Lámina resistente a la abrasión con un efecto óptico especial y su método de fabricación.
Lámina con un soporte (5) y con una película u hoja de adorno (1),
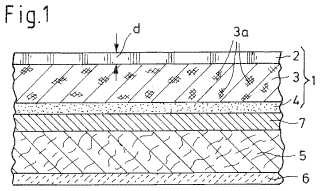
como un revestimiento para la fabricación deun entarimado a base de láminas o bien de la superficie de un mueble, donde la película de adorno (1) comprendeuna capa de papel (3) provista de una capa impresa (2) por un lado, una impregnación (3a) formada por unaprimera mezcla sintética y una capa (4) formada por una segunda mezcla sintética, que contiene el material enforma de partículas que reduce la abrasión, de manera que la capa (4), que contiene el material en forma departículas que reduce la abrasión y está formada por la segunda mezcla sintética, de la hoja de adorno o decorativa (1) se aplica sobre el lado de la capa de papel (3) contrario a la capa impresa (2) y se lamina sobre el lado ocara superior de un papel decorativo impregnado (7), que se encuentra sobre la cara superior del soporte (5).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07120996.
Solicitante: DAKOR MELAMIN IMPRAGNIERUNGEN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: GEWERBESTRASSE 15 72535 HEROLDSTATT ALEMANIA.
Inventor/es: BARWICH,STEFAN, BECK,ELMAR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B27/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › como sustancia de impregnación, de pegado, o cubrimiento.
- B32B27/10 B32B 27/00 […] › de papel o cartón.
- B44C5/04 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 5/00 Procesos para la realización de objetos decorativos particulares. › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
- D21H19/80 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 19/00 Papel cuché (cartón cuché D21J 1/08 ); Materiales de revestimiento (hojas de registro caracterizadas por el revestimiento usado para mejorar la receptividad de tinta, colorante o pigmento B41M 5/50). › Papel que comprende varios revestimientos (D21H 19/02 tiene prioridad).
- D21H19/84 D21H 19/00 […] › sobre ambos lados del sustrato.
- D21H27/18 D21H […] › D21H 27/00 Papel especial no previsto en otro lugar, p. ej. obtenido por procedimientos de múltiples etapas. › Estructuras a base de papel o de cartón para cubrir superficies.
- D21H27/28 D21H 27/00 […] › tratadas de forma que se obtengan propiedades de resistencia específicas, p. ej. al uso o a la intemperie (agentes hidrófobos D21H 21/16).
PDF original: ES-2396562_T3.pdf
Fragmento de la descripción:
Lámina resistente a la abrasión con un efecto óptico especial y su método de fabricación La presente invención se refiere a una lámina con un soporte y con una hoja o película de adorno decorativa, como una “Overlay” para la fabricación de un suelo o entarimado a base de láminas o bien la superficie de un mueble, donde la película de adorno comprende una capa de papel provista de una capa impresa por un lado, una impregnación formada por una primera mezcla sintética y una capa formada por una segunda mezcla sintética, que contie
ne un material en forma de partículas reductor de la abrasión.
Además, la presente invención hace referencia a un método para la fabricación de una lámina de este tipo como la definida en la reivindicación 13.
Una película similar y un método similar se conocen de la patente europea EP 1 068 394 B1. Esta hace referencia a un método para impregnar los papeles decorativos que se emplean en la fabricación de materiales para suelos a base de láminas, donde el papel decorativo inicialmente se humedece con una resina amínica y se impregna de tal manera que la cantidad de resina se regula por medio de unos rodillos dosificadores y luego sobre el papel decorativo húmedo se aplica por su cara superior una capa de resina amínica en una dispersión especial. El producto del
método conocido, un papel decorativo con una resina amínica con carburo de silicio en forma de partículas, un revestimiento que presenta óxido de aluminio y corindón, que tiene un derivado de celulosa, se puede prensar sobre una placa soporte de HDF en una prensa. Esta placa tiene un valor de abrasión de IP 12000 conforme a una prueba de abrasión según la norma DIN EN 13329.
El ensayo o prueba de abrasión conforme a la norma DIN EN 13329 prevé que dos ruedas de fricción dotadas de unas tiras de papel esmeril o de lija se empleen en un dispositivo de prueba especial, en cuyo soporte se colocarán los cuerpos de prueba que serán impulsados por las ruedas de fricción. Después de aproximadamente 100 giros se comprobará la abrasión en los cuerpos de prueba y al cabo de aproximadamente 200 giros se sustituirá el papel de lija por uno nuevo. La prueba continuará hasta que se alcance el llamado punto de abrasión inicial (IP) . Este punto se define como el punto bajo el cual en las condiciones definidas en la norma aparece por primera vez una abrasión clara manifiesta de una impresión de adorno existente en el cuerpo de prueba. El número necesario de giros para llegar a este punto es específico y equivale a una medida de la resistencia a la abrasión. La resistencia frente a la abrasión de una base de láminas se conoce por medio de la tabla siguiente.
