Método para doblar un tubo utilizando una máquina dobladora de tubos que comprende un mandril.
Un método para doblar un tubo mediante el uso de un mandril de máquina dobladora de tubos que comprendeun miembro rígido (5),
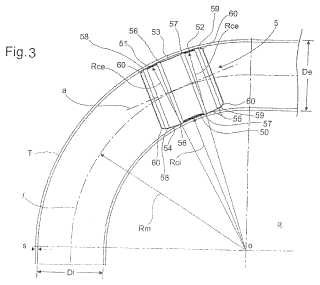
que puede ser insertado dentro de un tubo (T) que va a ser doblado y puede inclinarse con elmismo en una operación de doblado que es realizada por una matriz de doblado (2) con el fin de obtener una curva que tiene un radio medio prefijado Rm medido entre el centro de rotación (O) de la matriz de doblado (2) y el ejelongitudinal (/) del tubo (T) que va a ser doblado, dicho radio medio Rm y el eje longitudinal (/) se encuentran en unplano central (α) ortogonal a un plano de simetría del tubo (T) que va a ser doblado que pasa a través de su ejelongitudinal (/), dicho tubo (T) que va a ser doblado tiene una dimensión interna Di medida transversalmente a su ejelongitudinal (/), caracterizado porque el miembro rígido (5) tiene un perfil lateral proximal con respecto al centro de rotación (O) de la matriz de doblado (2), que comprende por lo menos una parte intermedia cóncava según esgenerada por una sección de circunferencia (50) con radio Rci, y un perfil lateral distal con respecto al centro derotación (O) de matriz de doblado (2) que comprende por lo menos dos partes convexas divididas según songeneradas por unas respectivas secciones de circunferencia (51, 52) con radio Rce, en donde Rci ≥ Rm - (Di/ 2) + t,y Rce ≥ + Rm (Di/ 2) - t, t es un término que varía según la precisión de las características dimensionales del tubo que va a ser doblado y de la curva que va a obtenerse.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07425811.
Solicitante: CML INTERNATIONAL S.P.A..
Nacionalidad solicitante: Italia.
Dirección: LOC. ANNUNZIATA SNC 03030 PIEDIMONTE SAN GERMANO ITALIA.
Inventor/es: CAPORUSSO,ALESSANDRO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D9/03 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 9/00 Curvado de tubos mediante la utilización de mandriles u órganos análogos (B21D 11/02 - B21D 11/18 tienen prioridad). › y formado a partir de elementos individuales, p. ej. por serie de bolas.
- B21D9/05 B21D 9/00 […] › cooperando con órganos de conformación.
PDF original: ES-2399067_T3.pdf
Fragmento de la descripción:
Método para doblar un tubo utilizando una máquina dobladora de tubos que comprende un mandril.
La presente invención está relacionada con un método para doblar un tubo utilizando un mandril de máquina dobladora de tubos.
Los mandriles son dispositivos que se utilizan en el interior de los tubos que se van a doblar con el fin de evitar defectos y distorsiones de los tubos en una operación de doblado.
A modo de ejemplo, la patente de EE.UU. nº 5.909.908, que fue concedida el 8 de junio de 1999, describe un aparato combinado de punzonado y doblado para perforar y doblar un tubo, en el que una barra central que está soportada por un extremo de una varilla comprende un cuerpo principal y dos miembros rígidos, que se articulan en el cuerpo principal en secuencia y están diseñados para inclinarse junto con una sección correspondiente del tubo que está siendo doblado.
Tales miembros rígidos, que están diseñados para tubos rectangulares en el citado documento, son de forma prismática, biselados en sus extremos, y tienen dimensiones transversales que son ligeramente más pequeñas que las dimensiones de la sección transversal interna del tubo para permitir que el mandril se deslice con respecto al tubo. En la operación de doblado, las paredes internas del tubo, es decir, tanto la proximal como la distal con respecto al centro de doblado, están en contacto con los miembros rígidos articulados sólo a lo largo de una línea, ya que los miembros rígidos articulados tienen unas superficies laterales rectas, y el tubo se dobla según cualquier radio de doblado deseado Rm. El radio de doblado Rm significa la distancia medida entre el centro de una matriz de doblado, por la que se dobla el tubo, y la orilla externa de la misma matriz de doblado, es decir entre el centro de la matriz de doblado y el centro del tubo que va a ser doblado.
Sin embargo, una gran variedad, en la que se utiliza el mismo mandril con operaciones de doblado de diferentes radios, tiene, como diferenciador negativo, distorsiones y defectos que se muestran por la generación de aplanamiento, protuberancias o arrugas en la parte doblada del tubo. En otras palabras, no se puede mantener el mismo perfil que un tubo doblado tenía antes de la operación de doblado.
