Herramientas abrasivas aglomeradas vitrificadas.
Una herramienta abrasiva que tiene un módulo de rotura de al menos 414 bar (6000 psi),
que comprende al menos 1% en volumen de grano abrasivo de alfa-alúmina microcristalina (MCA) y 3 a 30% en volumen de un aglomerante vitrificado, en donde el aglomerante vitrificado tiene dos fases vítreas, en donde el aglomerante vitrificado comprende una cantidad mayor de un vidrio de borosilicato alcalino y contiene un mínimo de 8% molar de B2O3, menos de 12% molar de Al2O3 y 1 a 8% molar de P2O5.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2001/009347.
Solicitante: SAINT-GOBAIN ABRASIVES, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1 NEW BOND STREET BOX NO. 15138 WORCESTER, MA 01615-0138 ESTADOS UNIDOS DE AMERICA.
Inventor/es: CARMAN, LEE, A., HAVENS,IRVIN F, KING,WESLEY A.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24D18/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24D HERRAMIENTAS PARA TRABAJAR CON MUELA, PULIR O AFILAR (cuerpos abrasivos especialmente concebidos para el trabajo en tambor, p. ej. bolas abrasivas B24B 31/14; herramientas de acabado B24B 33/08; herramientas de afinado B24B 37/11). › Fabricación de herramientas para trabajar con muelas, p. ej. ruedas no previstas en otro lugar.
- B24D3/00 B24D […] › Propiedades físicas de los cuerpos u hojas abrasivas, p. ej. superficies abrasivas de naturaleza especial; Cuerpos u hojas abrasivos caracterizados por sus constituyentes.
- B24D3/02 B24D […] › B24D 3/00 Propiedades físicas de los cuerpos u hojas abrasivas, p. ej. superficies abrasivas de naturaleza especial; Cuerpos u hojas abrasivos caracterizados por sus constituyentes. › siendo utilizados los constituyentes como aglomerantes.
- B24D3/06 B24D 3/00 […] › metálicos.
- B24D3/14 B24D 3/00 […] › cerámicos, es decir, aglomerados vitrificados.
PDF original: ES-2438526_T3.pdf
Fragmento de la descripción:
Herramientas abrasivas aglomeradas vitrificadas.
ANTECEDENTES DE LA INVENCIÓN
La invención se refiere a herramientas abrasivas aglomeradas vitrificadas fabricados con un aglomerante de baja temperatura y alta resistencia, que comprende óxido de fósforo y óxido de boro en cantidades suficientes para mejorar la eficiencia de una herramienta abrasiva que contiene un grano abrasivo de sol-gel de alúmina sinterizado. Como resultado de la selección del aglomerante, el grano abrasivo de sol-gel de alúmina sinterizado (u otro grano abrasivo térmicamente lábil) puede utilizarse eficazmente, sin pérdida de eficiencia de rectificación en la herramienta abrasiva.
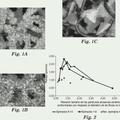
La invención incluye adicionalmente una composición aglomerante vitrificada adecuada para cochura a temperaturas relativamente bajas tales como 700-1100ºC, que comprende al menos dos fases vítreas amorías inmiscibles. Es sabido que las herramientas abrasivas que comprenden superabrasivo (diamante o nitruro de boro cúbico (CBN) ) , o grano abrasivo de sol-gel de alúmina sinterizado con o sin siembra, al que se hace referencia también como grano abrasivo microcristalino de alfa-alúmina (MCA) , proporcionan eficiencia de rectificación excelente en una diversidad de materiales. La fabricación y características de estos granos MCA y la eficiencia de estos granos MCA en diversas aplicaciones se describen, por ejemplo, en las Patentes Núms. U.S. A-4.623.364, 4-314.827, 4.744.802, 4.898.597 y
4.543.107.
Las herramientas abrasivas vitrificadas o aglomeradas con vidrio que contienen grano MCA y grano superabrasivo son comercialmente útiles para rectificación de piezas metálicas de precisión y otros componentes industriales que requieren una eficiencia de rectificación consistente y mejorada. Para producir estos tipos de herramientas abrasivas con calidad consistente, deben evitarse las reacciones entre los componentes aglomerantes de vidrio y el grano abrasivo. La reactividad es un problema particular a las temperaturas típicas encontradas durante la cochura del aglomerante, v.g., 1100-1400ºC. El control de estas reacciones minimiza el deterioro de la estructura microcristalina crítica del grano MCA, conservando la finura y eficiencia del grano.
Para reducir el grado de reacción entre el grano MCA y el aglomerante vitrificado, U.S. A-4.543.107 da a conocer una composición aglomerante adecuada para cochura a una temperatura tan baja como aproximadamente 900ºC. En un enfoque alternativo, U.S. A-4.898.597 da a conocer una composición aglomerante que comprende al menos 40% de materiales fritados adecuados para cochura a una temperatura tan baja como aproximadamente 900ºC. Sin embargo, en ciertas aplicaciones de rectificación estos aglomerantes de baja temperatura han demostrado una resistencia mecánica insuficiente para cumplir los objetivos comerciales impulsando el desarrollo de uniones más fuertes.
