Una máquina para curvar de manera continua una pieza de trabajo con radios predeterminados.
Una máquina para curvar de manera continua una pieza de trabajo alargada según unos radios de curvatura predeterminados,
máquina que usa una serie de rodillos (1, 2, 3) motrices para curvar, y un ordenador (7) que está acoplado entre otros a un medidor láser a distancia para calcular un radio de una sección curvada y comparar el radio de curvatura calculado con el radio de curvatura deseado en dicha sección curvada, estando el ordenador (7) acoplado también a un medidor (4) de longitud para medir una longitud de dicha sección curvada concéntricamente según la pieza de trabajo (T) alargada y a unos medios de operación (8) adaptados para operar un rodillo (2) de la serie de rodillos (1, 2, 3) motrices para ajustarlo en tiempo real basándose en una diferencia entre dicho radio de curvatura medido y dicho radio de curvatura deseado en dicha sección curvada, caracterizada porque dicho medidor láser a distancia es un sensor (5) de desplazamiento 2D láser de alta precisión para medir el radio de curvatura de la pieza de trabajo (T) alargada corriente debajo de dicha serie de rodillos (1, 2, 3) motrices para curvar.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10425152.
Solicitante: CML INTERNATIONAL S.P.A..
Nacionalidad solicitante: Italia.
Dirección: LOC. ANNUNZIATA S.N.C. 03030 PIEDIMONTE SAN GERMANO (FR) ITALIA.
Inventor/es: Capobusso,Alessandro, Schiarante,Eugenio, Roso,Giuseppe, Rea,Silvio.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D7/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 7/00 Curvado de barras, perfiles o tubos (B21D 11/02 - B21D 11/18 tienen prioridad; mediante la utilización de mandriles u órganos análogos B21D 9/00). › por pasada entre rodillos o a través de una matriz curva.
- B21D7/14 B21D 7/00 […] › combinado con una medida de curvaturas o de longitudes.
- G05B19/19 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por sistemas de control de posición o de control de contorno, p. ej. para controlar la posición desde un punto programado hacia otro punto o para controlar un movimiento a lo largo de un recorrido continuo programado.
PDF original: ES-2382977_T3.pdf
Fragmento de la descripción:
Una máquina para curvar de manera continua una pieza de trabajo con radios predeterminados.
La presente invención se refiere a una máquina para curvar de manera continua una pieza de trabajo con radios predeterminados de acuerdo con el preámbulo de la reivindicación 1. Más adelante se hace referencia a una máquina curvadora de rodillo piramidal; sin embargo, se debe entender que esto no es limitante para el ámbito de la presente invención.
La solicitud de patente europea EP 1 644 140 (WO 2005 005071) a nombre de ORTIC AB de Borlänge (Suecia) describe un método de monitorización y control de un proceso para doblar de manera continua una pieza de trabajo alargada hasta un radio predeterminado mediante el uso de tres medidores paralelos de distancia sin contacto de tipo transmisor láser, y mediante la medición de las distancias hasta la superficie doblada de la pieza de trabajo, calculando el radio de curvatura actual basándose en las distancias fijas entre los medidores y las distancias medidas, y ajustando la máquina curvadora en respuesta a la relación entre el radio actual calculado y el radio deseado.
Como se ha mencionado anteriormente, la patente citada requiere tres dispositivos láser, una disposición de montaje de los tres dispositivos láser, y un circuito de control y coordinación para los tres dispositivos láser. Además, como se miden radios de curvatura muy grandes, como los de placas curvadas, los tres dispositivos láser se colocan a una distancia fija de alrededor de 200 milímetros uno del otro y muy lejos del punto de salida de la placa del último rodillo de la máquina. Estas distancias no serían aceptables para una máquina curvadora de acuerdo con la presente invención cuyo objeto es comprobar la curvatura de tuberías que tienen radios de curvatura bastante pequeños con relación a aquellos de la patente citada, y en un punto muy cercano a la salida del último rodillo.
En consecuencia, un objeto principal de la invención es permitir una medida del radio de curvatura en una sección doblada que se dobla por medio de un único dispositivo que no sufre los inconvenientes relacionados con el montaje de una pluralidad de dispositivos. Para conseguir este objetivo, los inventores de la presente solicitud se han dado cuenta de que podría ser útil un dispositivo de detección utilizado actualmente para una función diferente, en concreto, medir simultáneamente varios puntos de una pieza de trabajo que se está escaneando.
Se trata de un sensor de desplazamiento láser 2D de alta precisión, como el sensor de la serie LJ-G fabricado por KEYENCE CORPORATION de Osaka (Japón) . La serie LJ-G captura con precisión el perfil de la superficie de cualquier material en dos direcciones. Del modo que se utiliza actualmente, dicho sensor de desplazamiento simplemente se desplaza a lo largo del objeto para medir simultáneamente según varios modos de medida, entre los cuales está la comparación de perfiles.
