Procedimiento para liberar una lente moldeada en una cavidad entre secciones de molde posterior y anterior.
Un procedimiento de liberación de las regiones periféricas de una lente curada (10) adherida a una superficie demoldeado cóncava (26) de una sección de molde (22),
comprendiendo el procedimiento las etapas de:
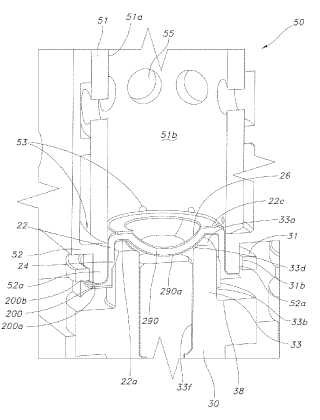
a) proporcionar un elemento de soporte (30) que tiene un eje longitudinal y una cara (33d) para soportar lasección de molde (22), estando configurada la cara para topar con una superficie exterior convexa (290a) de lasección de molde;
b) localizar la superficie exterior convexa de la sección de molde sobre la cara de soporte; y
c) aplicar una fuerza dirigida longitudinalmente a una pestaña (200) que sobresale de una porción de faldón (24)de la sección de molde, siendo la fuerza suficiente para hacer que la superficie de moldeado cóncava de lasección de molde se desvíe en la dirección de la aplicación de la fuerza, rompiendo de ese modo la uniónadhesiva entre la lente y la superficie de moldeado de la sección de molde por lo menos alrededor de lasregiones periféricas de la lente;
caracterizado por que la cara de soporte a la sección de molde es en una forma de una superficie anular que rodeauna abertura formada en el elemento de soporte, de tal manera que cuando la superficie convexa exterior (290a) dela sección de molde se apoya en la superficie anular, una porción de la superficie convexa exterior se proyecta en laabertura, estando la abertura dimensionada y conformada de manera que la superficie cóncava exterior permaneceseparada de las superficies que definen la abertura, iniciándose la ruptura de la unión adhesiva entre el bordeexterior de la lente (10) y la superficie cóncava (26) que forma la lente y continúa en la dirección del centro de lalente.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/061240.
Solicitante: BAUSCH & LOMB INCORPORATED.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: ONE BAUSCH & LOMB PLACE ROCHESTER, NY 14604-2701 ESTADOS UNIDOS DE AMERICA.
Inventor/es: REYNOLDS,GER M, SULLIVAN,JERRY E, CARDIFF,JOHN J, KELLY,ALAN D, ROUSE,FRANK J.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C33/50 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › elásticos.
- B29D11/00 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Fabricación de elementos ópticos, p. ej. lentes, prismas.
PDF original: ES-2403585_T3.pdf
Fragmento de la descripción:
Procedimiento para liberar una lente moldeada en una cavidad entre secciones de molde posterior y anterior La presente invencion se refiere a un procedimiento para liberar una lente moldeada a partir de un molde de vaciado, de acuerdo con la reivindicacion 1. El moldeado por vaciado estatico de lentes de contacto es conocido. Por ejemplo, la patente US No. 5.466.147 concedida a Bausch & Lomb Incorporated describe una unica unidad de molde para fabricar una unica lente que comprende una seccion de molde anterior que tiene una superficie optica concava y la seccion de molde posterior que tiene una superficie optica convexa. Las secciones de molde anterior y posterior son de forma complementaria y se juntan para formar u na cavidad de moldeado de lentes entre l as superficies opticas anterior y posterior enfrentadas de las secciones de molde anterior y posterior, respectivamente. El proceso basico para el moldeado por vaciado de una lente es el siguiente. Una cantidad de material de lente liquido 16 es dispensado sobre la superficie optica concava 12A de la seccion de molde anterior 12 (figura 1) , y la seccion de molde posterior 14 se asienta sobre la seccion de molde anterior 12 con las superficies concava y convexa 14A y 12A de las mismas, respectivamente, una frente a la otra para formar una cavidad de molde en forma de lente. Las secciones de molde anterior y posterior unidas forman un unico molde que se somete a un ciclo de curado (por ejemplo, mediante radiacion termica o UV) provocando de este modo la polimerizacion del material de la lente en la cavidad del molde (figura 2) . Posteriormente, deben realizarse una serie de etapas para recuperar la lente curada de la cavidad del molde. Separacion de las piezas del molde Una vez que el material de la lente se ha curado, las secciones de molde posterior y anterior se deben separar para recuperar la lente curada. Este procedimiento se denomina a veces como "decapado" en la tecnica. La apertura o liberacion de las secciones del molde debe llevarse a cabo de una manera que no dane la lente delicada. Una vez que la lente ha polimerizado en la cavidad del molde, la lente y cualquier exceso de material de la lente se adhieren a la parte concava