Los aglomerantes vitrificados caracterizados por resistencia mecánica mejorada han sido descritos para uso con granallas abrasivas convencionales de óxido de aluminio fundido o MCA (al que se hace referencia también como sol-gel de alfa-alúmina sinterizado) en la fabricación de ruedas rectificadoras que tienen propiedades mejoradas de retención de la forma. Tales aglomerantes se describen en los documentos US-A-5.203.886, US-A-5.401.284 y USA-5.536.283. Estos aglomerantes vitrificados pueden someterse a cochura a temperaturas relativamente bajas (v.g, aproximadamente 900-1100ºC para evitar la reacción con el grano abrasivo de sol-gel de alfa-alúmina sinterizado de alta eficiencia. Las muelas fabricadas con estos aglomerantes y grano MCA han demostrado eficiencia excelente en el acabado de partes móviles de precisión, particularmente piezas de metales férreos. Otros aglomerantes vitrificados adecuados para uso con grano abrasivo de MCA pueden someterse a cochura a temperaturas inferiores a aproximadamente 875ºC. Estos aglomerantes se dan a conocer en US-A-5.863.308. Este documento se considera como la técnica anterior más próxima a la invención.
Se ha descubierto ahora que por selección de componentes materiales apropiados, pueden fabricarse aglomerantes tenaces de alta resistencia y someterse a cochura a aproximadamente 700 a 1100ºC, preferiblemente 750 a 950ºC. En particular, por selección de contenidos apropiados de óxido de fósforo, óxido de boro, sílice, óxido de aluminio, óxidos alcalinos y óxidos alcalinotérreos, y por mantenimiento de las ratios correctas de óxidos, puede conseguirse un aglomerante de alta resistencia, tenaz (v.g. resistente a la propagación de grietas) , de baja temperatura. Estos aglomerantes se caracterizan por un aumento de 25% o mayor en el módulo o valor de rotura con relación a aglomerantes comparativos de la técnica anterior. En ciertas realizaciones, aglomerantes que comprenden al menos dos fases vítreas amorías inmiscibles pueden utilizarse con grano MCA para alcanzar una mayor resistencia mecánica. Si bien la selección apropiada de materias primas que tengan las ratios de óxido deseadas después de la cochura puede producir un vidrio con fases inmiscibles, se prefieren para este propósito vidrios fritados. Un vidrio fritado es un vidrio formado por cochura inicial a temperaturas de al menos 1200ºC, enfriamiento, trituración y tamizado para proporcionar un material pulverizado ("una frita") . La frita puede fundirse luego a una temperatura muy inferior a la temperatura de cochura inicial utilizada para fabricar el vidrio a partir de las materias primas, tales como sílice y arcillas.
Cuando se formula una herramienta abrasiva, tal como una muela abrasiva o piedra de afilar, el uso de estos aglomerantes vitrificados con grano superabrasivo o MCA proporciona herramientas abrasivas que tienen una eficiencia de rectificación mejorada con consumo de potencia reducido. Cuando se utilizan para rectificar o acabar una piza de trabajo, estas herramientas abrasivas producen acabados de superficie de la pieza de trabajo muy aceptables. Estas herramientas ofrecen mejoras con respecto a las herramientas sometidas a cochura a baja temperatura, vitrificadas y aglomeradas de grano superabrasivo o MCA conocidas previamente en la técnica.
La invención de acuerdo con la reivindicación 10 es una herramienta abrasiva que comprende al menos 1% en volumen, de grano abrasivo MCA y 3 a 30%, en volumen, de aglomerante vitrificado, en donde el aglomerante vitrificado comprende después de cochura de la herramienta abrasiva, 40 a 60% de SiO2, 10 a 18% de Al2O3, 12 a 25% de óxidos alcalinos, 5 a 20% de B2O3, y 1 a 8% de P2O5, sobre una base de porcentaje molar, y en donde la herramienta abrasiva tiene al menos un aumento de 30% en módulo de rotura con relación a una herramienta abrasiva comparable fabricada con un aglomerante vitrificado que comprende menos de 1% molar de P2O5. Los grados de dureza utilizados comúnmente de las herramientas abrasivas que contienen grano MCA (v.g., grados K y más duros en la escala de Norton Company) se caracterizan por tener un módulo de rotura de al menos 414 bar (6000 psi) cuando se fabrican de acuerdo con la invención.
Los óxidos alcalinos del aglomerante se seleccionan del grupo constituido por óxido de sodio, óxido de litio y óxido de potasio.
