incluye las etapas de: (1) producir una banda que tiene una primera superficie con una capa de adhesivo y una segunda superficie con un revestimiento desprendible; (2) cortar la banda longitudinalmente para dar una primera sección y una segunda sección, teniendo cada sección una primera superficie con una capa de adhesivo y una segunda superficie con un revestimiento desprendible; (3) laminar una película de refuerzo a la capa de adhesivo de la primera sección; (4) retirar el revestimiento desprendible del laminado de la etapa (3) y exponer la capa de adhesivo de la primera sección; (5) colocar el laminado de la etapa (4) y la segunda sección de modo que la capa de adhesivo expuesta del laminado de la etapa (4) se enfrenta a la capa de adhesivo de la segunda sección; y (6) laminar la segunda sección al laminado de la etapa (4) , combinándose la capa de adhesivo del laminado de la etapa (4) con la capa de adhesivo de la segunda sección. El laminado final tiene una superficie que tiene una película de refuerzo, una superficie que tiene un revestimiento desprendible y una zona interior que tiene una capa de adhesivo.
En otra realización, esta descripción se refiere a un método de fabricación continua de un laminado de adhesivo sensible a la presión multicapa que incluye las etapas de: (1) producir una banda que tiene una primera superficie con una capa de adhesivo y una segunda superficie con un revestimiento desprendible; (2) cortar la banda longitudinalmente para dar una pluralidad de secciones, teniendo cada una de la pluralidad de secciones una primera superficie con una capa de adhesivo y una segunda superficie con un revestimiento desprendible; (3) laminar una película de refuerzo a la capa de adhesivo de una primera sección de la pluralidad de secciones; (4) retirar el revestimiento desprendible del laminado de la etapa (3) y exponer la capa de adhesivo asociada con la primera sección; (5) colocar el laminado de la etapa (4) y una siguiente sección de la pluralidad de secciones de 5 modo que la capa de adhesivo expuesta del laminado de la etapa (4) se enfrenta a la capa de adhesivo de la siguiente sección; (6) laminar la siguiente sección al laminado de la etapa (4) , combinándose la capa de adhesivo del laminado de la etapa (4) con la capa de adhesivo de la siguiente sección; (7) retirar el revestimiento desprendible del laminado de la etapa (6) exponiendo la capa de adhesivo asociada con la siguiente sección; y (8) repetir las etapas (5) a (7) para lograr un número deseado de capas laminadas; en el que se omite la etapa (7) con la sección laminada final de la pluralidad de secciones. El laminado final tiene una superficie que tiene una película de refuerzo, una superficie que tiene un revestimiento desprendible y una zona interior que tiene una capa de adhesivo.
Las realizaciones anteriores son sólo a modo de ejemplo y no deben interpretarse como que limitan el alcance de esta descripción. Debe entenderse que esta descripción abarca numerosas realizaciones, algunas de las cuales no 15 se dan a conocer explícitamente en esta sección. En última instancia, el alcance de esta descripción se define por la lectura más amplia de las reivindicaciones en el presente documento.
Breve descripción de los dibujos Los dibujos adjuntos se incorporan en, y constituyen parte de, esta memoria descriptiva. Junto con la descripción detallada facilitada a continuación, los dibujos sirven para explicar cómo pueden implementarse las enseñanzas de esta solicitud. Debe entenderse que las enseñanzas de esta solicitud no se limitan a implementarse en las disposiciones precisas mostradas. En los dibujos:
La FIG. 1A representa un diagrama de flujo de un método para preparar un laminado de adhesivo multicapa que tiene un recubrimiento de adhesivo entre dos revestimientos desprendibles.
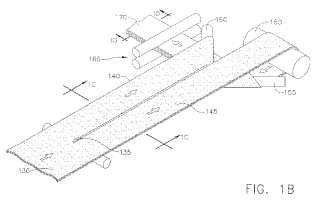
La FIG. 1B representa un diagrama esquemático de un procedimiento a modo de ejemplo para el método mostrado en la FIG. 1A.
