Procedimiento y dispositivo para la prueba por ultrasonidos de un cordón de sodadura en la superficie interna de un contenedor a presión de un reactor.
Procedimiento para la comprobación de un cordón de soldadura (8),
situado sobre la superficie interna delcontenedor de presión (2) de un reactor, con el que un soporte de instrumentos (4), guiado hacia el interior de dichocontenedor de presión (2) del reactor está soldado al contenedor de presión (2) del reactor en su periferia externa, demanera que una sonda de prueba por ultrasonidos (20) es introducida dentro del soporte de instrumentos (4) con elque se transmite una señal de ultrasonidos (S) hacia dentro del soporte de instrumentos (4) en la zona del cordón desoldadura (8) y una señal de ultrasonidos reflejada (R) es recibida, de manera que la señal de ultrasonidostransmitida (S) dentro del soporte de instrumentos (4) se propaga según un ángulo oblicuo (a') con respecto al ejemedio (12) del soporte de instrumentos (4) y es producida, como mínimo, por un conjunto de convertidores deultrasonidos lineal (30), constituido a base de una serie de elementos convertidores dispuestos alineados entre sí endirección longitudinal, que está dispuesto con su dirección longitudinal paralela al eje medio (12) y cuyos elementosconvertidores son activados con retraso en el tiempo entre sí para ajustar el ángulo oblicuo (a').
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07007962.
Solicitante: INTELLIGENDT SYSTEMS & SERVICES GMBH.
Nacionalidad solicitante: Alemania.
Dirección: PAUL-GOSSEN-STRASSE 100 91052 ERLANGEN ALEMANIA.
Inventor/es: MEIER, RAINER, REHFELDT,THOMAS, KALUZA,PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G01N29/26 FISICA. › G01 METROLOGIA; ENSAYOS. › G01N INVESTIGACION O ANALISIS DE MATERIALES POR DETERMINACION DE SUS PROPIEDADES QUIMICAS O FISICAS (procedimientos de medida, de investigación o de análisis diferentes de los ensayos inmunológicos, en los que intervienen enzimas o microorganismos C12M, C12Q). › G01N 29/00 Investigación o análisis de materiales por el empleo de ondas ultrasonoras, sonoras o infrasonoras; Visualización del interior de objetos por transmisión de ondas ultrasonoras o sonoras a través del objeto (G01N 3/00 - G01N 27/00 tienen prioridad). › Disposiciones para la orientación o el barrido.
- G01N29/34 G01N 29/00 […] › Generación de las ondas ultrasónicas, sónicas o infrasónicas.
- G10K11/34 G […] › G10 INSTRUMENTOS MUSICALES; ACUSTICA. › G10K DISPOSITIVOS GENERADORES DE SONIDOS (juguetes musicales o sonoros A63H 5/00 ); METODOS O DISPOSITIVOS PARA PROTEGER CONTRA, O PARA AMORTIGUAR, RUIDO U OTRAS ONDAS ACUSTICAS EN GENERAL; ACUSTICA NO PREVISTA EN OTRO LUGAR. › G10K 11/00 Métodos o dispositivos para transmitir, conducir o dirigir el sonido en general; Métodos o dispositivos de protección contra el ruido u otras ondas acústicas en general, o para amortiguarlas. › por control eléctrico de sistemas de transductores, p. ej. dirigiendo un haz acústico.
- G21C17/01 G […] › G21 FISICA NUCLEAR; TECNICA NUCLEAR. › G21C REACTORES NUCLEARES (reactores de fusión, reactores híbridos fisión-fusión G21B; explosivos nucleares G21J). › G21C 17/00 Monitorización; Ensayos. › Inspección de las superficies internas de las vasijas.
PDF original: ES-2400673_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la prueba por ultrasonidos de un cordón de soldadura en la superficie interna de un contenedor de presión de un reactor
La invención se refiere a un procedimiento y dispositivo para la comprobación de un cordón de soldadura que se encuentra en la superficie interna de un contenedor de presión de un reactor nuclear con el que está soldado por su periferia externa un soporte de instrumentos que conduce al interior de dicho recipiente de presión del reactor.