Tabla 1: Clases de abrasión conforme a DIN EN 13329
Clase de abrasión Número de giros requeridos (valor IP) Aplicación
AC1 Al menos 900 Dormitorio
AC2 Al menos 1500 Salón
AC3 Al menos 2000 Pequeño escritorio en el recibidor
AC4 Al menos 4000 Hotel
AC5 Al menos 6000 Grandes Almacenes
Una clasificación similar la podemos encontrar también en la norma DIN EN 438 “Placas laminadas decorativas de alta presión (HPL) ” – placas a base de resinas endurecibles (materiales prensados en capas) – parte 2 - Determina
ción de propiedades”.
En la patente europea indicada EP 1 068 394 B1 no se menciona ninguna capa impresa sobre el papel decorativo para el producto del procedimiento descrito, puesto que ni a ésta ni al procedimiento descrito se le da tanta importancia. Sin embargo, en la práctica es habitual emplear junto a papeles no impresos papeles impresos cuya imagen impresa quede oculta por la capa resistente a la abrasión a modo de partículas, de manera que se vea perjudicada la apariencia óptica de la lámina decorativa. Los efectos ópticos especiales eventualmente requeridos se verán reducidos o se perderán o apenas se percibirán.
En la DE 103 34 008 A1 se ha descrito un método para el lacado de materiales soporte con distintas zonas de grado 45 de brillo y un material fabricado conforme al mismo. De esta solicitud queda claro que se atribuye una gran importancia a una impresión y al modo de su configuración debido al efecto decorativo alcanzable que se consigue con la misma. De acuerdo con el método ya conocido, el material soporte es sometido a varios procesos de impresión uno tras otro, con revestimiento mate y brillante, de color o incoloro. De ese modo se puede fabricar una lámina decorativa con distintas zonas de grado de brillo. Para mejorar la imagen impresa y evitar de forma fiable la formación de 50 pliegues, se ha previsto que sobre el material soporte se aplique inicialmente una capa previa y que en una impresión posterior, en al menos dos procesos de impresión, mediante un cilindro de impresión ajustado y equipado del modo correspondiente, se coloque la tinta de imprenta exactamente sobre las zonas deseadas de la imagen impresa de adorno. Para ello se ha previsto una configuración como papel impregnado material soporte, que se haya empapado con combinaciones de resina de melanina, resina de urea, dispersión de acrilato, dispersión de copolímero de acrilato, resinas de poliéster o similares o bien se haya provisto de registros de resina en la máquina de papel. Se pueden emplear métodos de impresión directos o indirectos, impresión eh huecograbado, flexografía, impresión offset o impresión por tamiz de seda o estampación a la lionesa, de manera que se obtenga la coloración deseada con los preparados a base de pigmentos multicolor. Puesto que el material soporte conocido es ideal para el revestimiento de láminas para muebles, el método mencionado no prevé la aplicación de una capa que contenga material en forma de partículas que reduzca la abrasión.
La DE 199 02 914 A1 contiene configuraciones relacionadas con la fabricación de láminas que siguen las técnicas ya conocidas. Existe una en la que el compuesto laminado comprende al menos cuatro capas, de forma que sobre una placa soporte se aplica un papel impreso de un elemento decorativo, que produce la típica impresión óptica, por ejemplo, de una placa de un entarimado posterior. El papel decorado está protegido o recubierto por otra capa de un papel superpuesto (Overlay) , de manera que este papel superpuesto está revestido de corindón, resistente a la fricción. El papel decorativo y el papel superpuesto (Overlay) están impregnados con melanina. En el reverso de la placa soporte se dispone una capa de contratracción, que impide que la placa soporte se doble debido a la tensión por tracción causada por un revestimiento lateral de papel decorativo y de overlay. Lo realmente específico de la DE 199 03 914 A1 frente a dicho laminado consiste en un revestimiento Overlay dotado de una capa de adorno, todo ello muy resistente, que presenta una capa soporte con un lateral superior que sirve de cara visual y un lateral inferior dirigido hacia el elemento cubridor en un estado aplicado. Aquí la capa soporte está impregnada y presenta en su lateral o cara superior una capa, que contiene un material resistente a la fricción, si fuera preciso mezclado con un medio aglutinante, y en su cara inferior tiene al menos una capa que aporta color. Para la fabricación de la overlay se ha descrito un método, en el cual la capa soporte inicialmente se impregna y a continuación se aplica un material resistente a la fricción sobre el lateral superior y una capa coloreante en el lateral inferior. El método prevé que, tal como se ha descrito con anterioridad, la overlay fabricada repose por su cara inferior sobre el soporte laminado y se comprima contra éste y en caso de necesidad se aplique en el otro lado del soporte laminado una capa de contratracción. Con ello se renuncia por completo al papel decorativo. La overlay se aplica directamente sobre el soporte.
