Procedimiento y dispositivo para la producción de varillas finas de silicio.
Procedimiento para la producción de varillas finas de silicio,
que comprende las siguientes etapas: a) habilitaciónde una varilla de silicio; b) corte secuencial de tablas de un grosor determinado a partir de la varilla por medio de undispositivo de aserrado, en donde la varilla es girada axialmente entre dos cortes consecutivos en cada caso en 90º oen 180º de manera que de cuatro cortes consecutivos tienen lugar por pares en cada caso dos de los cuatro cortes encaras radialmente enfrentadas de la varilla o en donde el corte de las tablas tiene lugar simultáneamente al mismotiempo en caras radialmente enfrentadas de la varilla; c) aserrado de las tablas cortadas para formar varillas finas conuna sección transversal rectangular
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11192279.
Solicitante: WACKER CHEMIE AG.
Nacionalidad solicitante: Alemania.
Dirección: HANNS-SEIDEL-PLATZ 4 81737 MÜNCHEN ALEMANIA.
Inventor/es: LICHTENEGGER,BRUNO, SCHANTZ,MATTHAEUS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23B27/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 27/00 Herramientas para máquinas de tornear o de escariar (para máquinas de taladrar B23B 51/00 ); Herramientas de tipo similar en general; Accesorios de estas herramientas. › Herramientas de corte con un dispositivo especial para su enfriamiento.
- B23D59/02 B23 […] › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › B23D 59/00 Dispositivos anejos especialmente concebidos para las máquinas de aserrar o los dispositivos de aserrado (lubrificación o enfriamiento de las máquinas-herramientas en general B23Q 11/12). › Dispositivos para la lubrificación o el enfriamiento de las hojas circulares.
- B23Q11/10 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 11/00 Accesorios montados sobre las máquinas herramientas para mantener las herramientas o los órganos de las máquinas en buenas condiciones de trabajo o para enfriar las piezas trabajadas; Dispositivos de seguridad especialmente combinados con las máquinas-herramientas, dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas (en lo que respecta a las máquinas de escariar o de perforar B23B 47/24, B23B 47/32 tienen prioridad; dispositivos de seguridad en general F16P). › Dispositivos para el enfriamiento o lubrificación de las herramientas o de las piezas trabajadas (incorporados a las herramientas, ver la subclase correspondiente a la herramienta).
- B24B27/06 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 27/00 Otras máquinas o dispositivos para el trabajo con muela. › Máquinas para cortar con muela.
- B28D5/02 B […] › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28D TRABAJO DE LA PIEDRA O DE MATERIALES SIMILARES A LA PIEDRA (máquinas o procedimientos de explotación de minas o canteras E21C). › B28D 5/00 Trabajo mecánico de las piedras finas, piedras preciosas, cristales, p. ej. de materiales para semiconductores; Aparatos o dispositivos a este efecto (trabajo con muela o pulido B24; con fines artísticos B44B; por procedimientos no mecánicos C04B 41/00; postratamiento no mecánico de monocristales C30B 33/00). › por herramientas rotativas, p. ej. taladros.
- C01B33/035 QUIMICA; METALURGIA. › C01 QUIMICA INORGANICA. › C01B ELEMENTOS NO METALICOS; SUS COMPUESTOS (procesos de fermentación o procesos que utilizan enzimas para la preparación de elementos o de compuestos inorgánicos excepto anhídrido carbónico C12P 3/00; producción de elementos no metálicos o de compuestos inorgánicos por electrólisis o electroforesis C25B). › C01B 33/00 Silicio; Sus compuestos (C01B 21/00, C01B 23/00 tienen prioridad; persilicatos C01B 15/14; carburos C01B 32/956). › por descomposición o reducción de compuestos de silicio gaseosos o vaporizados en presencia de filamentos calientes de silicio, de carbono o de un metal refractario, p. ej. tántalo o tungsteno, o en presencia de varillas de silicio calientes sobre las cuales el silicio formado se deposita con obtención de una varilla de silicio, p. ej. proceso Siemens.
