Método para conformar una chapa metálica.
Método para conformar una chapa metálica en caliente en un útil (1),
comprendiendo dicho útil (1) al menos unconformador superior (2) con una superficie de conformado (2') y un conformador inferior (3) con una superficie deconformado (3') respectiva entre los que se dispone una chapa metálica (4), presionándose dicha chapa metálica (4)entre dichos conformadores (2, 3) para ser conformada, obteniéndose una zona conformada (41) y una zona residual(42) en dicha chapa metálica (4) durante dicha conformación, caracterizado porque dicho útil (1) comprende unosmedios de refrigeración para refrigerar el conformador superior (2) y el conformador inferior (3), refrigerándose dichachapa metálica (4) cuando es conformada mediante dichos conformadores (2, 3) refrigerados, y dicho útil (1)comprende además unos medios de actuación (5) que generan una entalladura (6) en la chapa metálica (4) entre lazona conformada (41) y la zona residual (42) cuando actúan sobre dicha chapa metálica (4), comprendiendo dichométodo una única etapa en la que al menos uno de los conformadores (2, 3) se desplaza, presionándose la chapametálica (4) entre dichos conformadores (2, 3), conformándose dicha chapa metálica (4) y generándose laentalladura (6) en dicha chapa metálica (4) simultáneamente.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07380043.
Solicitante: MONDRAGON UTILLAJE Y SISTEMAS, S.COOP.
Nacionalidad solicitante: España.
Inventor/es: UGARTEMENDIA ARREGUI,JOSE CRUZ, SANZ GIL,AGUSTIN, ERDOCIA GALLASTEGUI,ANDONI, BARAÑANO CENICACELAYA,LUIS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › Estampado que utiliza dispositivos o herramientas rígidas.
- B21D24/16 B21D […] › B21D 24/00 Combinaciones de prensas, o sistemas en relación con las prensas, para el embutido. › Equipo adicional asociado a los útiles o herramientas, p. ej. para cizallar, desbarbar.
PDF original: ES-2397711_T3.pdf
Fragmento de la descripción:
Método para conformar una chapa metálica SECTOR DE LA TÉCNICA
La presente invención se relaciona con un método para conformar una chapa metálica en caliente según el preámbulo de las reivindicaciones 1 ó 2.
ESTADO ANTERIOR DE LA TÉCNICA
Son conocidos útiles para conformar una chapa metálica que comprenden al menos un conformador superior y al menos un conformador inferior, comprendiendo dichos conformadores la forma de la pieza que se quiere obtener al conformar dicha chapa metálica, tal y como se divulga, por ejemplo, en el documento EP900603A1. La chapa metálica se dispone entre los dos conformadores y es presionada entre dichos conformadores, conformándose dicha chapa metálica.
Debido a las propiedades de algunos materiales, algunas chapas metálicas son conformadas en caliente, disponiéndose dichas chapas metálicas a altas temperaturas entre los conformadores. US20040103709A1, por ejemplo, divulga un conformador refrigerado empleado para conformar chapas metálicas en caliente. En el documento US20050257862A1, por ejemplo, se divulga el uso de conformadores refrigerados para conformar una chapa metálica, de tal manera que al conformarse una chapa metálica en caliente mediante dichos conformadores, dicha chapa metálica es refrigerada mediante los propios conformadores.
Una vez conformada la chapa metálica en caliente y refrigerada mediante los conformadores refrigerados, la parte de la chapa metálica conformada (pieza deseada) se separa del resto de dicha chapa metálica durante al menos una fase posterior mediante unos medios de corte, que pueden comprender, por ejemplo, un láser.
JP05007944A divulga un útil para conformar una chapa metálica, que comprende un conformador superior con una superficie de conformado y un conformador inferior con una superficie de conformado entre las que se dispone una chapa metálica, presionándose dicha chapa metálica entre dichos conformadores para ser conformada, obteniéndose una zona conformada y una zona residual en dicha chapa metálica durante dicha conformación. Dicho útil comprende medios de actuación que están fijados a los conformadores y comprende salientes para generar cortes completos en la chapa metálica.