La solicitud de patente japonesa n° 2005-205482, que fue presentada el 26 de enero de 2004, describe un mandril de doblado de tubo que tiene un miembro de inclinación en su extremo delantero opuesto a una varilla de sujeción de mandril, el miembro de inclinación es pivotado entre dos extremos laterales. En su lado distal, es decir en el lado alejado del centro de rotación de la matriz de doblado, los extremos laterales se configuran como una superficie que el tubo obtendrá en ese lado al final de la operación de doblado.
En la anteriormente citada solicitud de patente japonesa el miembro de inclinación tiene un lado distal sustancialmente recto, que es paralelo al tubo antes de que el tubo sea doblado. Este lado distal tiene un radio tanto en la parte delantera como en la trasera para topar con el tubo en dos puntos. El lado proximal del elemento de inclinación está conformado como una superficie que exhibirá el tubo en ese lado al final de la operación de doblado. De tal manera, el tubo que va a ser doblado no está soportado de manera adecuada en toda la operación de doblado. Por otra parte, el mandril consiste en piezas mutuamente móviles, y esto hace que el mandril sea débil y se pueda desgastar con el tiempo. Por otra parte, el mandril según la citada solicitud de patente japonesa tiene una posición de trabajo por la que un operario tiene que ser cuidadoso para que en la operación el miembro de inclinación esté perfectamente en el mismo plano que la matriz de doblado.
Para superar los inconvenientes de la técnica anterior, un objetivo de la presente invención es fabricar un mandril para máquina dobladora de tubos que tenga ya sea un miembro rígido integral o un miembro rígido que esté compuesto por una pluralidad de piezas que estén conectadas juntas de forma segura en un cuerpo, que depende de un radio de una curva en la que tiene que ser doblada una sección de tubo.
Otro objetivo de la invención es el de conformar y dar un tamaño a un miembro rígido de un mandril de máquina dobladora de tubos según el diámetro interno o la dimensión transversal interna del tubo que va a ser doblado.
Por lo tanto, la presente invención proporciona un método para doblar un tubo mediante el uso de un mandril de máquina dobladora de tubos que comprende un miembro rígido, que puede ser insertado dentro de un tubo que va a ser doblado y puede inclinarse con el mismo en una operación de doblado que es realizada por una matriz de doblado con el fin de obtener una curva que tenga un radio medio prefijado Rm medido entre el centro de rotación de la matriz de doblado y el eje longitudinal del tubo que va a ser doblado, dicho radio medio Rm y eje longitudinal se encuentran en un plano central ortogonal a un plano de simetría del tubo que va a ser doblado pasando a través de su eje longitudinal, dicho tubo que va a ser doblado tiene una dimensión interna Di medida transversalmente a su eje longitudinal caracterizada porque el miembro rígido tiene un perfil lateral proximal con respecto al centro de rotación de la matriz de doblado que comprende por lo menos una parte intermedia cóncava según es generada por una sección de circunferencia con radio Rci, y un perfil lateral distal con respecto al centro de rotación que comprende por lo menos dos partes extremas convexas, divididas, que son generadas por respectivas secciones de circunferencia con radio Rce, donde Rci = Rm - (Di/ 2) +t y Rce = + Rm (Di/ 2) - t, t es un término que varía según la precisión de las características dimensionales del tubo que va a ser doblado y de la curva que va a obtenerse.
Más en detalle, el término t considera la capacidad del tubo para ser doblado y del miembro rígido, así como la longitud total del miembro rígido y la partes individuales del mismo, y también el radio medio Rm, para permitir que el miembro rígido y el tubo sean doblados para acoplarse de manera movible antes y después de la operación de doblado.
Para una fácil construcción, el miembro rígido puede tener perfiles laterales que son simétricos con respecto a dicho plano de simetría del tubo que va a ser doblado, cada perfil lateral comprende una parte intermedia cóncava entre dos partes extremas convexas, la parte intermedia tiene unos radios mutuos hacia las dos partes extremas del miembro rígido, que a su vez están achaflanadas en los extremos del miembro rígido.
En el caso de un tubo que va a ser doblado que tenga una sección transversal circular, por ejemplo circular o elíptica, la parte intermedia y las partes extremas del miembro rígido son superficies de rotación según son generadas por la rotación de dichas secciones de circunferencia alrededor del eje longitudinal del miembro rígido. Si el tubo que va a ser doblado tiene sección transversal cuadrangular, tal como cuadrada o rectangular, la parte intermedia y las partes extremas del perfil lateral del miembro rígido son superficies cilíndricas de extrusión según son generan desplazando dicha sección de circunferencia en paralelo al plano de simetría del tubo que va a ser doblado. En el primer caso, el miembro rígido tiene sustancialmente la forma de un pequeño barril que tiene paredes laterales sinusoidales, y en el segundo caso, el miembro rígido tiene la forma de un prisma con paredes laterales sinusoidales.