De la EP 1 719 638 A2 se conoce además la existencia de un laminado decorativo, que es resistente a la fricción y a los arañazos. Este comprando un sustrato, una lámina decorativa sobre el sustrato así como un revestimiento sobre la lámina decorativa. El revestimiento contiene una mezcla de una primera fracción de partículas minerales y de una segunda fracción de partículas minerales, donde el tamaño de las partículas en la primera fracción se sitúa entre 3 y 8 μm y la segunda fracción es inferior a 1 μm. El revestimiento contiene también un medio aglutinante para las partículas. En la EP 1 719 638 A2 no se describe ninguna capa impresa.
La EP 1 595 718 A1 describe un método para la fabricación de una capa decorativa, en el cual en un primer proceso se lleva a cabo la aplicación de un polímero sobre la superficie de un sustrato, y en una segunda etapa del proceso se produce... [Seguir leyendo]
Reivindicaciones:
1. Lámina con un soporte (5) y con una película u hoja de adorno (1) , como un revestimiento para la fabricación de un entarimado a base de láminas o bien de la superficie de un mueble, donde la película de adorno (1) comprende una capa de papel (3) provista de una capa impresa (2) por un lado, una impregnación (3a) formada por una primera mezcla sintética y una capa (4) formada por una segunda mezcla sintética, que contiene el material en forma de partículas que reduce la abrasión, de manera que la capa (4) , que contiene el material en forma de partículas que reduce la abrasión y está formada por la segunda mezcla sintética, de la hoja de adorno o decorativa (1) se aplica sobre el lado de la capa de papel (3) contrario a la capa impresa (2) y se lamina sobre el lado o cara superior de un papel decorativo impregnado (7) , que se encuentra sobre la cara superior del soporte (5) .
2. Lámina conforme a la reivindicación 1, que se caracteriza por que la capa de papel (3) de la hoja de adorno (1) presenta una masa específica de papel soporte de 15 a 35 g/m2.
3. Lámina conforme a la reivindicación 1 ó 2, que se caracteriza por que la primera mezcla sintética y/o la segunda mezcla sintética consta de una resina amínica, en particular de una resina de melanina-formaldehído aplicada en forma líquida y que posteriormente se endurece.
4. Lámina conforme a una de las reivindicaciones 1 hasta 3, que se caracteriza por que el material en forma de partículas que reduce la abrasión es corindón o carburo de silicio, con una distribución del tamaño de grano del orden de F 120 hasta F 280 según la norma FEPA.
5. Lámina conforme a una de las reivindicaciones 1 hasta 4, que se caracteriza por que la parte del material en forma de partículas que reduce la abrasión es del orden de 5 al 80 % respecto al 100% de masa de la segunda mezcla sintética, preferiblemente del orden del 20 al 40%.
6. Lámina conforme a una de las reivindicaciones 1 hasta 5, que se caracteriza por que la capa (4) que contiene la masa específica de material en forma de partículas que reduce la abrasión es del orden de 5 a 80 g/m2.
7. Lámina conforme a una de las reivindicaciones 1 hasta 6, que se caracteriza por que la hoja decorativa (1) presenta una humedad residual del 3% en masa hasta del 9% en masa, que se mantiene tras el endurecimiento y el secado.
8. Lámina conforme a una de las reivindicaciones 1 hasta 7, que se caracteriza por que la hoja de adorno (1) presenta una masa específica del orden de 60 hasta 250 g/m2.
9. Lámina conforme a una de las reivindicaciones 1 hasta 8, que se caracteriza por un grosor (d) de la capa impresa (2) del orden de 4 hasta 40 μm.
10. Lámina conforme a una de las reivindicaciones 1 hasta 9, que se caracteriza por un grosor (d) de la capa impresa (2) del orden de 4 hasta 40 μm.
11. Lámina conforme a una de las reivindicaciones 1 hasta 10, que se caracteriza por que sobre el soporte (5) , sobre la cara opuesta a la hoja de adorno (1) se aplica una lámina de papel de contratracción (6) .
12. Lámina conforme a una de las reivindicaciones 1 hasta 11, que se caracteriza por la hoja de adorno (1) es transparente y presenta unas zonas de efectos ópticos en lugares definidos, que son congruentes preferiblemente con una imagen impresa del papel de adorno (7) que se encuentra debajo.