opuesta y a las superficies del molde convexas. Por lo tanto, la fuerza requerida para liberar la seccion de molde posterior de la seccion de molde anterior debe ser lo suficientemente fuerte para romper la union adhesiva de la lente y el exceso de material de lente con las superficies de molde opuestas, pero no tan fuerte o fortuita que las superficies opticas de la lentes se vean perjudicadas por el proceso de liberacion. Si la l ente se agrieta o se dana de otro modo durante el proceso de liberacion del molde, la lente debe ser rechazada, bajando por lo tanto el rendimiento y aumentando los costes de fabricacion. Tipicamente, despues de la etapa de decapado, la lente curada se retiene en la seccion de molde anterior, mientras que la seccion posterior se retira. Por ejemplo, la patente de Estados Unidos US 5.850.107 (Kindt-Larsen et al.) describe un aparato para separar las partes de molde anterior y posterior, en el que cada una de las partes de molde tiene una pestana anular circunferencial, que rodea respectivamente la cavidad del molde. El aparato incluye un primer dispositivo para la aplicacion de vapor a la parte concava no optica de una superficie de la parte de molde posterior para proporcionar un gradiente de temperatura desde la parte de molde posterior a la parte de molde anterior y un segundo dispositivo que comprende dedos de palanca para su insercion entre las pestanas circunferenciales y que separa las partes de molde. La provision del gradiente de temperatura no es deseable para la lente curada, puesto que la lente puede deformarse y no volver a tener su curvatura requerida al enfriarse. Si la separacion se intenta sin proporcionar el gradiente de temperatura, existe el riesgo de que la lente se dane. Ademas, no hay garantia de que la lente curada permanecera adherida a la parte de molde deseada despues de la etapa de separacion. Otra disposicion que separar las partes del molde se describe en el documento US 5.693.268 (Widman et al.) , en el que las partes de molde se separan mediante la insercion de cunas entre las mismas. Una disposicion adicional se describe en el documento US 6.428.723 (Lesczynski et al.) , en el que l a seccion de molde posterior tiene un faldon orientado hacia abajo que se apoya sobre una superficie de extremo anular de un cilindro hueco montado de forma movil que rodea la seccion de molde anterior. El diametro interior del cilindro corresponde sustancialmente con el diametro exterior de un faldon orientado hacia abajo de la seccion de molde anterior. Un pasador ejerce una fuerza sobre la seccion posterior desde arriba a medida que el cilindro hueco se mueve en la direccion del pasador para estirar de las partes de molde separadas. Debido a la disposicion mutua de las partes del molde, la fuerza de traccion actua sobre el area completa de la lente, y queda todavia el riesgo de danar la lente. En otra realizacion descrita en esta referencia, en lugar de la superficie de extremo anular, el cilindro hueco tiene un borde puntiagudo formado por superficies conicas interior y exterior del cilindro. El borde se inserta entre las superficies interior y exterior de los faldones de l as secciones de m olde posterior y anterior, respectivamente, de tal modo se desvian radialmente el faldon de la seccion de molde posterior y hacen que la seccion de molde posterior se desacople de la lente. En esta disposicion, la amplitud de la deflexion del faldon de la seccion de molde posterior es limitada, lo que a su vez limita el control sobre el molde posterior durante la operacion de decapado. La publicacion de la solicitud US No. 2003/0160343 describe un modulo de separacion en el que las partes de molde estan orientadas de manera que la seccion de molde anterior 12 (figura 3) es mas superior en relacion con la parte de molde convexa posterior 14. Una pestana anular 14c de la parte de molde posterior 14 se apoya sobre una placa de soporte 260 y se proporcionan unos medios para golpear la parte de molde anterior 12 desde arriba en una pestana anular 12c para romper la union de adhesion entre las partes de molde 12, 14. De acuerdo con otro procedimiento conocido, la parte de molde posterior 14 esta situada mas superior en relacion con la parte de molde anterior 12 yla parte de molde anterior esta soportada desde abajo sobre postes. Se proporcionan unos medios para golpear desde arriba la superficie anular que rodea la superficie que forma la lente de la parte de molde posterior 14 para romper la union entre las partes del molde. Todavia existe un riesgo asociado a estos dos ultimos procedimientos, en los q ue la lente puede danarse debido a la fuerza dinamica aplicada a la parte del molde relevante.