- C30B13/00 C […] › C30 CRECIMIENTO DE CRISTALES. › C30B CRECIMIENTO DE MONOCRISTALES (por sobrepresión, p. ej. para la formación de diamantes B01J 3/06 ); SOLIDIFICACION UNIDIRECCIONAL DE MATERIALES EUTECTICOS O SEPARACION UNIDIRECCIONAL DE MATERIALES EUTECTOIDES; AFINAMIENTO DE MATERIALES POR FUSION DE ZONA (afinamiento por fusión de zona de metales o aleaciones C22B ); PRODUCCION DE MATERIALES POLICRISTALINOS HOMOGENEOS DE ESTRUCTURA DETERMINADA (colada de metales, colada de otras sustancias por los mismos procedimientos o aparatos B22D; trabajo de materias plásticas B29; modificación de la estructura física de metales o aleaciones C21D, C22F ); MONOCRISTALES O MATERIALES POLICRISTALINOS HOMOGENEOS DE ESTRUCTURA DETERMINADA; TRATAMIENTO POSTERIOR DE MONOCRISTALES O DE MATERIALES POLICRISTALINOS HOMOGENEOS DE ESTRUCTURA DETERMINADA (para la fabricación de dispositivos semiconductores o de sus partes constitutivas H01L ); APARATOS PARA ESTOS EFECTOS. › Crecimiento de monocristales por fusión de zona; Afinado por fusión de zona (C30B 17/00 tiene prioridad; por cambio de la sección transversal del sólido tratado C30B 15/00; bajo un fluido protector C30B 27/00; crecimiento de materiales policristalinos homogéneos de estructura determinada C30B 28/00; afinado por fusión de zona de materiales específicos, ver las subclases apropiadas para estos materiales).
- C30B15/04 C30B […] › C30B 15/00 Crecimiento de monocristales por estirado fuera de un baño fundido, p. ej. método de Czochralski (bajo un fluido protector C30B 27/00). › añadiendo un material de dopado, p. ej. para una unión n– p.
- C30B25/18 C30B […] › C30B 25/00 Crecimiento de monocristales por reacción química de gases reactivos, p. ej. crecimiento por depósito químico en fase vapor. › caracterizado por el sustrato.
- C30B29/06 C30B […] › C30B 29/00 Monocristales o materiales policristalinos homogéneos de estructura determinada caracterizados por los materiales o por su forma. › Silicio.
PDF original: ES-2425343_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la producción de varillas finas de silicio.
Objeto de la invención es un procedimiento así como un dispositivo para la producción de varillas finas de silicio.
Varillas finas de silicio se utilizan para la deposición de silicio policristalino.
El silicio policristalino (abreviado: polisilicio) sirve como material de partida en la preparación de silicio monocristalino por medio de estirado en crisol (proceso de Czochralski o CZ) o mediante fusión por zonas (proceso de zona flotante o FZ) . Este silicio monocristalino es separado en discos (obleas) y, después de una pluralidad de tratamientos mecánicos, químicos y químico-mecánicos, se utiliza en la industria de los semiconductores para la producción de elementos componentes electrónicos (chips) .
Sin embargo, en particular el silicio policristalino se utiliza en una medida creciente para la producción de silicio mono-
o multi-cristalino por medio de procesos de estirado o de colada, sirviendo este silicio mono- o multi-cristalino para el acabado de celdas solares para la industria fotovoltaica.
El silicio policristalino, denominado también a menudo polisilicio, se prepara habitualmente por medio del proceso Siemens. En este caso, en un reactor en forma de campana (“reactor Siemens”) las varillas finas a base de silicio se calientan mediante el paso directo de corriente eléctrica y se introduce un gas de reacción que contiene un componente que contiene silicio, e hidrógeno.
En calidad de componentes con contenido en silicio entran en consideración, por ejemplo, compuestos halogenados de silicio tales como compuestos clorados de silicio, en particular clorosilanos. El componente con contenido en silicio se introduce en el reactor junto con hidrógeno. A temperaturas de más de 1000 ºC se deposita silicio sobre las varillas finas. En tal caso, resulta finalmente una varilla con silicio policristalino. En el documento DE 1 105 396 se describen los principios básicos del proceso Siemens.