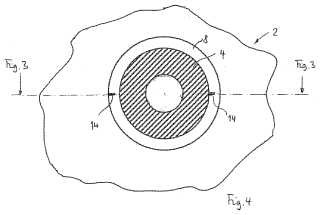
El recipiente de presión de los reactores de agua a presión está dotado en su casquete inferior (casquete del suelo) con guías pasantes por las que se guían las sondas de instrumentos del núcleo desdel exterior del contenedor de presión del reactor. Estas guías o soportes de instrumentos (LCIP = Lower Core Instrumentation Penetration) (Penetración de Instrumentos en la Parte Inferior del Núcleo) son fabricados mediante una barra forjada dotada de un orificio pasante, y son soldados con un cordón de soldadura de forma anular y en su periferia externa dentro del contenedor de presión del reactor. Especialmente en instalaciones más antiguas, se utilizaron para dichas guías, de soldadura de adición y soldaduras de tope aplicadas en la superficie interna del contenedor a presión del reactor materiales, que se han mostrado especialmente propensos a corrosión bajo esfuerzo. La corrosión bajo esfuerzo es, en este caso, un proceso de corrosión que tiene lugar dentro del agua, en piezas constructivas que sufren esfuerzos internos.
El cordón de soldadura es realizado habitualmente en la forma llamada “J-Groove Weld” (“Soldadura con Ranura en J”) y discurre hacia el soporte de instrumentos con una acanaladora. La geometría del cordón de soldadura depende, por lo tanto, de la posición del soporte de instrumentos en el casquete del suelo. De esta manera, el cordón de soldadura con el que está soldado un soporte de instrumentos en el centro del casquete del suelo, presenta un contorno simétrico según el eje medio de dicho soporte de instrumentos, mientras que el contorno del cordón de soldadura es no simétrico en el borde del soporte de instrumentos soldado en dicho casquete inferior.
A causa de la tendencia a la corrosión bajo esfuerzo, estos cordones de soldadura deben ser comprobados en periodos de tiempo regulares. Dada la complejidad del problema de comprobación, en especial por el contorno asimétrico del cordón de soldadura, esta comprobación tiene lugar habitualmente solo de forma visual con una cámara de video introducida en el contenedor de presión del reactor. Para ello, es necesaria la descarga previa de los elementos de combustible. En una inspección visual de este tipo, se pueden reconocer solamente grietas que han alcanzado ya una sensible dimensión. De manera alternativa a una inspección visual de este tipo, se ha llevado a cabo también la inspección de los cordones de soldadura con una sonda de corrientes parásitas (http://www.nrc.gov.edgesuite.net/reactors/operating/ops-experience/pressure-boundar y -integrity/bottom-headissues/bottom-head-files/july-17-nrc.pdf) . Este sistema se ve, no obstante, dificultado por la geometría superficial irregular del cordón de soldadura. Además, en una comprobación por corrientes parásitas, la determinación de la profundidad de las grietas está limitada por el efecto “Skin”. También, en este caso, se debe descargar por completo el núcleo.
Por el documento US 5.460.045, es conocido el comprobar un cordón de soldadura aplicado de nuevo en un proceso de reparación en un soporte de instrumentos de un reactor de agua hirviendo con una sonda de ultrasonidos, que puede ser introducida en el interior del mencionado soporte de instrumentos. Según el objetivo de la comprobación, la sonda de ultrasonidos contiene cinco o nueve convertidores de ultrasonidos, que están orientados de forma tal que se pueden reconocer fallos por grietas tanto en dirección periférica como también en dirección radial. Para reconocer grietas orientadas en dirección periférica, se prevén, como mínimo, dos convertidores de ultrasonidos separados axialmente entre sí que, de manera correspondiente, generan señales de ultrasonidos oblicuas con respecto al eje longitudinal de la sonda. Un convertidor de ultrasonidos genera una señal de ultrasonidos que se propaga de forma radial y otros dos convertidores de ultrasonidos generan una señal de ultrasonidos perpendicular a la dirección axial en la dirección de las agujas del reloj o en sentido contrario al mismo. Para la comprobación del cordón de soldadura que discurre de forma anular, se utiliza una sonda de ultrasonidos con cinco convertidores de ultrasonidos.
