MÉTODO PARA EL CONTROL DE UN PROCESO DE BRUÑIDO DE SUPERFICIES PARA GENERAR RUGOSIDADES CON VALLES Y MESETAS PLANAS.
Método para el control de un proceso de bruñido de superficies para generar rugosidades con valles y mesetas planas en particular el "plateau-honing" que comprende:
definir tipo de plateau honing deseado, según los parámetros de rugosidad de probabilidad Rvq, Rpq y Rmq; determinar con ellos la curva de probabilidad del proceso honing base más proceso honing de acabado; obtener las correspondientes curvas de Abbott-Firestone estimadas; determinar volumen del material que debe arrancarse a partir de la diferencia de áreas entre ambas curvas de Abbott-Firestone; determinar tiempo de proceso de honing de acabado igualando el volumen de material que debe arrancarse, con el volumen determinado a partir de la tasa de arranque de material; determinar número de pasadas, a partir del tiempo de proceso, de la cinemática de máquina y del recorrido de herramienta. También se determinan los parámetros de los procesos honing de desbaste, honing de semi-acabado y honing de acabado.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201230922.
Solicitante: UNIVERSITAT POLITECNICA DE CATALUNYA.
Nacionalidad solicitante: España.
Inventor/es: VIVANCOS CALVET,JOAN, BUJ CORRAL,Irene, COBA SALCEDO,Milton Fabian.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24B33/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 33/00 Máquinas o dispositivos de acabado; Accesorios a este efecto. › con órganos de control o de calibrado.
Fragmento de la descripción:
MÉTODO PARA EL CONTROL DE UN PROCESO DE BRUÑIDO DE SUPERFICIES PARA GENERAR RUGOSIDADES CON VALLES Y MESETAS PLANAS
OBJETO DE LA INVENCIÓN
La invención, tal como expresa el enunciado de la presente memoria descriptiva, se refiere a un método para el control de un proceso de bruñido de superficies para generar rugosidades con valles y mesetas planas.
Más en particular, el objeto de la invención se centra en un método de control del proceso de mecanizado de superficies con piedras abrasivas referido concretamente a un tipo específico de bruñido que genera rugosidades con valles y mesetas planas conocido como ?plateau-honing?, siendo la finalidad de dicho método determinar los parámetros o variables del proceso de bruñido rugoso o ?honing? base, con el cual se generan los valles, y los parámetros o variables del proceso de bruñido fino o ?honing? de acabado, con el cual se generan las mesetas planas, así como determinar el tiempo y el número de pasadas necesarias del honing de acabado, a partir de los parámetros de probabilidad que definen la rugosidad del plateau-honing deseado, utilizando para ello una modelización empírica de los procesos y una formulación analítica basada en las curvas de Abbott-Firestone estimadas a partir de los parámetros de rugosidad de probabilidad.
CAMPO DE APLICACIÓN DE LA INVENCIÓN
El campo de aplicación de la presente invención se enmarca dentro del sector del mecanizado de acabado con abrasivo, honing y plateau-honing.
ANTECEDENTES DE LA INVENCIÓN
Como es sabido, el bruñido o honing, es un proceso abrasivo de precisión en el cual una cantidad relativamente pequeña de material es arrancada dela superficie por medio de piedras abrasivas. Dicho proceso se utiliza en una amplia variedad de aplicaciones que incluye paredes interiores de cilindros de motor, compresores, válvulas, cilindros hidráulicos, alojamientos de cojinetes, normalmente con un profundo efecto sobre el comportamiento del sistema.
Los procesos de plateau-honing constan de un honing de base previo, consistente en un bruñido basto y de un honing de acabado o bruñido fino. Con ello se consigue una rugosidad de la superficie con valles para que puedan retener aceite para lubricar la fricción con otra superficie en movimiento respecto a ella, y los plateaus (mesetas) para que aseguren la estanqueidad entre las dos superficies que friccionan y además se resista más el desgaste. Este tipo de acabado se utiliza, p.e., en el interior de los cilindros de los motores de explosión (Malburg et al. 1993) , o en el interior de los cilindros hidráulicos (Brush Research Manufacturing Co. 2006) .
