Procedimiento para la formación en capas de un cuerpo moldeado de material foto polimerizable de alta viscosidad.
Procedimiento para la formación en capas de un cuerpo moldeado de material foto polimerizable (20) de altaviscosidad,
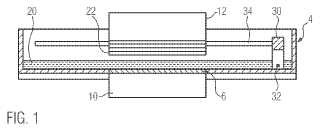
en el que una plataforma de construcción (12), en cuyo lado inferior se endurece la primera capa delcuerpo moldeado a formar, se deposita en una bandeja (4) en el material foto polimerizable a una alturadeterminada, de manera que entre el lado inferior de la plataforma de construcción o, cuando ya está presente, de lacapa más baja endurecida (22) de la parte del cuerpo moldeado formada allí y el fondo de la bandeja (6) se defineuna capa de material foto polimerizable con espesor de capa predeterminado, se ilumina la capa a través deiluminación selectiva desde abajo a través de un fondo transparente de la bandeja en la forma deseada y seendurece, se eleva de nuevo la plataforma de construcción, se conduce material foto polimerizable a la zonailuminada debajo de la plataforma de construcción elevada y se repiten las etapas precedentes hasta que se haformado la última capa del cuerpo moldeado, caracterizado porque para la conducción de material foto polimerizablea la zona iluminada debajo de la plataforma de construcción se mueve un elemento de mezcla alargado (32)esencialmente transversal a su dirección longitudinal sobre el fondo de la bandeja con relación a éste debajo de laplataforma de construcción a través de la zona iluminada y porque el elemento de mezcla (32) tiene talesdimensiones y se mueve posicionado de tal manera que el borde superior del elemento de mezcla permanece a lolargo de una parte de su longitud por debajo del nivel del material foto polimerizable, que existe por debajo de lazona iluminada en la bandeja.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11160145.
Solicitante: IVOCLAR VIVADENT AG.
Nacionalidad solicitante: Liechtensein.
Dirección: Bendererstrasse 2 9494 Schaan LIECHTENSTEIN.
Inventor/es: EBERT, JORG, STAMPFL,JURGEN, WACHTER,WOLFGANG, PATZER,JOHANNES, HOMA,JOHANNES, LAUBERSHEIMER,JÜRGEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C67/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00.
PDF original: ES-2424738_T3.pdf
Fragmento de la descripción:
Procedimiento para la formación en capas de un cuerpo moldeado de material foto polimerizable de alta viscosidad
La presente invención se refiere a un procedimiento para la formación en capas de un cuerpo moldeado de material foto polimerizable de alta viscosidad, en el que una plataforma de construcción, en cuyo lado inferior se endurece la primera capa del cuerpo moldeado a formar, se deposita en una bandeja en el material foto polimerizable a una altura determinada, de manera que entre el lado inferior de la plataforma de construcción o, cuando ya está presente, de la capa más baja endurecida de la parte del cuerpo moldeado formada allí y el fondo de la bandeja se define una capa de material foto polimerizable con espesor de capa predeterminado, se ilumina la capa a través de iluminación selectiva desde abajo a través de un fondo transparente de la bandeja en la forma deseada y se endurece, se eleva de nuevo la plataforma de construcción, se conduce material foto polimerizable a la zona iluminada debajo de la plataforma de construcción elevada y se repiten las etapas precedentes hasta que se ha formado la última capa del cuerpo moldeado.
Las técnicas CAD-CAM han tenido prioridad en el sector dental ya desde hace algún tiempo y desarrollan la fabricación artesana tradicional de la dentadura postiza. Pero los procedimientos de fabricación por erosión habituales actualmente para la generación de cuerpos cerámicos de restauración dental tienen algunos inconvenientes, que no se pueden mejorar de acuerdo con el estado actual de la técnica con gasto razonable en condiciones marginales económicas. En este contexto, se pueden tener en cuenta los procedimientos de fabricación sintética, que se conocen bajo la designación “Rapid Prototyping” (estructura de prototipo rápido) , en particular procedimientos estereolitográficos, en los que se polimeriza en cada caso una capa de material aplicada nueva a través de iluminación local selectiva en la forma deseada, con lo que se fabrica de forma sucesiva a través de conformación por capas el cuerpo deseado en su forma tridimensional, que resulta a partir de la sucesión de las capas aplicadas.