La FIG. 1C representa una vista en sección transversal de las tiras de revestimiento desprendible recubiertas con adhesivo usadas en el procedimiento de laminación de la FIG. 1B.
La FIG. 1D representa una vista en sección transversal del laminado de adhesivo multicapa producido en el 35 procedimiento de laminación de la FIG. 1B.
La FIG. 2A representa un diagrama de flujo de un método para preparar un laminado de adhesivo multicapa que tiene un recubrimiento de adhesivo entre un revestimiento desprendible y una película de refuerzo.
La FIG. 2B representa un diagrama esquemático de un procedimiento a modo de ejemplo para el método mostrado en la FIG. 2A.
La FIG. 2C representa una vista en sección transversal de las tiras de revestimiento desprendible recubiertas con adhesivo usadas en el procedimiento de laminación de la FIG. 2B.
La FIG. 2D representa una vista en sección transversal de la tira de revestimiento desprendible recubierta con adhesivo que contiene la película de refuerzo tal como se usa en el procedimiento de laminación de la FIG. 2B.
La FIG. 2E representa una vista en sección... [Seguir leyendo]
Reivindicaciones:
1. Método de fabricación continua de un laminado de adhesivo sensible a la presión multicapa que comprende las etapas de: 5
a. producir una banda que tiene una primera superficie definida por una capa de adhesivo y una segunda superficie definida por un revestimiento desprendible;
b. cortar la banda longitudinalmente para dar una primera sección y una segunda sección, teniendo cada
sección una primera superficie definida por una capa de adhesivo y una segunda superficie definida por un 10 revestimiento desprendible;
c. colocar la primera sección y la segunda sección de modo que la capa de adhesivo de la primera sección se enfrente a la capa de adhesivo de la segunda sección a lo largo de la longitud de las secciones primera y segunda; y
d. laminar juntas la primera sección y la segunda sección de tal manera que las capas de adhesivo de las 15 secciones primera y segunda estén unidas;
en el que el laminado resultante tiene un primer revestimiento desprendible que define una primera superficie exterior, un segundo revestimiento desprendible que define una segunda superficie exterior y una capa de adhesivo colocada entre los revestimientos desprendibles primero y segundo.
2. Método según la reivindicación 1, en el que la acción de colocar las secciones primera y segunda comprende además:
a. girar la primera sección, provocando la acción de girar que la primera sección cambie de dirección y 25 posición a la que se enfrenta la capa de adhesivo a una opuesta a una posición antes de girar;
b. girar la segunda sección, provocando la acción de girar que la segunda sección cambie de dirección y posición a la que se enfrenta la capa de adhesivo a una opuesta a una posición antes de girar; y
c. girar la segunda sección una segunda vez, provocando la acción de girar que la segunda sección cambie
de dirección y posición a la que se enfrenta la capa de adhesivo a una opuesta a una posición antes de 30 girar la segunda sección una segunda vez;
en el que tras girar, la dirección de la segunda sección se alinea con la dirección de la primera sección; y en el que tras girar, la capa de adhesivo de la segunda sección se enfrenta a la capa de adhesivo de la primera sección.
3. Método según la reivindicación 2, en el que,
a. la acción de girar la primera sección comprende además dirigir la primera sección sobre un rodillo de giro de 45 grados;
b. la acción de girar la segunda sección comprende además dirigir la segunda sección sobre un rodillo de giro de 90 grados; y
c. la acción de girar la segunda sección una segunda vez comprende además dirigir la segunda sección sobre un rodillo de giro de 45 grados.