Una sonda de ultrasonidos introducible en un manguito tubular con cinco convertidores de ultrasonidos orientados de manera distinta, es conocida también por el documento EP 0 539 049 A1. En esta forma de realización conocida, todos los convertidores de ultrasonidos están dispuestos en un plano único, perpendicular al eje longitudinal de la sonda de comprobación de ultrasonidos.
Con ayuda de un procedimiento conocido por el documento EP 0 619 489 A1 se comprueba la profundidad hasta la que se extiende en un soporte una ranura radial que se encuentra en las proximidades del cordón de soldadura, con el que este soporte está soldado dentro del contenedor de presión del reactor con un cuerpo de control de maniobra. Para posibilitar la comprobación de una grieta radial de este tipo el cordón de soldadura, antes de la colocación de un casquillo de estanqueidad, será mecanizado en múltiples lugares para generar zonas de prueba planas, que constituye un reflector a 45º con respecto al eje longitudinal del soporte. La comprobación tiene lugar, en este caso con ayuda de múltiples convertidores de ultrasonidos que están 2 10
dispuestos en dirección longitudinal del soporte, adyacentes entre sí. La señal de ultrasonidos, procedente de dichos convertidores de ultrasonidos, se extiende perpendicularmente al eje medio del soporte, siendo reflejada en 90º en la superficie reflectora aplicada en el cordón de soldadura, de manera que finalmente se propaga dentro del soporte en su dirección longitudinal.
La invención se propone el objetivo de dar a conocer un procedimiento con el cual resulta posible comprobar un cordón de soldadura en la superficie interna de un contenedor de presión de un reactor, con el que está soldado un soporte de instrumentos por su periferia externa en el contenedor de presión del reactor, cuyo soporte se introduce en el interior de dicho contenedor de presión del reactor, con elevada fiabilidad y sensibilidad de comprobación. Además, la invención se propone el objetivo de facilitar un dispositivo apropiado para la realización de dicho procedimiento.
Con respecto al procedimiento, el objetivo indicado se soluciona, según la invención, con un procedimiento que tiene las características de la reivindicación 1. En este procedimiento, se introduce en el soporte de instrumentos una sonda de prueba por ultrasonidos con la que se emite en el soporte de instrumentos, en la zona del cordón de soldadura, una señal de ultrasonidos y se recibe una señal de ultrasonidos reflejada.
La invención se basa en la consideración de que mediante la generación de una señal de ultrasonidos en el cordón de soldadura procedente de la cara interna del soporte de instrumentos, en base a las características geométricas simples que existen en la superficie interna del soporte de instrumentos, se puede detectar una grieta con una sensibilidad sensiblemente mejorada con respecto a los procedimientos conocidos en el estado de la técnica.
Además, se simplifican los medios necesarios para el guiado de la sonda de prueba por ultrasonidos, puesto que ésta puede ser conducida dentro del soporte de instrumentos sin problemas sobre la superficie interna en dirección periférica y en dirección axial mediante un movimiento de giro o bien un movimiento de translación axial, no debiendo ser guiada sobre una superficie compleja del cordón de soldadura.
Puesto que la comprobación del cordón de soldadura tiene lugar partiendo de la superficie interna del soporte de instrumentos, es además posible básicamente llevar a cabo la prueba sin que los elementos de combustible del contenedor de presión del reactor deban ser descargados.