Los inventores de la presente solicitud han tenido la idea de utilizar el sensor de desplazamiento pero manteniéndolo quieto, de modo que el haz láser del mismo intersecta longitudinalmente la pieza en movimiento que se desea medir a la vez que es curvada por una máquina curvadora. De ese modo, el sensor de desplazamiento es capaz de determinar el radio de curvatura de una pieza de trabajo alargada que se está midiendo mediante la medida simultánea de al menos tres puntos. Esta información se utiliza para su comparación con un radio que se debía obtener realmente en la pieza de trabajo alargada, de modo que se pueden realizar los ajustes deseados en la máquina de un modo que permita obtener la curvatura de una tubería o sección diferentes de una tubería en una pasada o más.
Por tanto, la presente invención proporciona una máquina para curvar de manera continua una pieza de trabajo según unos radios predeterminados, máquina que utiliza una serie de rodillos motrices para curvar, y un ordenador que está acoplado entre otros a un medidor de distancia láser para calcular el radio de una sección curvada y comparar el radio de curvatura calculado con el radio de curvatura deseado de dicha sección curvada, estando acoplado también el ordenador a un medidor de longitud para medir la longitud de dicha sección curvada concéntricamente según la pieza de trabajo alargada, y medios de operación adaptados para accionar un rodillo de la serie de rodillos motrices para curvar de modo que se ajusta en tiempo real basándose en la diferencia entre dicho radio de curvatura medido y el radio de curvatura deseado en dicha sección curvada, caracterizada porque dicho medidor de distancia láser es un sensor de desplazamiento 2D láser de alta precisión para medir el radio de curvatura de la pieza de trabajo alargada corriente abajo de dicha serie de rodillos motrices, para el curvado.
Adicionalmente a la ventaja de obtener un valor de corrección más preciso particularmente con referencia a operaciones de curvado diseñadas para obtener secciones curvadas que tienen radios de curvatura variables, la máquina de acuerdo con la presente invención, con relación a la técnica anterior, tiene la ventaja de no requerir una pluralidad de medidores de distancia, como tres transmisores láser, sino sólo uno. Por tanto, se consigue el consiguiente ahorro de costes así como una lectura más cercana a la salida de la tubería del último rodillo.
Además, hay varias ventajas con relación a los medidores de distancia de tres puntos de contacto, la más importante de las cuales es una mayor precisión, ya que se ejecuta la medida en un rango muy pequeño de la
sección curvada y en una dirección, desde un punto de emisión, el más cercano a la salida de la tubería del último rodillo.
Otra ventaja de la invención es que el dispositivo de medida del radio de curvatura realiza medidas relativas y no absolutas, de modo que el dispositivo de medida se puede montar sobre equipamiento móvil, como el tercer rodillo de la máquina curvadora piramidal en la dirección de alimentación de la tubería.
Otra ventaja es que el dispositivo de medida puede rotar alrededor de un núcleo del tercer rodillo para ser situado para que impacte en la tubería en una zona justo corriente abajo del tercer rodillo. De ese modo, se mide el radio de curvatura de la sección de tubería recién curvada, y el desplazamiento del rodillo deformador se puede modificar según la realimentación en el punto más cercano al punto de deformación de la tubería para conformar el radio de curvatura que se está obteniendo con el deseado en secciones de tubería simples predeterminadas.
La presente invención se describirá con referencia a una realización preferida de la misma en conjunto con la figura adjunta, en la que:
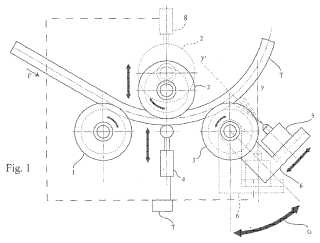
La Figura 1 muestra muy esquemáticamente y de forma parcial una vista de perfil de una máquina curvadora capaz de curvar de manera continua una pieza de trabajo alargada a lo largo de radios predeterminados de acuerdo con la presente invención.
Haciendo referencia a la Figura 1, la máquina a la que se incorpora la invención a modo de ejemplo es una máquina curvadora y conformadora que comprende una serie de tres rodillos 1, 2 y 3 motrices para curvar, siendo al menos uno de ellos un rodillo deformador. Una pieza alargada que se va a curvar, por ejemplo una tubería T, es alimentada a través de los rodillos motrices a lo largo de una dirección indicada por una flecha F. Para facilitar la descripción, los rodillos 1 y 3 están fijos en su posición, mientras que el rodillo 2 es ajustable en su posición vertical y puede ser controlado por la máquina para desplazarse sobre la base de un control de realimentación en la dirección vertical con relación a los rodillos 1, 2 y 3. Un encoder (no mostrado) está asociado al rodillo 2 ajustable e la dirección vertical, y se indica como 4 un encoder para medir la alimentación del tubo T a través de la serie de rodillos 1, 2 y 3.