Actualmente no hay ninguna metodología para determinar el tiempo o número de pasadas del honing de acabado en los procesos de plateau-honing y esto se hace a base de prueba y error. Algunos autores como Pawlus et al. estudiaron la rugosidad obtenida mediante plateau-honing de camisas de cilindros en fundición gris, utilizando piedras abrasivas de diamante (Pawlus et al. 2009) . El estudio de Pawlus se centró en formular, a partir del diseño de experimentos, modelos matemáticos, para los parámetros de la familia Rk de la curva de porcentaje de material Abbott-Firestone. Tuvieron en cuenta dos fases de mecanizado: honing base y honing de acabado para conseguir el plateau. Las variables empleadas fueron la presión de la fase de honing base y el tiempo de honing de acabado necesario para conseguir el plateau-honing. Sin embargo, no tuvieron en cuenta otros factores como el tamaño de grano del abrasivo ni las velocidades lineal y tangencial del cabezal de honing. Tampoco buscaron modelos para la tasa de arranque de material.
BREVE EXPLICACIÓN DE LA INVENCIÓN
De forma concreta, lo que la invención propone, como ya se ha apuntado anteriormente, es un método para determinar los parámetros o variables del proceso del honing base y los del proceso del honing de acabado, y el tiempo necesario y el número de pasadas necesarias del honing de acabado en el proceso del plateau-honing, a partir de los parámetros de probabilidad que caracterizan la rugosidad del plateau-honing deseado.
Los parámetros de probabilidad los define la norma ISO 13565-3:1998 (ISO 1998) como:
-Rpq, pendiente de la curva de regresión lineal obtenida en la zona plana (meseta) .
- Rvq, pendiente de la curva de regresión lineal obtenida en la zona de valles.
- Rmp, porcentaje relativo de material en la zona de intersección meseta-valles.
Pues bien, de manera sucinta, según el método preconizado, a partir de estos parámetros de probabilidad Rpq, Rvq y Rmq, se determinan las dos rectas que definen la curva de probabilidad; a partir de estas dos rectas, se estiman las correspondientes curvas de porcentaje de material de Abbott-Firestone, la del honing base y la del honing de acabado; a partir de las curvas de porcentaje de material de Abbott-Firestone estimadas y de una formulación específica, se determina el volumen de material a arrancar en el honing de acabado; y a partir de éste, el tiempo necesario y el número de pasadas necesarias para arrancar dicho material.
Concretamente, a partir de la diferencia de áreas entre la curva de Abbott-Firestone del honing base y de la del honing de acabado, se determina el volumen del material que debe arrancarse a la superficie para obtener el plateauhoning deseado.
Además, opcionalmente, además de determinar los parámetros del proceso del honing base y los del honing de acabado, si existe un proceso de honing de desbaste previo al honing base, también se determinan los correspondientes parámetros de dicho proceso previo siguiendo un criterio de productividad.
Básicamente, el método que se propone en la presente invención utiliza una modelización semi-empírica, compuesta por una modelización empírica de los procesos de honing, con modelos basados en el diseño de experimentos y/o las superficies de respuesta, y por una formulación analítica basada en las curvas de Abbott-Firestone estimadas a partir de los parámetros de probabilidad que definen la rugosidad plateau-honing deseada. Los modelos de los procesos de honing también pueden obtenerse utilizando redes neuronales artificiales, o utilizando algún otro tipo de metodología.
DESCRIPCIÓN DE LOS DIBUJOS
Para complementar la descripción que se está realizando de la invención, y para ayudar a una mejor comprensión de las características que la distinguen, se acompaña la presente memoria descriptiva, como parte integrante de la misma, de un juego de planos, en los que con carácter ilustrativo y no limitativo se ha representado lo siguiente:
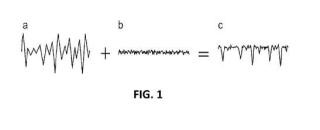
La figura número 1. Muestra una representación gráfica del proceso de Plateau-honing, consistente en un proceso de honing base o previo (a) más un proceso de honing fino o de acabado (b) cuyo resultado es el Plateau-honing (c) .
La figura número 2. Muestra un esquema de la construcción de la curva de probabilidad.