Para las restauraciones dentales tienen importancia como materiales a procesar los materiales foto polimerizables rellenos, en particular materiales rellenos de cerámica. Con respecto al procesamiento de foto polímeros rellenos con cerámica, se remite, por ejemplo, al estado de la técnica de acuerdo con el documento WO 98/06560 A1. En el procedimiento descrito allí se ilumina un fanglomerado cerámico sobre una máscara dinámica (modulador de luz) y de esta manera se endurece, con lo que se puede construir capa por capa de una manera sucesiva un cuerpo moldeado tridimensional. En el procedimiento descrito se ilumina el fanglomerado cerámico sobre una plataforma de construcción desde arriba. Con tal iluminación desde arriba, después de cada iluminación debe aplicarse con la ayuda de un rascador una capa de material fina nueva (típicamente con un espesor de capa, que está entre 10 y 100 !m) . Para materiales foto polimerizables de alta viscosidad, como son las resinas rellenas con cerámica, las capas tan finas solamente se pueden aplicar con dificultad de una manera reproducible.
Un procedimiento del tipo mencionado al principio de acuerdo con el preámbulo de la reivindicación 1 de la atente se describe en el documento WO 2010/045950. El procedimiento sirve para la construcción capa por capa de un cuerpo moldeado utilizando una fabricación generativa basada en litografía, por ejemplo Rapid Prototyping. Una capa definida de material foto polimerizables, que se encuentra en una bandeja con un fondo horizontal, configurado transparente a la luz al menos en zonas parciales, se forma de la siguiente manera. Una plataforma de construcción móvil controlada verticalmente es soportada por un mecanismo elevador y está dispuesta en la bandeja de tal forma que se puede subir y bajar verticalmente bajo el control de una unidad de control a través del mecanismo elevador. A través de la bajada de la plataforma de construcción al material foto polimerizable en la bandeja se desplaza material desde el espacio intermedio entre el lado inferior de la plataforma de construcción y el fondo de la bandeja. A través de la regulación exacta de la posición vertical de la plataforma de construcción se puede generar una capa de material foto polimerizable entre el lado inferior de la plataforma de construcción y el fondo de la bandeja con espesor de capa definido con exactitud. La capa definida de esta manera de material foto polimerizable es iluminada entonces a través de iluminación local selectiva desde abajo a través del fondo de la bandeja transparente a la luz en la geometría deseada, para endurecer de esta manera la capa en la plataforma de construcción. A continuación se eleva la plataforma de construcción con la primera capa endurecida en ella y se conduce material foto polimerizable a la zona iluminada, puesto que el material no fluye sin más desde las zonas circundantes de la bandeja hasta la zona iluminada. A continuación se baja de nuevo la plataforma de construcción, para definir de nuevo a través de la regulación de la posición vertical de la plataforma de construcción una capa de material foto polimerizable entre el lado inferior de la capa endurecida y el fondo de la bandeja con espesor de capara predeterminado. Estas etapas se repiten para construir de esta manera capa por capa el cuerpo moldeado de capas sucesivas, respectivamente, con geometría predeterminada.
Después del endurecimiento de una capa se eleva la plataforma de construcción con la parte ya formada allí del cuerpo moldeado. En la zona iluminada durante la formación de la última capa permanece a continuación un espacio libre o “agujero” sobre el fondo de la bandeja, puesto que el material que se encuentra allí previamente en la capa definida de material foto polimerizable se ha endurecido a través de la última iluminación y ha sido elevado verticalmente con la plataforma de construcción. En el caso de material foto polimerizable relleno de alta viscosidad, en particular polímeros rellenos con oxicerámica y rellenos con vitrocerámica, se plantea el problema de que el “agujero” resultante en la zona iluminada debe rellenarse de nuevo a través de material foto polimerizable, puesto que el material altamente viscoso, en virtud de su alta viscosidad, no fluye sin más desde las zonas circundantes, como sería el caso en materiales foto polimerizables no rellenos. Con esta finalidad, en el documento WO 2010/045950 está previsto que el rascador se mueva con relación a la bandeja con una distancia predeterminada del borde inferior del rascador con respecto al fondo de la bandeja, para desplazar el material foto polimerizable de esta manera desde zonas fuera de la última zona iluminada en la bandeja hasta el espacio libre que permanece después de la elevación de la última capa endurecida. Aquí el rascador funciona como elemento de desplazamiento, para transportar material foto polimerizable al espacio libre remanente, pero no sirve para definir el espesor de capa, puesto que el espesor de capa de la capa siguiente a configurar se regula a través de la bajada de la plataforma de construcción con la parte del cuerpo moldeado adherente allí al material foto polimerizable a una distancia predeterminada con respecto al fondo de la bandeja. Se ha revelado que la utilización de un rascador para el desplazamiento de material foto polimerizable de alta viscosidad no es efectiva para el relleno de la zona previamente iluminada.
Por lo tanto, el cometido de la presente invención es mejorar un procedimiento del tipo definido al principio para que se pueda conducir material foto polimerizable de una manera efectiva a espacios libres en la distribución del material en la bandeja en la zona iluminada.