Se apreciará que en cualquier caso, es decir tubo redondo y tubo cuadrado, el miembro rígido tiene un perfil lateral proximal, es decir el más cercano al centro de la matriz de doblado, dicho perfil lateral proximal tiene una parte intermedia cóncava en la que se adapta la sección interna del tubo que va a ser doblado. Análogamente, el perfil lateral distal del miembro rígido tiene unas partes extremas convexas, en las que se adapta substancialmente la sección externa del tubo que va a ser doblado.
De esta forma, el miembro rígido tiene, por un lado, un par de superficies divididas que contrarrestan una deformación indeseable del tubo que va a ser doblado, dichas superficies dividas tienen un radio de curvatura generalmente igual al de una curva en la parte de extradós del tubo que va a ser doblado, y, por otro lado, sólo una superficie que contrarresta esa deformación, dicha una sola superficie tiene un radio de curvatura generalmente igual al de una curva en la parte de intradós del tubo que va a ser doblado.
Por lo tanto, el miembro rígido funciona como un calibre para mantener la misma sección transversal del tubo también después de la operación de doblado.... [Seguir leyendo]
Reivindicaciones:
1. Un método para doblar un tubo mediante el uso de un mandril de máquina dobladora de tubos que comprende un miembro rígido (5) , que puede ser insertado dentro de un tubo (T) que va a ser doblado y puede inclinarse con el mismo en una operación de doblado que es realizada por una matriz de doblado (2) con el fin de obtener una curva que tiene un radio medio prefijado Rm medido entre el centro de rotación (O) de la matriz de doblado (2) y el eje longitudinal (/) del tubo (T) que va a ser doblado, dicho radio medio Rm y el eje longitudinal (/) se encuentran en un plano central (α) ortogonal a un plano de simetría del tubo (T) que va a ser doblado que pasa a través de su eje longitudinal (/) , dicho tubo (T) que va a ser doblado tiene una dimensión interna Di medida transversalmente a su eje longitudinal (/) , caracterizado porque el miembro rígido (5) tiene un perfil lateral proximal con respecto al centro de rotación (O) de la matriz de doblado (2) , que comprende por lo menos una parte intermedia cóncava según es generada por una sección de circunferencia (50) con radio Rci, y un perfil lateral distal con respecto al centro de rotación (O) de matriz de doblado (2) que comprende por lo menos dos partes convexas divididas según son generadas por unas respectivas secciones de circunferencia (51, 52) con radio Rce, en donde Rci = Rm - (Di/ 2) + t, y Rce = + Rm (Di/ 2) -t, t es un término que varía según la precisión de las características dimensionales del tubo que va a ser doblado y de la curva que va a obtenerse.
2. El método según la reivindicación 1, caracterizado porque dicho miembro rígido (5) tiene unos perfiles laterales proximales y distales que son simétricos con respecto a dicho plano de simetría del tubo, cada perfil lateral comprende una parte intermedia cóncava, según es generada por una sección de circunferencia (50; 53) con radio Rci, entre dos partes extremas convexas según son generadas por las secciones de circunferencia (51, 52; 54, 55) con radio Rce, la parte intermedia tiene unos radios mutuos con las dos partes extremas del miembro rígido, que a su vez están achaflanadas en los extremos del miembro rígido.
3. El método según cualquiera de las reivindicaciones 1 y 2, caracterizado porque dicho tubo (T) que va a ser doblado tiene una sección transversal redonda, y dicha parte intermedia y dichas partes extremas del miembro rígido
(5) son partes de una superficie de rotación según es generada por dichas secciones de circunferencia (50; 51, 52) alrededor de un eje longitudinal central (a) del miembro rígido.
4. El método según cualquiera de las reivindicaciones 1 y 2, caracterizado porque dicho tubo que va a ser doblado tiene una sección transversal cuadrangular, y dicha parte intermedia y dichas partes extremas del miembro rígido son partes de una superficie de extrusión según es generada por dichas secciones de circunferencia (50; 53; 51, 52; 54, 55) en su desplazamiento paralelo a dicho plano de simetría del tubo que va a ser doblado.
5. El método según la reivindicación 1, caracterizado porque dicho miembro rígido (5) está articulado con respecto a un cuerpo principal no flexible (3) conectado a una varilla (4) de sujeción de mandril.