En relación con la producción de varillas finas, a partir del documento DE 1 177 119 se conoce depositar silicio sobre un cuerpo de soporte a base de silicio, a continuación de ello, separar una parte y utilizar esta parte separada de nuevo como cuerpo de soporte para la deposición de silicio. La separación puede tener lugar mecánicamente, p. ej. mediante serrado, o electrolíticamente mediante un chorro de líquido. La división mecánica tiene lugar en la dirección longitudinal. Los planos de corte pueden disponerse en ángulo entre sí a través del eje geométrico de la varilla de silicio. Se propone también, mediante cortes realizados en paralelo, atravesar la varilla de silicio paralelamente a su eje, cortar bandas o tiras que deben servir como soportes para nuevos procesos de deposición. Cortes paralelos de este tipo pueden realizarse simultáneamente en una única etapa de trabajo.
El documento US 2010/0077897 A1 da a conocer un dispositivo para la producción de varillas finas, en el que una varilla de silicio puede ser dividida primeramente a lo largo de su eje en una pluralidad de planchas o bien tablas, en donde estas planchas o bien tablas son cortadas de nuevo a continuación en dirección axial con el fin de reducir su grosor. El dispositivo prevé también una pluralidad de hojas de sierra dispuestas horizontalmente que hacen posible dividir en una etapa de trabajo una pluralidad de esas planchas o bien tablas. Esencialmente, se trata de evitar durante el serrado de las planchas curvaturas y deterioros, afianzando las mismas durante el aserrado sobre una mesa y sustentándolas en el lado frontal.
También se conoce crear varillas finas por medios de diferentes procesos de aserrado o corte a partir de varillas de silicio producidas previamente por medio del proceso Siemens.
Las condiciones del proceso para la deposición de polisilicio en el proceso Siemens se ajustan habitualmente, por motivos de rentabilidad, de manera que resulte una tasa de deposición lo más elevada posible.
En este caso, se producen entonces varillas de polisilicio con un gran diámetro, p. ej. mayor que 100 mm. Este tipo de varillas presentan, sin embargo, elevadas tensiones térmicas que podrían causar problemas durante el tratamiento mecánico ulterior.
En el caso de una realización inadecuada del proceso en los procedimientos de aserrado y corte habituales, las varillas se pueden romper. Las varillas finas creadas pueden estirarse y luego son inadecuadas para el posterior empleo en el proceso Siemens.
Los procedimientos conocidos por el estado de la técnica para la creación de varillas finas a partir de varillas de polisilico con un gran diámetro, las cuales presentan considerables tensiones térmicas, conducen a que se produzca una rotura ya sea de la pieza de trabajo cortada o de la varilla de polisilicio a cortar. En casos menos drásticos se forman a menudo desconchados que asimismo son indeseados y, por lo tanto, deben evitarse.
En el documento WO 2010/039570 A2 se describe que las tensiones que resultan en la producción de varillas a partir de polisilicio en el proceso Siemens pueden eliminarse de nuevo mediante tratamiento térmico (recocido) . Las tensiones que resultan durante la deposición se eliminan de este modo con éxito, de manera que la varilla puede continuar siendo tratada sin más para la producción de varillas finas con los procedimientos de aserrado y de corte conocidos del estado de la técnica.
Un inconveniente de este procedimiento estriba, sin embargo, en que debe asumirse un considerable esfuerzo tanto desde un punto de vista energético como también mediante dispositivos adicionales con el fin de preparar las varillas para el corte de varillas finas.
Adicionalmente, durante el recocido de las varillas existe el riesgo de que impurezas superficiales se difundan en el interior del grueso del material y, de esta forma, impurifiquen al producto final. Con el fin de evitar esto, sería necesaria una etapa de purificación adicional (tal como una etapa de ataque químico) directamente antes de la etapa de recocido, lo cual, sin embargo, significaría un esfuerzo adicional considerable.
En el documento DE 100 19 601 B4 se describe un procedimiento en el que varillas de polisilicio que presentan una tensión térmica son cortadas transversalmente al eje longitudinal de manera que no se formen desconchados ni grietas. En tal caso, las varillas son giradas durante el corte en torno a su propio eje longitudinal, mientras que un útil de corte tronza la varilla desde el exterior. En tal caso no se generan, sin embargo, varillas finas, sino varillas previas para FZ o varillas de carga posterior para el CZ.