4. Método según la reivindicación 1, en el que la acción de colocar las secciones primera y segunda comprende además:
a. girar la primera sección al menos una vez, provocando la acción de girar que la primera sección cambie de dirección y posición a la que se enfrenta la capa de adhesivo a una opuesta a una posición antes de 50 girar; y
b. girar la segunda sección al menos una vez, provocando la acción de girar que la segunda sección cambie de dirección y posición a la que se enfrenta la capa de adhesivo a una opuesta a una posición antes de girar;
en el que la primera sección y la segunda sección se giran un número distinto de veces de tal manera que tras completarse el giro de las secciones, la segunda sección se alinea con la dirección de la primera sección, y la capa de adhesivo de la segunda sección se enfrenta a la capa de adhesivo de la primera sección.
a. la acción de girar la primera sección al menos una vez comprende además dirigir la primera sección a lo largo de uno o más rodillos de giro de 45 grados; y
b. la acción de girar la segunda sección al menos una vez comprende además dirigir la segunda sección a 65 lo largo de uno o más rodillos de giro de 45 grados.
6. Método de fabricación continua de un laminado de adhesivo sensible a la presión multicapa que comprende las etapas de:
a. producir una banda que tiene una primera superficie definida por una capa de adhesivo y una segunda 5 superficie definida por un revestimiento desprendible;
b. cortar la banda longitudinalmente para dar una primera sección y una segunda sección, teniendo cada sección una primera superficie definida por una capa de adhesivo y una segunda superficie definida por un revestimiento desprendible;
c. laminar una película de refuerzo a la capa de adhesivo de la primera sección;
d. retirar el revestimiento desprendible del laminado de la etapa (c) exponiendo la capa de adhesivo de la primera sección;
e. colocar el laminado de la etapa (d) y la segunda sección de modo que la capa de adhesivo expuesta del laminado de la etapa (d) se enfrenta a la capa de adhesivo de la segunda sección; y
f. laminar la segunda sección al laminado de la etapa (d) , estando colocada la capa de adhesivo del 15 laminado de la etapa (d) adyacente a la capa de adhesivo de la segunda sección;
en el que el laminado final tiene una primera capa que comprende la película de refuerzo, una segunda capa que comprende las capas de adhesivo, y una tercera capa que comprende el revestimiento desprendible.
7. Método según la reivindicación 6, en el que la acción de colocar el laminado de la etapa (d) y la segunda sección comprende además:
a. girar la segunda sección, provocando la acción de girar que la segunda sección cambie de dirección y 25 posición a la que se enfrenta la capa de adhesivo a una opuesta a una posición antes de girar; y
b. girar el laminado de la etapa (d) , provocando la acción de girar que el laminado de la etapa (d) cambie de dirección y posición a la que se enfrenta la capa de adhesivo a una opuesta a una posición antes de girar;
en el que tras girar, la dirección del laminado de la etapa (d) se alinea con la dirección de la segunda sección; y en el que tras girar, la capa de adhesivo del laminado de la etapa (d) se enfrenta a la capa de adhesivo de la segunda sección.
8. Método según la reivindicación 7, en el que, 35
a. la acción de girar la segunda sección comprende además dirigir la segunda sección sobre un rodillo de giro de 45 grados; y
b. la acción de girar el laminado de la etapa (d) comprende además dirigir el laminado de la etapa (d) sobre un rodillo de giro de 45 grados.
9. Método según la reivindicación 6, en el que la acción de colocar el laminado de la etapa (d) y la segunda sección comprende además girar el laminado de la etapa (d) y la segunda sección sobre uno o más rodillos de giro girándose el laminado de la etapa (d) y la segunda sección un número igual de veces antes de la laminación.
10. Método según la reivindicación 9, en el que al menos uno de los uno o más rodillos de giro es un rodillo de giro de 45 grados.