EXPOSICIÓN DE LA INVENCIÓN
El objeto de la invención es el de proporcionar un método para conformar una chapa metálica en caliente. Este objeto se obtiene de acuerdo con la invención con un método según las reivindicaciones 1 ó 2.
El útil empleado para conformar una chapa metálica en caliente según el método de la invención comprende al menos un conformador superior y un conformador inferior entre los que se dispone una chapa metálica, presionándose dicha chapa metálica entre dichos conformadores para ser conformada. Así, se obtiene una zona conformada y una zona residual en dicha chapa metálica durante dicha conformación.
El útil comprende unos medios de refrigeración para refrigerar el conformador superior y el conformador inferior, refrigerándose la chapa metálica cuando es conformada mediante dichos conformadores refrigerados. Dicho útil comprende además unos medios de actuación, generando dichos medios de actuación al menos una entalladura en dicha chapa metálica entre la zona conformada y la zona residual, cuando dichos medios de actuación actúan sobre dicha chapa metálica.
De esta manera, al generarse la entalladura en la chapa metálica y al refrigerarse dicha chapa metálica, se genera una zona de ruptura que facilita la separación entre la zona conformada y la zona residual, pudiéndose cortar o partir dicha chapa metálica por dicha zona de ruptura mediante uno o más golpes o acciones mecánicas de corte.
Estas y otras ventajas y características preferentes de la invención se harán evidentes a la vista de las figuras y de la descripción detallada de la invención.
DESCRIPCIÓN DE LOS DIBUJOS
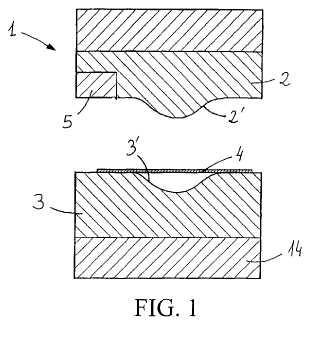
La FIG. 1 muestra una primera realización de un útil para conformar una chapa metálica, según una primera realización del método de la invención.
La FIG. 2 muestra una chapa metálica conformada mediante el útil de la FIG. 1.
La FIG. 3 es una vista parcial de la chapa metálica conformada de la FIG. 2.
La FIG. 4 muestra los medios de actuación del útil de la FIG. 1.
La FIG. 5 muestra una segunda realización de un útil para conformar una chapa metálica, según una realización alternativa del método de la invención.
La FIG. 6 muestra la conformación de una chapa metálica mediante el útil de la FIG. 5.
La FIG. 7 muestra los medios de actuación del útil de la FIG. 5, actuando sobre la chapa metálica.
La FIG. 8 muestra una realización de un segundo útil donde se corta o parte la chapa metálica conformada de la FIG. 3 o de la FIG. 7.
La FIG. 9 muestra el pisador del segundo útil de la FIG. 8, actuando sobre la zona conformada de la chapa metálica.
La FIG. 10 muestra la zona residual de la chapa metálica conformada de la FIG. 8, separada de la zona conformada.
EXPOSICIÓN DETALLADA DE LA INVENCIÓN
En las figuras 1 y 2 se muestra una primera realización del útil 1 empleado para conformar una chapa metálica 4 en caliente. Dicha chapa metálica 4 comprende unas propiedades tales, que después de refrigerarse se obtiene una dureza y una tensión de rotura elevadas, como puede ser por ejemplo, acero martensítico.