13. Método para fabricar una lámina con una hoja o película de adorno (1) resistente a la abrasión, en particular con un revestimiento para fabricar un suelo a base de láminas, donde se imprime una capa de papel (3) con una capa impresa (2) por un lado, luego se recubre de una impregnación (3a) formada por una primera mezcla sintética y seguidamente de una capa (4) formada por una segunda mezcla sintética, que contiene un material en forma de partículas que reduce la abrasión, y todo ello se aplica en forma de láminas sobre un soporte (5) , de manera que la capa (4) que contiene el material en forma de partículas reductor de la abrasión, formado a base de la segunda mezcla sintética, se aplica sobre el lateral de la capa de papel (3) opuesto a la capa impresa (2) y la hoja o película de adorno (1) con la capa (4) que contiene el material en forma de partículas reductor de la abrasión formado a base de la segunda mezcla sintética se lamina sobre la cara superior de un papel de adorno (7) impregnado, que se encuentra en la cara superior del soporte (5) .
14. Método conforme a la reivindicación 13, que se caracteriza por que la capa impresa (2) se fabrica en un procedimiento directo o indirecto de impresión en huecograbado, en el cual se ha empleado preferiblemente un molde de impresión grabado electromecánicamente (10) .
15. Método conforme a la reivindicación 14, que se caracteriza por que la impresión en huecograbado se lleva a cabo en un procedimiento típico semiautomatizado o automatizado.
16. Método conforme a una de las reivindicaciones 13 hasta 15, que se caracteriza por que la impresión se realiza como una impresión múltiple o reiterada, preferiblemente en un procedimiento húmedo en húmedo sin secado intermedio.
17. Método conforme a una de las reivindicaciones 13 hasta 16, que se caracteriza por que para la impresión se emplea una tinta polimérica de dos componentes, que contiene un endurecedor de acción reticulante.
18. Método conforme a una de las reivindicaciones 13 hasta 17, que se caracteriza por que para la impresión se emplea una tinta que contiene pigmentos con tamaños de partícula del orden de 5 hasta 125 μm
19. Método conforme a la reivindicación 18, que se caracteriza por que al emplear una tinta con partículas pigmentadas del orden de 10 hasta 125 μm se forma una trama de un molde de impresión (10) empleado en la impresión en huecograbado del orden de 40 a 60 por cm.
20. Método conforme a una de las reivindicaciones 13 hasta 17, que se caracteriza por que para la impresión se emplea una tinta que contiene pigmentos con tamaños de partícula inferiores a 5 μm.
21. Método conforme a una de las reivindicaciones 13 hasta 20, que se caracteriza por que un número de copitas (11) de un molde de impresión (10) empleado en la impresión en huecograbado se encuentra en el intervalo de 1000 hasta 6400 por cm2, preferiblemente de 1600 hasta 3600 por cm2.
22. Método conforme a una de las reivindicaciones 13 hasta 21, que se caracteriza por que la profundidad de las copitas (11) de un molde de impresión (10) empleado en la impresión en huecograbado viene definida por un ángulo de punta de 120º del buril empleado para el grabado del molde de impresión (10) .
23. Método conforme a una de las reivindicaciones 13 hasta 22, que se caracteriza por que un molde de las copitas
(11) de un molde de impresión (10) de forma cilíndrica empleado en la impresión en huecograbado viene descrito por un rombo, en el cual una diagonal (DL) que transcurre en el sentido longitudinal del cilindro es mayor que una diagonal (DQ) perpendicular a ella.
24. Método conforme a una de las reivindicaciones 13 hasta 23, que se caracteriza por que la profundidad máxima del cliché empleado en la impresión en huecograbado indirecta es de 20 hasta 35 μm.
Patentes similares o relacionadas:
 Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
 Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Procedimiento de fabricación de un documento de seguridad recubierto con una película de protección y documento así obtenido, del 27 de Mayo de 2020, de Oberthur Fiduciaire SAS: Procedimiento de fabricación de un documento de seguridad que comprende una hoja de material fibroso, de la cual por lo menos una de las grandes caras opuestas […]
Un método para fabricar un material de embalaje y un material de embalaje hecho por el método, del 6 de Mayo de 2020, de STORA ENSO OYJ: Un método para fabricar un material de embalaje que comprende los pasos de; - proporcionar un sustrato de cartulina con un gramaje de al menos 180 gsm y que comprenda […]
Método para producir una película multicapa, del 22 de Abril de 2020, de Nordmeccanica SpA: Método para producir una película multicapa (M) que comprende al menos dos capas (S1, S2) unidas por medio de un adhesivo de dos componentes sin disolvente, […]
 Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Métodos para reducir la viscosidad en estado fundido y para mejorar la capacidad de termosellado del poliéster y para fabricar un envase o paquete termosellado, del 11 de Marzo de 2020, de STORA ENSO OYJ: Un método para mejorar la capacidad de termosellado de un poliéster, caracterizado por que una capa de revestimiento de poliéster que contiene polilactida […]