11. Método de fabricación continua de un laminado de adhesivo sensible a la presión multicapa que comprende las etapas de:
a. producir una banda que tiene una primera superficie definida por una capa de adhesivo y una segunda superficie definida por un revestimiento desprendible;
b. cortar la banda longitudinalmente para dar una pluralidad de secciones, teniendo cada una de la
pluralidad de secciones una primera superficie definida por una capa de adhesivo y una segunda superficie definida por un revestimiento desprendible;
c. laminar una película de refuerzo a la capa de adhesivo de una primera sección de la pluralidad de secciones;
d. retirar el revestimiento desprendible del laminado de la etapa (c) exponiendo la capa de adhesivo asociada con la primera sección;
e. colocar el laminado de la etapa (d) y una siguiente sección de la pluralidad de secciones de modo que la capa de adhesivo expuesta del laminado de la etapa (d) se enfrenta a la capa de adhesivo de la siguiente sección;
f. laminar la siguiente sección al laminado de la etapa (d) , estando colocada la capa de adhesivo del 65 laminado de la etapa (d) adyacente a la capa de adhesivo de la siguiente sección;
g. retirar el revestimiento desprendible del laminado de la etapa (f) exponiendo la capa de adhesivo asociada con la siguiente sección; y
h. repetir las etapas (e) a (g) para lograr una pluralidad de capas laminadas;
en el que se omite la etapa (g) con la sección laminada final de la pluralidad de secciones, de tal manera 5 que el laminado final tiene una primera capa que comprende la película de refuerzo, una segunda capa que comprende las capas de adhesivo y una tercera capa que comprende el revestimiento desprendible.
12. Método según la reivindicación 11, en el que la etapa (e) comprende además girar la siguiente sección al menos dos veces, en el que cada etapa de girar provoca que la siguiente sección cambie de dirección y
posición a la que se enfrenta la capa de adhesivo a una opuesta a una posición antes de girar, en el que tras el giro final, la dirección de la siguiente sección se alinea con la dirección del laminado de la etapa (d) , y en el que tras el giro final, la capa de adhesivo de la siguiente sección se enfrenta a la capa de adhesivo del laminado de la etapa (d) .
13. Método según la reivindicación 12, en el que la etapa de girar la siguiente sección al menos dos veces comprende además dirigir la segunda sección sobre un rodillo de giro de 45 grados.
14. Método según la reivindicación 11, en el que el número total de capas de adhesivo laminadas es al menos de dos.
LAMINARJUNTAS LAS CAPAS DE ADHESIVO DE LAS DOS TIRAS
Patentes similares o relacionadas:
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película multicapa, del 15 de Julio de 2020, de TAGHLEEF INDUSTRIES SPA CON SOCIO UNICO: Una película de polipropileno orientado biaxialmente (BOPP), que tiene un espesor de entre 10 μm y 120 μm, obtenida por medio de coextrusión […]
Producto textil compuesto, del 1 de Julio de 2020, de YIE-CHENG TEXTILE TECHNOLOGY CO., LTD: Un producto textil compuesto, que comprende: una capa textil de poliamida; y una película de poliamida unida a la capa textil de poliamida, […]
Un laminado para uso en embalajes, un método para hacer un laminado recerrable y uso del mismo, del 1 de Julio de 2020, de DANAPAK FLEXIBLES A/S: Un método para fabricar un laminado recerrable, tal como una película de tapa para embalajes, dicho laminado comprende una capa base, una capa […]
Un procedimiento y un aparato para desmontar un módulo de visualización unido mediante un adhesivo líquido ópticamente transparente, del 24 de Junio de 2020, de HENKEL AG & CO. KGAA: Un procedimiento para desmontar un componente de un conjunto electrónico, que comprende las etapas siguientes: (a) proporcionar un aparato para generar radiación […]
 Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Composición adhesiva termofusible basada en una mezcla de copolímeros de propileno preparados usando catalizadores y procedimientos de sitio único, del 17 de Junio de 2020, de BOSTIK, INC.: Una composición adhesiva termofusible que comprende: (a) una mezcla de polímeros que contiene al menos un polímero SSC-PP de LMW semicristalino y al […]