El útil 1 comprende una mesa de trabajo 14, un conformador superior 2 con una superficie de conformado 2’ y un conformador inferior 3 con una superficie de conformado 3’, teniendo dichas superficies de conformado 2’ y 3’ una forma sustancialmente igual a la forma de la pieza que se quiere obtener con el conformado de dicha chapa metálica 4, actuando dicho conformador superior 2, por ejemplo, como macho, y actuando dicho conformador inferior 3, por ejemplo, como hembra. La chapa metálica 4 se dispone entre dichos conformadores 2 y 3 a altas temperaturas, como por ejemplo a 900º, presionándose dicha chapa metálica 4 entre ambos conformadores 2 y 3 para ser conformada. Preferentemente, dicha chapa metálica 4 se dispone sobre el conformador inferior 3, desplazándose el conformador superior 2 hacia dicho conformador inferior 3 para conformar dicha chapa metálica 4. Durante dicha conformación, en dicha chapa metálica 4 se obtiene una zona conformada 41 y una zona residual 42, correspondiéndose dicha zona conformada 41 con la pieza que se quiere obtener, y correspondiéndose dicha zona residual 42 con el material que sobra, con respecto a la pieza que se desea obtener, de dicha chapa metálica 4 al ser conformada.
El útil 1 comprende unos medios de refrigeración (no representados en las figuras) para refrigerar el conformador superior 2 y el conformador inferior 3. Así, al conformarse la chapa metálica 4 en caliente mediante dichos conformadores 2 y 3 refrigerados, dicha chapa metálica 4 es refrigerada durante dicha conformación. Dicho útil 1 comprende además unos medios de actuación 5 que generan al menos una entalladura 6, mostrada en la figura 3, en la chapa metálica 4 entre la zona conformada 41 y la zona residual 42, cuando dichos medios de actuación 5 actúan sobre dicha chapa metálica 4. Con referencia a la figura 4, dichos medios de actuación 5 comprenden al menos un saliente 5’ con forma sustancialmente de cuña, actuando dicho saliente 5’ sobre dicha chapa metálica 4, generando dicho saliente 5’ la entalladura 6. Al generarse dicha entalladura 6 y al refrigerarse dicha chapa metálica 4 mediante dichos conformadores 2 y 3 refrigerados, se genera una zona de ruptura 7 en dicha chapa metálica 4, entre dicha zona conformada 41 y dicha zona residual 42. De esta manera, se facilita la separación de la zona conformada 41 de dicha chapa metálica 4 de la zona residual 42. Al realizarse la entalladura 6, el espesor de la chapa metálica 4 en dicho punto disminuye, de tal manera que al refrigerarse y debido a las propias propiedades de dicha chapa metálica 4, dicha chapa metálica 4 se fragiliza en dicho punto generándose la zona de ruptura 7.
Preferentemente el útil 1 comprende además un alojamiento 8 donde se dispone el material sobrante 6’ de la chapa metálica 4 que se desaloja de la entalladura 6, al generarse dicha entalladura 6. Así, dicho material sobrante 6’ no afecta al extremo 5’ de los medios de actuación 5, aumentándose la vida útil de dichos medios de actuación, y asegurándose la geometría de la pieza. Preferentemente, dicho alojamiento 8 se dispone en dicho útil 1 de una manera tal, que queda dispuesta sobre la zona residual 42 de la chapa metálica 4 al generarse dicha entalladura 6, o bajo dicha zona residual 42. Así,... [Seguir leyendo]
Reivindicaciones:
1. Método para conformar una chapa metálica en caliente en un útil (1) , comprendiendo dicho útil (1) al menos un conformador superior (2) con una superficie de conformado (2’) y un conformador inferior (3) con una superficie de conformado (3’) respectiva entre los que se dispone una chapa metálica (4) , presionándose dicha chapa metálica (4) entre dichos conformadores (2, 3) para ser conformada, obteniéndose una zona conformada (41) y una zona residual
(42) en dicha chapa metálica (4) durante dicha conformación, caracterizado porque dicho útil (1) comprende unos medios de refrigeración para refrigerar el conformador superior (2) y el conformador inferior (3) , refrigerándose dicha chapa metálica (4) cuando es conformada mediante dichos conformadores (2, 3) refrigerados, y dicho útil (1) comprende además unos medios de actuación (5) que generan una entalladura (6) en la chapa metálica (4) entre la zona conformada (41) y la zona residual (42) cuando actúan sobre dicha chapa metálica (4) , comprendiendo dicho método una única etapa en la que al menos uno de los conformadores (2, 3) se desplaza, presionándose la chapa metálica (4) entre dichos conformadores (2, 3) , conformándose dicha chapa metálica (4) y generándose la entalladura (6) en dicha chapa metálica (4) simultáneamente.