Por lo tanto, la misión de la invención consistía en evitar los inconvenientes arriba descritos en la producción de varillas finas como consecuencia de tensiones térmicas en las varillas de silicio, sin tener que recurrir a complejos tratamientos térmicos.
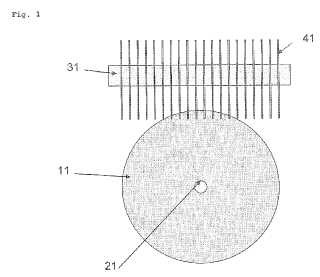
El problema se resuelve mediante un procedimiento para la producción de varillas finas de silicio, que comprende las siguientes etapas: a) habilitación de una varilla de silicio; b) corte secuencial de tablas de un grosor determinado a partir de la varilla por medio de un dispositivo de aserrado, en donde la varilla es girada axialmente entre dos cortes consecutivos en cada caso en 90º o en 180º de manera que de cuatro cortes consecutivos tienen lugar por pares en cada caso dos de los cuatro cortes en caras radialmente enfrentadas de la varilla o en donde el corte de las tablas tiene lugar simultáneamente al mismo tiempo en caras radialmente enfrentadas de la varilla; c) aserrado de las tablas cortadas para formar varillas finas con una sección transversal rectangular.
El problema se resuelve también mediante un procedimiento para la producción de varillas finas de silicio, que comprende las etapas: a) habilitación de una varilla de silicio; b) creación de una pluralidad de cortes verticales a lo largo de toda la longitud de la varilla por medio de un primer dispositivo de aserrado, estando distanciados entre sí los distintos cortes, teniendo lugar la distancia de los cortes y la profundidad de los cortes conforme a la longitud deseada de los cantos de una varilla fina a crear con una sección transversal rectangular; c) creación de un corte horizontal en dirección longitudinal de la varilla por medio de un segundo dispositivo de aserrado, con el fin separar de la varilla varillas finas con una sección transversal rectangular; en donde las etapas b) y c) se realizan secuencialmente varias veces consecutivas, y la varilla es girada axialmente entre dos cortes sucesivos conforme a c) en cada caso en 90º o en 180º, de modo que de cuatro cortes consecutivos... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la producción de varillas finas de silicio, que comprende las siguientes etapas: a) habilitación de una varilla de silicio; b) corte secuencial de tablas de un grosor determinado a partir de la varilla por medio de un dispositivo de aserrado, en donde la varilla es girada axialmente entre dos cortes consecutivos en cada caso en 90º o en 180º de manera que de cuatro cortes consecutivos tienen lugar por pares en cada caso dos de los cuatro cortes en caras radialmente enfrentadas de la varilla o en donde el corte de las tablas tiene lugar simultáneamente al mismo tiempo en caras radialmente enfrentadas de la varilla; c) aserrado de las tablas cortadas para formar varillas finas con una sección transversal rectangular.
2. Procedimiento según la reivindicación 1, en el que en el caso del dispositivo de aserrado se trata de una sierra de cinta o de una sierra de alambre o de útiles de corte que contienen uno o varios árboles.
3. Procedimiento para la producción de varillas finas de silicio, que comprende las etapas: a) habilitación de una varilla de silicio; b) creación de una pluralidad de cortes verticales a lo largo de toda la longitud de la varilla por medio de un primer dispositivo de aserrado, estando distanciados entre sí los distintos cortes, teniendo lugar la distancia de los cortes y la profundidad de los cortes conforme a la longitud deseada de los cantos de una varilla fina a crear con una sección transversal rectangular; c) creación de un corte horizontal en la dirección longitudinal de la varilla por medio de un segundo dispositivo de aserrado, con el fin separar de la varilla varillas finas con una sección transversal rectangular; en donde las etapas b) y c) se realizan secuencialmente varias veces consecutivas, y la varilla es girada axialmente entre dos cortes sucesivos conforme a c) en cada caso en 90º o en 180º, de modo que de cuatro cortes consecutivos conforme a c) , por pares en cada caso dos de los cuatro cortes tengan lugar en caras radialmente enfrentadas de la varilla.
4. Procedimiento según la reivindicación 3, en el que el primer dispositivo de aserrado comprende uno o varios árboles con hojas de sierra.
5. Procedimiento según la reivindicación 3, en el que el primer dispositivo de aserrado comprende varios láseres conducidos en líquido.