Puesto que la señal de ultrasonidos enviada se propaga dentro del soporte de instrumentos, según un ángulo agudo, es decir, oblicuamente con respecto al eje medio, se pueden detectar con una sensibilidad más elevada fallos por grietas que discurren oblicuamente con respecto a dicho eje medio y que se encuentran en la zona de la superficie superior del cordón... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la comprobación de un cordón de soldadura (8) , situado sobre la superficie interna del contenedor de presión (2) de un reactor, con el que un soporte de instrumentos (4) , guiado hacia el interior de dicho contenedor de presión (2) del reactor está soldado al contenedor de presión (2) del reactor en su periferia externa, de manera que una sonda de prueba por ultrasonidos (20) es introducida dentro del soporte de instrumentos (4) con el que se transmite una señal de ultrasonidos (S) hacia dentro del soporte de instrumentos (4) en la zona del cordón de soldadura (8) y una señal de ultrasonidos reflejada (R) es recibida, de manera que la señal de ultrasonidos transmitida (S) dentro del soporte de instrumentos (4) se propaga según un ángulo oblicuo (α’) con respecto al eje medio (12) del soporte de instrumentos (4) y es producida, como mínimo, por un conjunto de convertidores de ultrasonidos lineal (30) , constituido a base de una serie de elementos convertidores dispuestos alineados entre sí en dirección longitudinal, que está dispuesto con su dirección longitudinal paralela al eje medio (12) y cuyos elementos convertidores son activados con retraso en el tiempo entre sí para ajustar el ángulo oblicuo (α’) .
2. Procedimiento, según la reivindicación 1, en el que la señal de ultrasonidos transmitida (S) , dentro del soporte de instrumentos (4) se propaga en un plano que es paralelo y se encuentra a una cierta distancia del eje medio (12) del soporte de instrumentos (4) .
3. Procedimiento, según la reivindicación 1 ó 2, en el que, como mínimo, un conjunto de convertidores de ultrasonidos (30) funciona con la técnica eco-impulso.
4. Procedimiento, según la reivindicación 2 ó 3, en el que se utiliza un conjunto de convertidores de ultrasonidos en la técnica de transmisión-recepción conteniendo, como mínimo, dos conjuntos de convertidores de ultrasonidos (30) que están dispuestos espacialmente a una distancia uno de otro y simétricos con respecto a un plano (50) que contiene el eje medio (12) .
5. Procedimiento, según una de las reivindicaciones anteriores, en el que se utilizan ondas transversales para la señal ultrasónica transmitida (S) .
6. Dispositivo para la comprobación de un cordón de soldadura (8) situado en la superficie interna del contenedor de presión del contenedor de presión (2) de un reactor, con el que un soporte de instrumentos (4) , guiado hacia el interior del contenedor de presión (2) del reactor es soldado al contenedor de presión (2) del reactor en su circunferencia externa, poseyendo un dispositivo de control y evaluación (40) y una sonda de comprobación por ultrasonidos (20) que pueden ser introducidos en el soporte de instrumentos (4) , teniendo, como mínimo, un conjunto de convertidores de ultrasonidos lineal (30) que está constituido a base de una serie de elementos convertidores dispuestos uno en prolongación del otro en dirección longitudinal, caracterizado porque el conjunto de convertidores de ultrasonidos (30) está conectado al dispositivo de control y evaluación (40) para activación con retraso en el tiempo de los elementos convertidores y está dispuesto con su dirección longitudinal paralela y desplazada con respecto a un eje longitudinal (32) de la sonda de comprobación por ultrasonidos (20) , de manera tal que durante la activación con retraso en el tiempo de todos los elementos convertidores del conjunto de convertidores de ultrasonidos (30) , se dispone un eje de transmisión vertical perpendicularmente a una superficie de transmisión del conjunto de convertidores de ultrasonidos (30) a una cierta distancia de dicho eje longitudinal (32) .
7. Dispositivo, según la reivindicación 6, en el que, como mínimo, se disponen dos conjuntos de convertidores de ultrasonidos (30) que están dispuestos espacialmente a una cierta distancia uno de otro y simétricos con respecto a un plano (50) que contiene el eje longitudinal (32) de la sonda de prueba por ultrasonidos (20) , de los que, como mínimo, uno puede funcionar como transmisor y el otro, como mínimo, como receptor.