2. Método para conformar una chapa metálica en caliente en un útil (1) , comprendiendo dicho útil (1) al menos un conformador superior (2) con una superficie de conformado (2’) y un conformador inferior (3) con una superficie de conformado (3’) entre los que se dispone una chapa metálica (4) , presionándose dicha chapa metálica (4) entre dichos conformadores (2, 3) para ser conformada, obteniéndose una zona conformada (41) y una zona residual (42) en dicha chapa metálica (4) durante dicha conformación, caracterizado porque dicho útil (1) comprende unos medios de refrigeración para refrigerar el conformador superior (2) y el conformador inferior (3) , refrigerándose dicha chapa metálica (4) cuando es conformada mediante dichos conformadores (2, 3 ) refrigerados, y dicho útil (1) comprende además unos medios de actuación (5) que generan una entalladura (6) en la chapa metálica (4) entre la zona conformada (41) y la zona residual (42) cuando actúan sobre dicha chapa metálica (4) , comprendiendo el método una primera etapa en donde se desplaza al menos uno de los conformadores (2, 3) presionándose la chapa metálica (4) entre dichos conformadores (2, 3) , conformándose dicha chapa metálica (4) en dicha primera etapa, comprendiendo dicho método una segunda etapa en donde los medios de actuación (5) actúan sobre dicha chapa metálica (4) , generándose la entalladura (6) en dicha chapa metálica (4) en dicha segunda etapa.
Patentes similares o relacionadas:
Pieza estampada en caliente que tiene una junta soldada y método de fabricación para la pieza estampada en caliente, del 10 de Junio de 2020, de NIPPON STEEL CORPORATION: Un método de producción de una pieza estampada en caliente que tiene una junta soldada según la reivindicación, comprendiendo el método: una etapa de calentamiento […]
Método y dispositivo para producir componentes de acero endurecidos, del 6 de Mayo de 2020, de VOESTALPINE STAHL GMBH: Método para el endurecimiento por presión de componentes de chapa de acero galvanizados, en donde se recorta una pletina de una banda de chapa de acero […]
Método y dispositivo para producir componentes de acero endurecido, del 8 de Abril de 2020, de VOESTALPINE STAHL GMBH: Método para el endurecimiento por presión de componentes de chapa de acero en donde una pletina se separa de una banda de chapa de acero de una […]
Método y aparato para fabricar componentes de prensado, del 1 de Abril de 2020, de NIPPON STEEL CORPORATION: Un método para fabricar un componente de prensado , mediante la realización del trabajo de prensado sobre una pieza en bruto o una pieza en bruto preconformada, […]
Método para producir una cubierta de borde de un componente de pala de un motor de avión o de una turbina de gas y cubierta de borde para un componente de pala, del 18 de Marzo de 2020, de LEISTRITZ Turbinentechnik GmbH: Método para producir una cubierta de canto metálica en forma de V en la sección transversal para cubrir una zona de borde de un componente de pala de un grupo […]
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma, del 4 de Marzo de 2020, de BENTELER AUTOMOBILTECHNIK GMBH: Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de […]
Procedimiento para producir una pieza estructural de automóvil que comprende un larguero inferior y un pilar delantero inferior, del 5 de Febrero de 2020, de Arcelormittal: Procedimiento para producir una pieza estructural de automóvil que comprende un larguero inferior que se extiende entre un extremo trasero y un extremo […]
Utillaje de estampación para la fabricación de piezas con chimeneas, del 27 de Noviembre de 2019, de INGENIERIA DE DISEÑO Y UTILLAJES, S.L.U: 1. Utillaje de estampación para la fabricación de piezas con chimeneas, de los que requieren la alimentación de una chapa metálica plana , caracterizada porque […]