Para la solución de este cometido sirven los rasgos característicos de la reivindicación 1 de la patente en combinación con su preámbulo. Las formas de realización ventajosas de la invención se indican en las reivindicaciones dependientes.
De acuerdo con el procedimiento según la invención está previsto que para la conducción de material foto polimerizable a la zona iluminada se mueva un elemento de mezcla alargado esencialmente transversal a su dirección longitudinal sobre el fondo de la bandeja con relación a éste debajo de la parte del cuerpo moldeado en la plataforma de construcción. En este caso, el elemento de mezcla alargado tiene tales dimensiones y se mueve posicionado de tal manera que el borde superior del elemento de mezcla permanece al menos a lo largo de una parte de su longitud por debajo del nivel del material fuera de la zona iluminada... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la formación en capas de un cuerpo moldeado de material foto polimerizable (20) de alta viscosidad, en el que una plataforma de construcción (12) , en cuyo lado inferior se endurece la primera capa del cuerpo moldeado a formar, se deposita en una bandeja (4) en el material foto polimerizable a una altura determinada, de manera que entre el lado inferior de la plataforma de construcción o, cuando ya está presente, de la capa más baja endurecida (22) de la parte del cuerpo moldeado formada allí y el fondo de la bandeja (6) se define una capa de material foto polimerizable con espesor de capa predeterminado, se ilumina la capa a través de iluminación selectiva desde abajo a través de un fondo transparente de la bandeja en la forma deseada y se endurece, se eleva de nuevo la plataforma de construcción, se conduce material foto polimerizable a la zona iluminada debajo de la plataforma de construcción elevada y se repiten las etapas precedentes hasta que se ha formado la última capa del cuerpo moldeado, caracterizado porque para la conducción de material foto polimerizable a la zona iluminada debajo de la plataforma de construcción se mueve un elemento de mezcla alargado (32) esencialmente transversal a su dirección longitudinal sobre el fondo de la bandeja con relación a éste debajo de la plataforma de construcción a través de la zona iluminada y porque el elemento de mezcla (32) tiene tales dimensiones y se mueve posicionado de tal manera que el borde superior del elemento de mezcla permanece a lo largo de una parte de su longitud por debajo del nivel del material foto polimerizable, que existe por debajo de la zona iluminada en la bandeja.
2. Procedimiento para la formación en capas de un cuerpo moldeado de acuerdo con la reivindicación 1, caracterizado porque el elemento de mezcla alargado (32) se mueve posicionado de tal manera que el borde inferior del elemento de mezcla está en contacto con el fondo de la bandeja durante su movimiento paralelo hacia el fondo de la bandeja (6) .
3. Procedimiento para la formación en capas de un cuerpo moldeado de acuerdo con la reivindicación 1, caracterizado porque el elemento de mezcla alargado (32) se mueve posicionado de tal manera que el borde inferior del elemento de mezcla mantiene una distancia predetermina con respecto al fondo de la bandeja durante su movimiento paralelo al fondo de la bandeja (6) .
4. Procedimiento para la formación en capas de un cuerpo moldeado de acuerdo con una de la reivindicaciones anteriores, caracterizado porque el elemento de mezcla alargado (32) presenta un alambre, en particular un alambre metálico, que está retenido paralelamente al fondo de la bandeja (6) sobre éste y relativamente móvil con respecto a éste.
5. Procedimiento para la formación en capas de un cuerpo moldeado de acuerdo con la reivindicación 4, caracterizado porque el alambre presenta un diámetro en el intervalo de 0, 1 mm a 1 mm.
6. Procedimiento para la formación en capas de un cuerpo moldeado de acuerdo con una de la reivindicaciones anteriores, caracterizado porque el elemento de mezcla alargado (32) se puede calentar con resistencia y se calienta con resistencia durante el movimiento debajo de la parte del cuerpo moldeado, para elevar la temperatura local del material (20) foto polimerizable circundante y de esta manera reducir su viscosidad.
7. Procedimiento para la formación en capas de un cuerpo moldeado de acuerdo con una de la reivindicaciones anteriores, caracterizado porque después de la conducción de material (20) foto polimerizable, se mueve el elemento de mezcla alargado (32) frente a una bandeja estacionaria (4) a través de la zona de la plataforma de construcción sobre el fondo de la bandeja (6) .
8. Procedimiento para la formación en capas de un cuerpo moldeado de acuerdo con una de la reivindicaciones 1 a 6, caracterizado porque para la conducción de material (20) foto polimerizable se mueve la bandeja (4) frente a un elemento de mezcla (32) alargado estacionario, de manera que el elemento de mezcla alargado se mueve a través de la zona de la plataforma de construcción (12) sobre el fondo de la bandeja (6) .