Las figuras número 3-A y 3-B. Muestran, respectivamente, el esquema de las curvas Abbott-Firestone estimadas y obtenidas a partir de la curva de probabilidad, y el esquema de dicha curva de probabilidad.
La figura número 4. Muestra una representación esquemática donde se señalan las principales dimensiones de la pieza mecanizada para el cálculo del volumen de material a arrancar durante la fase de honing de acabado para la obtención del plateau-honing.
La figura número 5. Muestra de nuevo otro esquema de las curvas de Abbott-Firestone obtenidas a partir de los parámetros de la curva de probabilidad.
Las figuras número 6, 7 y 8. Muestran una representación esquemática de los distintos diámetros de la pieza mecanizada y del material arrancado, respectivamente, en la operación de honing de desbaste, en la de honing base y en la operación de honing de acabado del ejemplo que se describe.
Las figuras número 9 y 10. Muestran, respectivamente, los esquemas de la curva de probabilidad y de las curvas de porcentaje de Abbott-Firestone estimadas del ejemplo que se describe.
EXPLICACIÓN DETALLADA DE LA INVENCIÓN
El perfil de rugosidad superficial obtenido en procesos de plateauhoning está formado por la superposición de los efectos de los dos procesos que se han utilizado para generarlo. Como se observa en la representación de la figura 1, en un principio se realiza un honing con el cual se generan las características de valles, honing base señalado como (a) en dicha figura 1, y luego de este honing base se realiza un honing de acabado (b) , operación de plateau para rebajar los picos del perfil honing base sin modificar las características de los valles del perfil base. La suma de ambas operaciones...
Reivindicaciones:
1. MÉTODO PARA EL CONTROL DE UN PROCESO DE BRUÑIDO DE SUPERFICIES PARA GENERAR RUGOSIDADES CON VALLES Y MESETAS PLANAS en particular un proceso de mecanizado de superficies con piedras abrasivas conocido como ?plateau-honing? que comprende, al menos un proceso de bruñido rugoso o ?honing? base y, posteriormente, un proceso de bruñido fino o ?honing? de acabado y, opcionalmente, un proceso previo de bruñido de desbaste, que, aplicable para determinar el tiempo total del honing de acabado y el número de pasadas con la piedra abrasiva para obtener un determinado tipo de plateau-honing, está caracterizado porque comprende lo siguiente:
- definir el tipo de plateau-honing deseado, según los parámetros de rugosidad de probabilidad Rvq, Rpq y Rmq;
- a partir de los valores de estos parámetros, determinar la correspondiente curva de probabilidad del proceso de honing base más el proceso de honing de acabado;
- a partir de dicha curva de probabilidad y de las dos rectas que la forman, teniendo en cuenta la relación de las desviaciones estándar ?s? con los porcentajes de material %, determinar la curva de Abbott-Firestone estimada correspondiente al proceso de honing base en función del Rvq, y la curva de Abbott-Firestone estimada correspondiente al proceso de honing de acabado en función del Rpq, teniendo en cuenta el punto de corte entre las dos curvas determinado a partir del parámetro Rmq;
- determinar el volumen del material que debe arrancarse a la superficie en el honing de acabado, a partir de la diferencia de áreas entre la curva de Abbott-Firestone del honing base y la del honing de acabado;
- determinar el tiempo total de proceso de honing de acabado necesario para arrancar dicho material igualando el volumen de material que ha de ser arrancado, según lo determinado a partir de las curvas de Abbott-Firestone, con el volumen determinado a partir de la tasa de arranque de material multiplicado por el tiempo y
la superficie de piedra abrasiva.
- determinar el número de pasadas de la herramienta en el honing de acabado, a partir de las condiciones cinemáticas de la máquina y del recorrido de dicha herramienta, calculando el tiempo por pasada o ciclo de la herramienta y dividiendo el tiempo total de proceso de honing de acabado por el tiempo de pasada o ciclo.