Un sensor de desplazamiento 2D láser como medidor sin contacto es indicado en general por 5, y está montado de modo pivotante en un soporte 6 que está conectado al núcleo del rodillo 3, por ejemplo, un sensor de desplazamiento 2D láser de alta precisión del tipo citado anteriormente. Sin embargo, la dirección y donde apunta el sensor 5 de desplazamiento 2D láser es representada por medio de una línea discontinua vertical al plano de la hoja. Sin embargo, la dirección en la que se apunta se puede seleccionar adecuadamente también dependiendo del radio de la tubería que sale del rodillo 3, preferiblemente... [Seguir leyendo]
Reivindicaciones:
1. Una máquina para curvar de manera continua una pieza de trabajo alargada según unos radios de curvatura predeterminados, máquina que usa una serie de rodillos (1, 2, 3) motrices para curvar, y un ordenador (7) que está 5 acoplado entre otros a un medidor láser a distancia para calcular un radio de una sección curvada y comparar el radio de curvatura calculado con el radio de curvatura deseado en dicha sección curvada, estando el ordenador (7) acoplado también a un medidor (4) de longitud para medir una longitud de dicha sección curvada concéntricamente según la pieza de trabajo (T) alargada y a unos medios de operación (8) adaptados para operar un rodillo (2) de la serie de rodillos (1, 2, 3) motrices para ajustarlo en tiempo real basándose en una diferencia entre dicho radio de curvatura medido y dicho radio de curvatura deseado en dicha sección curvada, caracterizada porque dicho medidor láser a distancia es un sensor (5) de desplazamiento 2D láser de alta precisión para medir el radio de curvatura de la pieza de trabajo (T) alargada corriente debajo de dicha serie de rodillos (1, 2, 3) motrices para curvar.
2. La máquina de acuerdo con la reivindicación 1, caracterizada porque dicho medidor (4) de longitud es un 15 encoder.
3. La máquina de acuerdo con la reivindicación 1, caracterizada porque dicho sensor (5) de desplazamiento láser 2D está fijado en su posición de tal modo que su dirección de medida cruza la pieza de trabajo alargada cerca de un rodillo de salida de la serie de rodillos (1, 2, 3) motrices para curvar.
Patentes similares o relacionadas:
Método para la producción de piezas curvas a partir de un elemento metálico continuo, del 9 de Enero de 2019, de Baomarc Automotive Solutions S.p.A: Método para la producción de una pieza curva a partir de un elemento metálico continuo que se extiende a lo largo de un eje longitudinal y avanza a […]
Procedimiento y dispositivo para fabricar perfiles con formación de posición variable, orientada longitudinalmente, del 13 de Abril de 2016, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para fabricar perfiles con al menos una formación de posición variable, orientada longitudinalmente a partir de una pieza en bruto de […]
Sistema de guiado de perfiles de sección en L, para máquinas curvadoras, del 23 de Marzo de 2016, de JIMÉNEZ TRES, José Luis: Sistema de guiado de perfiles de sección en "L", para máquinas curvadoras, que consiste en disponer en la entrada y en la salida de la máquina curvadora de aplicación unos dispositivos […]
Estructura lateral para carrocería de automóvil, del 14 de Mayo de 2014, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Una estructura lateral para una carrocería de automóvil que tiene un pilar A que tiene una primera parte (63a) que tiene una sección transversal […]
Elemento de resistencia para carrocería de automóvil, del 14 de Mayo de 2014, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un elemento de resistencia para una carrocería de automóvil que tiene un cuerpo (40h, 41Ch, 41Dh) tubular, que está constituida por un solo elemento en la […]
Miembro lateral frontal para una carrocería de automóvil, del 14 de Mayo de 2014, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un miembro lateral frontal que tiene un cuerpo formado a partir de un cuerpo tubular que tiene una sección transversal cerrada y que consiste en un […]
Miembro de refuerzo para una carrocería de automóvil, del 8 de Enero de 2014, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un miembro de refuerzo para una carrocería de automóvil que tiene un cuerpo (40h, 41Ah- 41Dh, 42Ah, 42Bh, 43Ah, 43Bh, 44Ah, 44Bh) tubular […]
 Pieza de partida de brazo y procedimiento de fabricación de la misma, del 14 de Agosto de 2013, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un material de brazo para una suspensión de automóvil que tiene un cuerpo (11a) fabricado a partir de unmaterial de piezas fabricado de metal, […]
Pieza de partida de brazo y procedimiento de fabricación de la misma, del 14 de Agosto de 2013, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un material de brazo para una suspensión de automóvil que tiene un cuerpo (11a) fabricado a partir de unmaterial de piezas fabricado de metal, […]