9. Procedimiento para la formación en capas de un cuerpo moldeado de acuerdo con una de la reivindicaciones anteriores, caracterizado porque el elemento de mezcla alargado (32) se mueve para la conducción de material (20) foto polimerizable al menos dos veces por debajo de la parte del cuerpo moldeado a través de la plataforma de construcción (12) .
10. Procedimiento para la formación en capas de un cuerpo moldeado de acuerdo con una de la reivindicaciones anteriores, caracterizado porque al movimiento del elemento de mezcla alargado (32) se superpone, esencialmente transversal a su dirección longitudinal, un movimiento oscilante del elemento de mezcla alargado a lo largo de su dirección longitudinal.
11. Procedimiento de acuerdo con la reivindicación 10, caracterizado porque la frecuencia del movimiento oscilante del elemento de mezcla alargado (32) es tan grande que el elemento de mezcla alargado (32) se mueve en vaivén varias veces a lo largo de su dirección longitudinal, mientras que pasa una vez la zona debajo de la parte de cuerp.
12. Procedimiento para la formación en capas de un cuerpo moldeado de acuerdo con una de la reivindicaciones anteriores, caracterizado porque el elemento de mezcla alargado (32) presenta a lo largo de su longitud alternando zonas con sección transversal incrementada y con sección transversal reducida.
13. Procedimiento para la formación en capas de un cuerpo moldeado de acuerdo con una de la reivindicaciones 1 a 11, caracterizado porque el elemento de mezcla alargado (32) está previsto en forma de una barra alargada, que tiene una forma de la sección transversal redonda, triangular o poligonal o está configurado como perfil en L, en U o en O.
14. Procedimiento para la formación en capas de un cuerpo moldeado de acuerdo con la reivindicación 4,
caracterizado porque el elemento de mezcla alargado (32) presenta varios alambres paralelos que, colocados unos detrás de los otros, se mueven a la misma altura sobre el fondo de la bandeja (6) o a diferentes alturas sobre el fondo de la bandeja.
15. Procedimiento para la formación en capas de un cuerpo moldeado de acuerdo con una de la reivindicaciones 2 a 13, caracterizado porque el elemento de mezcla alargado (32) presenta sobre toda su longitud un labio de obturación elástico, que durante el movimiento del elemento de mezcla alargado sobre el fondo de la bandeja (6) se mueve en contacto con el fondo de la bandeja.
Patentes similares o relacionadas:
 Procedimiento y dispositivo para producir un objeto multicelular tridimensional, del 29 de Julio de 2020, de TECHNISCHE UNIVERSITAT BERLIN: Procedimiento para producir un objeto multicelular tridimensional, con los pasos siguientes:
a) introducción de un primer líquido fotopolimerizable […]
Procedimiento y dispositivo para producir un objeto multicelular tridimensional, del 29 de Julio de 2020, de TECHNISCHE UNIVERSITAT BERLIN: Procedimiento para producir un objeto multicelular tridimensional, con los pasos siguientes:
a) introducción de un primer líquido fotopolimerizable […]
Procedimiento y dispositivo para fabricar una estructura de superficie tridimensional de una herramienta de prensa, del 22 de Julio de 2020, de HUECK RHEINISCHE GMBH: Procedimiento para la fabricación de una estructura de superficie de una herramienta de prensado de gran formato con al menos una longitud de borde de más de […]
Poliéster termoplástico para la fabricación de objetos de impresión en 3D, del 15 de Julio de 2020, de ROQUETTE FRERES: Utilización de un poliéster termoplástico para la fabricación de objetos de impresión en 3D, comprendiendo dicho poliéster: * al menos una unidad de 1,4:3,6-dianhidrohexitol […]
 Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Aparatos de fabricación adicionales y métodos relacionados con estrategias de escaneo especiales, del 29 de Abril de 2020, de RENISHAW PLC: Un aparato de fabricación aditiva por fusión selectiva mediante láser que comprende una cámara de construcción, una plataforma […]
Sistema para fabricar piezas compuestas de manera aditiva, del 29 de Abril de 2020, de THE BOEING COMPANY: Sistema para fabricar de manera aditiva una pieza compuesta , comprendiendo el sistema : un conjunto de suministro , […]
Aleta de orza con núcleo estructurante metálico y envoltura a medida impresa en PLA, del 22 de Abril de 2020, de Seair: Aleta de orza de barco que se fija a un brazo de orza por una carlinga realizado por el ensamblaje de un núcleo de aleta y de una envoltura, el núcleo de […]
Polvo polimérico para procedimiento de fusión de lecho de polvo, del 15 de Abril de 2020, de Evonik Operations GmbH: Polvo polimérico para empleo en un procedimiento de fusión de lecho de polvo, caracterizado por que el polvo polimérico está revestido con una sustancia […]