Eliminacion del exceso de material de moldeado (eliminacion del "anillo de monomero")
Para asegurarse de que la cavidad del molde se llena completamente con el material de lente liquido durante el proceso de moldeado descrito anteriormente, la cantidad de material de lente liquido dispensado en la seccion de molde anterior es intencionalmente mayor que la necesaria para formar la lente (figura 4) . Cuando la seccion de molde posterior 14 se asienta sobre la seccion de molde anterior 12, el exceso de material liquido de la lente 180 es expulsado de la cavidad del molde (figura 5) . Este exceso de liquido se mantiene tipicamente en un "deposito", una ranura o un reborde que rodea la cavidad del molde, y se cura junto con la lente. El material curado 180 en exceso se refiere tipicamente como un "anillo de monomero" o un "anillo HEMA" en la tecnica de las lentes de contacto, dependiendo del mater ial d e la le nte es pecifico usa do. El termino "anil lo d e mon omero" se utiliza aq ui po r conveniencia, aun que se en tiende qu e este termino se usa amp liamente en la pr esente memor ia para cu brir cualquier tipo de material de lente empleado. Durante la separacion del molde, el anillo de monomero usualmente se adherira a una de las secc iones del mo lde, tipicament e la secci on anterior 12, con el a nillo d e monom ero usualmente retenido en la seccion de molde anterior 12 junto con la lente (figuras 6 y7) . Si la lente de liberarse y retirarse de la superficie de molde anterior sin la eliminacion previa del anillo de monomero del deposito, es probable que el borde de la lente se dane debido a la interferencia con el anillo de monomero (figura 8) . La presencia del anillo de monomero tambien puede interferir con los proc esos posteriores y con la maquinaria. Asi, es desea ble liberar y extraer el anillo de monomero desde la seccion de molde anterior antes de la liberacion y de la eliminacion de la le nte de la misma. Varios proces os de elim inacion del ani llo de monom ero se han em pleado en la tecni ca... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de liberacion de las regiones perifericas de una lente curada (10) adherida a una superficie de moldeado concava (26) de una seccion de molde (22) , comprendiendo el procedimiento las etapas deº
a) proporcionar un elemento de soporte (30) que tiene un eje longitudinal y una cara (33d) para soportar la seccion de molde (22) , estando configurada la cara para topar con una superficie exterior convexa (290a) de la seccion de moldeº b) localizar la superficie exterior convexa de la seccion de molde sobre la cara de soporteº y c) aplicar una fuerza dirigida longitudinalmente a una pestana (200) que sobresale de una porcion de faldon (24) de la seccion de molde, siendo la fuerza suficiente para hacer que la superficie de moldeado concava de la seccion de molde se desvie en la direccion de la aplicacion de la fuerza, rompiendo de ese modo la union adhesiva entre la lente y la superficie demoldeado de la seccion de molde por lo menos alrededor de las regiones perifericas de la lenteº
caracterizado por que la cara de soporte a la seccion de molde es en una forma de una superficie anular que rodea una abertura formada en el elemento de soporte, de tal manera que cuando la superficie convexa exterior (290a) de la seccion de molde se apoya en la superficie anular, una porcion de la superficie convexa exterior se proyecta en la abertura, estando la abertura dimensionada y conformada de manera que la superficie concava exterior permanece separada de las superficies que definen la abertura, iniciandose la ruptura de la u nion adhesiva entre el borde exterior de la l ente (10) y la superficie concava (26) que forma la lente y continua en la direccion del centro de la lente.