6. Procedimiento según una de las reivindicaciones 3 a 5, en el que el segundo dispositivo de aserrado comprende una sierra de cinta o una sierra de alambre o útiles de corte que contienen uno o varios árboles.
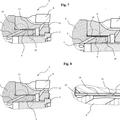
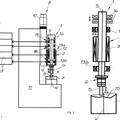
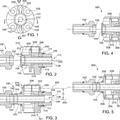
7. Dispositivo para crear varillas finas a partir de una varilla de silicio mediante aserrado, que contiene una primera unidad que comprende una pluralidad de útiles de corte, un tubo con ranuras así como un líquido refrigerante para el enfriamiento de los útiles de corte, introduciéndose los útiles de corte en las ranuras del tubo, una segunda unidad que comprende toberas para la incorporación de líquido refrigerante adicional en la ranura de corte de la pieza de trabajo a mecanizar, así como una tercera unidad que comprende una sierra de cinta o una sierra de alambre o útiles de corte que contienen uno o varios árboles.
8. Dispositivo según la reivindicación 7, en el que los útiles de corte de la primera unidad comprenden hojas de sierra que están incorporadas en uno o en varios árboles.
Patentes similares o relacionadas:
Dispositivo de roscado en un torno controlado numéricamente, del 10 de Junio de 2020, de GILDEMEISTER ITALIANA S.P.A. (100.0%): Un dispositivo de roscado de pieza que comprende: - un ensamblaje de soporte que tiene un cuerpo interno accionado rotativamente […]
Método para suministrar aceite de corte, del 13 de Mayo de 2020, de MATSUURA MACHINERY CORPORATION: Un método para suministrar aceite de corte que adopta los siguientes procesos en una máquina herramienta de corte de piezas de trabajo: 1: retención […]
 Portaherramientas, del 30 de Octubre de 2019, de FRANZ HAIMER MASCHINENBAU KG: Portaherramientas con un cuerpo base y una espiga de sujeción sobre la que se puede colocar una herramienta rotativa con una perforación de alojamiento correspondiente […]
Portaherramientas, del 30 de Octubre de 2019, de FRANZ HAIMER MASCHINENBAU KG: Portaherramientas con un cuerpo base y una espiga de sujeción sobre la que se puede colocar una herramienta rotativa con una perforación de alojamiento correspondiente […]
Sistema de estanqueidad para portaherramientas, del 23 de Octubre de 2019, de Mitis: Sistema de estanqueidad para un portaherramientas de máquina de mecanizado axial o de fresado asistido por un fluido, que comprende: - al menos […]
 Accionamiento de herramienta con árbol de husillo y procedimiento operativo, del 25 de Septiembre de 2019, de LTI Motion GmbH: Procedimiento operativo para un accionamiento de herramienta con árbol de husillo para un mecanizado de formación de viruta, que comprende al menos un actuador […]
Accionamiento de herramienta con árbol de husillo y procedimiento operativo, del 25 de Septiembre de 2019, de LTI Motion GmbH: Procedimiento operativo para un accionamiento de herramienta con árbol de husillo para un mecanizado de formación de viruta, que comprende al menos un actuador […]
 Unidad rotativa accionada por pistón, del 25 de Septiembre de 2019, de DEUBLIN COMPANY: Una unión rotativa , incluyendo:
un alojamiento que tiene un agujero en comunicación de fluido con una abertura de canal de medio […]
Unidad rotativa accionada por pistón, del 25 de Septiembre de 2019, de DEUBLIN COMPANY: Una unión rotativa , incluyendo:
un alojamiento que tiene un agujero en comunicación de fluido con una abertura de canal de medio […]
Máquina limpiadora de telas de filtros de taladrina de automoción, del 29 de Marzo de 2019, de VIDAL PEDROS, Juan Bautista: Máquina limpiadora de telas de filtros de taladrina de automoción, compuesta por un conjunto de cepillos y espátulas metálicas, dispuestos tal y como se muestra en […]
Herramienta de corte con sistema de suministro de fluido interno, del 2 de Mayo de 2018, de ISCAR LTD.: Herramienta de corte que tiene un sistema de suministro de fluido, que comprende un cuerpo de herramienta y un cabezal de […]