8. Dispositivo, según la reivindicación 6 ó 7, en el que la sonda de comprobación por ultrasonidos (20) tiene una superficie de acoplamiento cilíndrica (36) , en el que, como mínimo, se dispone un elemento de soporte (38) que recibe la acción de resortes, en un lado de la sonda de comprobación por ultrasonidos (20) , que está alejado de la superficie de acoplamiento (36) , que se apoya cuando la sonda de comprobación por ultrasonidos (20) es introducida en la superficie interna del soporte de instrumentos (4) y que presiona la superficie de acoplamiento (36) contra la superficie interna.
9. Dispositivo, según una de las reivindicaciones 6 a 8, en el que el dispositivo o dispositivos convertidores de ultrasonidos (30) producen ondas transversales.
Patentes similares o relacionadas:
Método de reconstrucción de imágenes basado en modelo, del 6 de Mayo de 2020, de ECOLE POLYTECHNIQUE FEDERALE DE LAUSANNE (EPFL): Un método de reconstrucción de imágenes de ondas de pulso que comprende: • transmitir un conjunto de ondas de pulso a un objeto […]
Sistema modular de formación de haces paralelos y procedimiento asociado, del 31 de Enero de 2018, de GENERAL ELECTRIC COMPANY: Un sistema de formación de haces, que comprende: una pluralidad de formadores (405A, 405B) de haces modulares acoplados operativamente […]
Filtro y procedimiento de filtrado espacial informado utilizando múltiples estimaciones instantáneas de la dirección de llegada, del 5 de Octubre de 2016, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Un filtro para generar una señal de salida de audio que comprende una pluralidad de muestras de la señal de salida de audio, a partir de dos o más señales de entrada de […]
Dispositivo ultrasónico para inspección de medios, del 9 de Junio de 2016, de MARTÍN ARGUEDAS, Carlos Julián: Dispositivo ultrasónico para inspección de medios. Es un dispositivo electrónico portátil y autónomo para llevar a cabo inspección […]
 Procedimiento para el ensayo no destructivo de objetos por medio de ultrasonidos, del 4 de Diciembre de 2015, de GE INSPECTION TECHNOLOGIES GMBH: Procedimiento para el procesamiento de señales que se generan en el ensayo no destructivo de objetos tales como tubos, barras, planchas o componentes […]
Procedimiento para el ensayo no destructivo de objetos por medio de ultrasonidos, del 4 de Diciembre de 2015, de GE INSPECTION TECHNOLOGIES GMBH: Procedimiento para el procesamiento de señales que se generan en el ensayo no destructivo de objetos tales como tubos, barras, planchas o componentes […]
Procedimiento de control de transductores de una sonda de ultrasonidos, programa de ordenador correspondiente y dispositivo de sondeo ultrasónico, del 9 de Abril de 2014, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Procedimiento de control de transductores de ultrasonidos (1141...114N) de una sonda ultrasónica con el objeto de sondear un objeto , que […]
 EMPLEO DE SECUENCIAS PSEUDO-ORTOGONALES EN SISTEMAS PHASED ARRAY PARA EXPLORACIÓN SIMULTÁNEA EN MÚLTIPLES DIRECCIONES, del 30 de Agosto de 2013, de UNIVERSIDAD DE ALCALA.: Se propone el uso de las técnicas phased array con una excitación codificada a partir de un conjunto de secuencias pseudo-ortogonales, como por ejemplo las derivadas de […]
EMPLEO DE SECUENCIAS PSEUDO-ORTOGONALES EN SISTEMAS PHASED ARRAY PARA EXPLORACIÓN SIMULTÁNEA EN MÚLTIPLES DIRECCIONES, del 30 de Agosto de 2013, de UNIVERSIDAD DE ALCALA.: Se propone el uso de las técnicas phased array con una excitación codificada a partir de un conjunto de secuencias pseudo-ortogonales, como por ejemplo las derivadas de […]
PROCEDIMIENTO PARA MARCAR UN OBJETIVO QUE EMITE SONIDO, del 2 de Diciembre de 2011, de ATLAS ELEKTRONIK GMBH: Procedimiento para marcar un objetivo que emite sonido mediante una antena submarina alongada que presenta varios transductores electroacústicos […]