2. Un procedimiento de acuerdo con la reivindicacion 1, donde la etapa c) comprende presionar las caras de los extremos de un par de proyecciones (52a) diametralmente opuestas contra la pestana (200) de la porcion de faldon (24) y aplicar la fuerza dirigida longitudinalmente a la pestana con las proyecciones.
Patentes similares o relacionadas:
 Implante oftalmológico, del 29 de Julio de 2020, de HumanOptics AG: Implante oftalmológico, que comprende
a) una estructura de base con
i) una abertura central ,
ii) un primer lado , y
iii) un segundo lado , […]
Implante oftalmológico, del 29 de Julio de 2020, de HumanOptics AG: Implante oftalmológico, que comprende
a) una estructura de base con
i) una abertura central ,
ii) un primer lado , y
iii) un segundo lado , […]
Dispositivo de fuente de luz superficial, elemento de guía de luz utilizado para el dispositivo de fuente de luz superficial, y procedimiento de producción del elemento de guía de luz, del 15 de Julio de 2020, de MITSUBISHI CHEMICAL CORPORATION: Una guía de luz para un dispositivo de fuente de luz superficial, teniendo dicha guía de luz una forma de placa rectangular en su conjunto y comprendiendo: […]
Lente de gafas y procedimiento para su fabricación, del 8 de Julio de 2020, de Carl Zeiss Vision International GmbH: Lente de gafas (60, 70, 80, 90, 102, 110a, 110b) que comprende - un primer grupo de elementos de volumen, comprendiendo el primer grupo de elementos […]
Lente de gafas y procedimiento para su fabricación, del 1 de Julio de 2020, de Carl Zeiss Vision International GmbH: Lente de gafas (60, 70, 80, 90, 102, 110a, 110b) que comprende - un primer grupo de elementos de volumen, comprendiendo el primer grupo de elementos de volumen una pluralidad […]
Lentes de contacto de hidrogel de silicona, del 1 de Abril de 2020, de COOPERVISION INTERNATIONAL LIMITED: Una lente de contacto de hidrogel de silicona, que comprende: un cuerpo de lente polimérica que es el producto de reacción de una composición […]
ESTACIÓN DE LIMPIEZA DE BANDEJAS Y LÍNEA DE PRODUCCIÓN PARA FABRICAR LENTES OFTÁLMICAS PROVISTA DE DICHA ESTACIÓN, del 5 de Marzo de 2020, de INSOMEC INTEGRA SOLUCIONES, S.L: Estación de limpieza de bandejas (W) para una línea de fabricación de lentes oftálmicas (LP), comprendiendo la estación de limpieza de bandejas (W) una cinta […]
Moldeo por vaciado de lentes de contacto tóricas, del 19 de Febrero de 2020, de BAUSCH & LOMB INCORPORATED: Un conjunto de molde de lente de contacto incluyendo: una primera sección de molde de lente de contacto y una segunda sección […]
Método para la producción de elementos ópticos fotocromáticos y elementos ópticos fotocromáticos, del 19 de Febrero de 2020, de Optoengineering Dinamica S.N.C. di Marinelli Cristiana & C: Proceso para la preparación de elementos ópticos fotocromáticos a partir de un cuerpo óptico dado, cuyo proceso comprende los siguientes pasos: - depositar al menos una […]