2. MÉTODO PARA EL CONTROL DE UN PROCESO DE BRUÑIDO DE SUPERFICIES PARA GENERAR RUGOSIDADES CON VALLES Y MESETAS PLANAS, según la reivindicación 1, caracterizado porque a cada altura de la rugosidad h, se calcula la correspondiente presión P (h) y, a partir de ésta, se calcula la correspondiente tasa de material Qm (h) con el modelo que se defina para el proceso, ya que la presión específica P, de las piedras abrasivas sobre la superficie mecanizada, está definida en función de la altura h de la rugosidad P (h) , siendo máxima cuando la altura de la rugosidad es máxima, en el instante de iniciar el proceso de acabado, y va disminuyendo a medida que decrece la altura de la rugosidad.
3. MÉTODO PARA EL CONTROL DE UN PROCESO DE BRUÑIDO DE SUPERFICIES PARA GENERAR RUGOSIDADES CON VALLES Y MESETAS PLANAS, según la reivindicación 1, caracterizado porque la superficie efectiva de contacto Sb entre la piedra abrasiva y la pieza, ésta en función de la altura de la rugosidad, Sb (h) , de manera que dicha superficie de contacto de la piedra va aumentando a medida que la altura de la rugosidad h disminuye.
4. MÉTODO PARA EL CONTROL DE UN PROCESO DE BRUÑIDO DE SUPERFICIES PARA GENERAR RUGOSIDADES CON VALLES Y MESETAS PLANAS, según la reivindicación 1, caracterizado porque el tiempo total de honing de acabado que es necesario para arrancar todo el material se obtiene a partir de la integración de las alturas comprendidas entre la curva de Abbott-Firestone del honing base y la curva de Abbott-Firestone del honing de acabado, hasta la altura correspondiente al porcentaje de material Rmq (h, Rmq) .
5. MÉTODO PARA EL CONTROL DE UN PROCESO DE BRUÑIDO DE SUPERFICIES PARA GENERAR RUGOSIDADES CON VALLES Y MESETAS PLANAS, según la reivindicación 1, caracterizado porque para el cálculo del número de pasadas se tiene en cuenta el movimiento lineal alternativo de la herramienta y el cambio de sentido, que obliga a una desaceleración y una aceleración, y por ello se descompone el movimiento en dos tiempos, un tiempo tn que es el tiempo en que la herramienta se mueve con la velocidad nominal constante, y el tiempo ta en el cual la herramienta se acelera o desacelera para hacer el cambio de sentido, siendo el tiempo total de ciclo o de pasada, de ida y vuelta, tp = 2·tn + 4·ta.
6. MÉTODO PARA EL CONTROL DE UN PROCESO DE BRUÑIDO DE SUPERFICIES PARA GENERAR RUGOSIDADES CON VALLES Y MESETAS PLANAS, según la reivindicación 1, caracterizado porque, partiendo del correspondiente valor de la tasa de material arrancado por unidad de tiempo y por unidad de superficie de piedra abrasiva, se determina el tiempo del honing base necesario y el número de pasadas necesarias para arrancar el volumen de material correspondiente al incremento de diámetro del interior del tubo deseado en el honing base, ya que el tiempo del honing base es igual al volumen de material arrancado dividido por el producto de la tasa de material arrancado por el área total de las piedras abrasivas. Y el número de pasadas necesarias es igual al tiempo total del honing base dividido por el tiempo de cada pasada. El tiempo de cada pasada se determina a partir del recorrido de las piedras abrasivas y de su cinemática.
7. MÉTODO PARA EL CONTROL DE UN PROCESO DE BRUÑIDO DE SUPERFICIES PARA GENERAR RUGOSIDADES CON VALLES Y MESETAS PLANAS, según la reivindicación 1, caracterizado porque, partiendo del correspondiente valor de la tasa de material arrancado por unidad de tiempo y por unidad de superficie de piedra abrasiva, se determina el tiempo del honing de desbaste y el número de pasadas necesarias para arrancar el volumen de material correspondiente al incremento del diámetro interior del tubo deseado en el honing de desbaste, ya que el tiempo del honing de desbaste es igual al volumen de material arrancado dividido por el producto de la tasa de material arrancado por el área total de las piedras abrasivas. Y el número de pasadas necesarias es igual al tiempo total del honing de desbaste dividido por el tiempo de cada pasada. El tiempo de cada pasada se determina a partir del recorrido de las piedras abrasivas y de su cinemática.