6. El método según la reivindicación 5, caracterizado porque dicho miembro rígido (5) y dicho cuerpo principal no flexible (3) están conectados mutuamente por medio de un eje de conexión (7) terminando con protuberancias extremas esféricas (6, 9) recibidas en respectivos alojamientos (31, 14) dispuestas en partes opuestas (30, 10) de dicho cuerpo principal no flexible (3) y de dicho miembro rígido (5) para formar unas rótulas cooperantes.
7. El método según la reivindicación 6, caracterizado porque dichas protuberancias extremas esféricas (6, 9) del eje de conexión (7) están cargadas por resorte en dichos respectivo alojamientos (31, 14) .
8. El método según la reivindicación 5, caracterizado porque dicho miembro rígido (5) se fabrica integral.
9. El método según la reivindicación 5, caracterizado porque dicho miembro rígido (5) se fabrica en una pluralidad de piezas que se conectan juntas de manera segura para formar un solo cuerpo.
Patentes similares o relacionadas:
Aparato para mejorar la calidad del doblado de tubos y método que usa ese aparato, del 19 de Junio de 2019, de BLM S.P.A.: Un aparato para mejorar la calidad del doblado de tubos, adaptado para ser usado en máquinas de doblado y que comprende un mandril sustancialmente […]
Máquina curvadora de tubos con mandril de curvado que tiene una estructura portante especialmente resistente a las tensiones de trabajo, del 8 de Mayo de 2019, de CML INTERNATIONAL S.P.A.: Una máquina curvadora de tubos con mandril de curvado con una estructura portante especialmente resistente a las tensiones de trabajo, en la que un extractor se fija […]
DOBLADOR MANUAL DE TUBOS O MACIZOS., del 16 de Noviembre de 1983, de AHEDO CAU,ANASTASIO AHEDO CAU,MARIANO: Doblador manual de tubos o macizos, caracterizado porque está constituido por una pieza tubular básica de la que emergen unos bulones paralelos y extremos, solidarios […]
DOBLATUBOS PERFECCIONADO, del 1 de Enero de 1982, de STENZEL,HANS OTTO: Doblatubos perfeccionado, caracterizado porque se constituye en un soporte dotado de un orificio de plantas semicircular y enfrentado a la garganta, igualmente semicircular, […]
 BASTIDOR DE VEHICULO QUE TIENE UN SISTEMA DE GESTION DE ENERGIA Y METODO PARA SU FABRICACION, del 1 de Abril de 2009, de ARCELORMITTAL TUBULAR PRODUCTS CANADA INC.: Un miembro estructural hueco unitario para un bastidor de vehículo adaptado para ser deformado axialmente mediante la aplicación de una […]
BASTIDOR DE VEHICULO QUE TIENE UN SISTEMA DE GESTION DE ENERGIA Y METODO PARA SU FABRICACION, del 1 de Abril de 2009, de ARCELORMITTAL TUBULAR PRODUCTS CANADA INC.: Un miembro estructural hueco unitario para un bastidor de vehículo adaptado para ser deformado axialmente mediante la aplicación de una […]
MAQUINA CURVADORA AUTOMATICA DE TUBOS Y METODO DE CURVADO DE TUBOS., del 16 de Febrero de 2007, de CRC-EVANS PIPELINE INTERNATIONAL, INC.: Un aparato de curvado de tuberías que comprende: una zapata de agarre para amordazarse a una tubería ; una matriz de curvado ; una […]
 Macho de soporte y procedimiento para la producción de perfiles huecos, del 15 de Agosto de 2012, de THYSSENKRUPP STEEL EUROPE AG: Macho de soporte para empleo en un dispositivo para conformar pletinas y formar un perfil huecoestructurado, con una pluralidad de elementos de […]
Macho de soporte y procedimiento para la producción de perfiles huecos, del 15 de Agosto de 2012, de THYSSENKRUPP STEEL EUROPE AG: Macho de soporte para empleo en un dispositivo para conformar pletinas y formar un perfil huecoestructurado, con una pluralidad de elementos de […]
PROCEDIMIENTO PARA EL CURVADO DE TUBOS Y MANDRIL DE APOYO PARA LLEVAR A CABO EL PROCEDIMIENTO., del 1 de Octubre de 1989, de BENTELER AG: PROCEDIMIENTO PARA EL CURVADO DE TUBOS Y MANDRIL DE APOYO PARA LLEVAR A CABO EL PROCEDIMIENTO, EN DONDE ESTE COMPRENDE EMPLEAR UN MANDRIL DE APOYO QUE, ANTES DEL CURVADO, […]