8. MÉTODO PARA EL CONTROL DE UN PROCESO DE BRUÑIDO DE SUPERFICIES PARA GENERAR RUGOSIDADES CON VALLES Y MESETAS PLANAS, según la reivindicación 1, caracterizado porque, para el proceso de honing de acabado, a partir del modelo de Rq, se determinan los valores de los parámetros del proceso con los cuales se obtiene el Rpq deseado en el plateau, y con estos valores de los parámetros del proceso y el correspondiente modelo de Qm, se determina el valor de la correspondiente tasa de material arrancado por unidad de tiempo y por unidad de superficie de piedra abrasiva.
9. MÉTODO PARA EL CONTROL DE UN PROCESO DE BRUÑIDO DE SUPERFICIES PARA GENERAR RUGOSIDADES CON VALLES Y MESETAS PLANAS, según la reivindicación 1, caracterizado porque, para el proceso de honing base o de semi-acabado, a partir del modelo de Rq, se determinan los valores de los parámetros del proceso con los cuales se obtiene el Rvq deseado en el plateau, y con estos valores de los parámetros del proceso y el correspondiente modelo de Qm, se determina el valor de la correspondiente tasa de material arrancado por unidad de tiempo y por unidad de superficie de piedra abrasiva. A partir de los valores de los parámetros del proceso de honing base con los cuales se obtiene el Rvq deseado, y del correspondiente modelo de Rt, se obtiene en valor de Rt que corresponde a la máxima altura pico valle de la rugosidad base cuyos picos se han de rebajar para obtener los plateaus.
10. MÉTODO PARA EL CONTROL DE UN PROCESO DE BRUÑIDO DE SUPERFICIES PARA GENERAR RUGOSIDADES CON VALLES Y MESETAS PLANAS, según la reivindicación 1, caracterizado porque, a partir del modelo del parámetro de rugosidad Rt y del modelo de la tasa de material arrancado Qm del proceso de honing de desbaste previo, se determinan los valores más adecuados de los parámetros de dicho proceso, siguiendo criterios de productividad; obteniéndose así el correspondiente valor del parámetro de rugosidad Rt y el correspondiente valor de la tasa de material arrancado Qm por unidad de tiempo y por unidad de superficie de piedra abrasiva.
Patentes similares o relacionadas:
PROCEDIMIENTO Y DISPOSITIVO DE COMPENSACION DEL DESGASTE DE UNA HERRAMIENTA DE RECTIFICADO DE UNA PIEZA EN UNA MAQUINA RECTIFICADORA, EN PARTICULAR DE UN PULIDOR EXPANSIBLE PARA ALISADO DE CAVIDADES TUBULARES., del , de AUTOMOBILES PEUGEOT AUTOMOBILES CITROEN: LA PRESENTE INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO DE RECUPERACION DE DESGASTE DE UNA HERRAMIENTA DE BRUÑIR UNA PIEZA. […]
MECANISMO DE FLOTABILIDAD PARA UNIDADES DE ESMERILADO Y PULIDO., del , de MAQUINARIA ELECTRONICA, ESMERILADO Y PULIDO, S.A.: 1. Mecanismo de flotabilidad para unidades de esmerilado pulido, comprendiendo dichas unidades una pluralidad de cabezales e sujetan las piezas que se han […]
MAQUINA DE RODAJE POR EXPANSION DE ESCARIADOS., del 16 de Abril de 1994, de SOCIETE PROCEDES MACHINES SPECIALES S.P.M.S.: MAQUINA DE RODAJE DE ESCARIADOS, QUE COMPRENDE AL MENOS UNA BROCA DE RODAJE ANIMADA POR UN MOVIMIENTO DE ROTACION ALREDEDOR DE SU EJE Y DE UN MOVIMIENTO OSCILATORIO EN TRANSLACION […]
PROCEDIMIENTO DE BRUÑIDO, del 16 de Febrero de 1992, de MASCHINENFABRIK GEHRING GMBH & CO.: EN EL BRUÑIDO EL PROCESO DE BRUÑIDO INTERFIERE UN PROCESO DE MEDIDA POR LO QUE LA MEDICION SE EFECTUA MIENTRAS QUE EL UTIL DE BRUÑIDO SE MUEVE POR TODOS LADOS […]