La herramienta abrasiva comprende preferiblemente 5 a 25% en volumen de aglomerante vitrificado y 10 a 56% en volumen de grano abrasivo MCA, y puede comprender aproximadamente 0, 1 a aproximadamente 60% en volumen de componentes adicionales seleccionados del grupo constituido por granos abrasivos secundarios, cargas y adyuvantes. El aglomerante vitrificado después de la cochura puede comprender óxidos alcalinotérreos, y la ratio molar de SiO2 a los contenidos combinados de Na2O, óxidos alcalinos distintos de Na2O y óxidos alcalinotérreos es al menos 1, 2:1, 0.
La invención de acuerdo con la reivindicación 1 es adicionalmente una herramienta abrasiva que comprende al menos 1%, en volumen de grano abrasivo MCA y 3 a 30% en volumen de un aglomerante vitrificado, en donde del aglomerante vitrificado durante la cochura de la herramienta abrasiva a aproximadamente 700 a 1100ºC, comprende al menos dos fases inmiscibles, y en donde la herramienta abrasiva tiene al menos un aumento de 30% en módulo de rotura con relación a una herramienta abrasiva comparable que tiene un enlace vitrificado monofásico.
El aglomerante vitrificado que tiene al menos dos fases inmiscibles comprende preferiblemente un máximo de 12% molar de Al2O3.
Cualquier aglomerante puede comprender adicionalmente flúor, TiO2, ZnO, ZrO2, CaO, MgO, CoO, MnO2, BaO, Bi2O3, y Fe2O3, y combinaciones de los mismos.
La invención incluye también un método de acuerdo con la reivindicación 17, para fabricación... [Seguir leyendo]
Reivindicaciones:
1. Una herramienta abrasiva que tiene un módulo de rotura de al menos 414 bar (6000 psi) , que comprende al menos 1% en volumen de grano abrasivo de alfa-alúmina microcristalina (MCA) y 3 a 30% en volumen de un aglomerante vitrificado, en donde el aglomerante vitrificado tiene dos fases vítreas, en donde el aglomerante vitrificado comprende una cantidad mayor de un vidrio de borosilicato alcalino y contiene un mínimo de 8% molar de B2O3, menos de 12% molar de Al2O3 y 1 a 8% molar de P2O5.
2. La herramienta abrasiva de la reivindicación 1, en donde el aglomerante vitrificado se prepara a partir de componentes aglomerantes que comprenden una frita de vidrio.
3. La herramienta abrasiva de la reivindicación 1, en donde la herramienta comprende 4 a 15% en volumen de aglomerante vitrificado y 10 a 56% en volumen de grano abrasivo MCA.
4. La herramienta abrasiva de la reivindicación 3, en donde la herramienta comprende además aproximadamente 0, 1 a 60% en volumen de componentes adicionales seleccionados del grupo constituido por granos abrasivos secundarios, cargas y adyuvantes.
5. La herramienta abrasiva de la reivindicación 3, en donde el grano abrasivo MCA se selecciona del grupo constituido esencialmente por grano de alfa-alúmina microcristalino fabricado por un proceso sol-gel con siembra, grano de alfa-alúmina microcristalino fabricado por un proceso sol-gel sin siembra, modificaciones de los mismos con óxidos de metales de las tierras raras, y combinaciones de los mismos.
6. La herramienta abrasiva de la reivindicación 1, en donde el aglomerante vitrificado comprende una ratio molar de B2O3 a óxidos alcalinos de 5, 25:1 a 1:1.
7. La herramienta abrasiva de la reivindicación 6, en donde los óxidos alcalinos se seleccionan del grupo constituido por Na2O, Li2O, y K2O y combinaciones de los mismos.
8. La herramienta abrasiva de la reivindicación 7, en donde el aglomerante vitrificado después de la cochura comprende adicionalmente un máximo de 2% molar de un componente seleccionado del grupo constituido por componentes que contienen flúor, ZnO, ZrO2, CaO, MgO y combinaciones de los mismos.
9. La herramienta abrasiva de la reivindicación 1, en donde el aglomerante vitrificado comprende óxidos alcalinos en una ratio de 1:1:1 a 2:1:1 de sodio:litio:potasio.
10. Una herramienta abrasiva que tiene un módulo de rotura de al menos 414 bar (6000 psi) , que comprende al menos 1%, en volumen, de grano abrasivo MCA y 3 a 30% en volumen de aglomerante vitrificado, en donde el aglomerante vitrificado comprende después de la cochura de la herramienta abrasiva, 40 a 60% de SiO2. 10 a 18% de Al2O3, 12 a 25% de óxidos alcalinos, 5 a 20% de B2O3, y 1 a 8% de P2O5, sobre una base de porcentaje molar, de tal modo que la herramienta abrasiva tiene al menos un aumento del 30% en módulo de rotura con relación a una herramienta abrasiva fabricada con un aglomerante vitrificado comparable que contiene menos de 1% de P2O5, sobre una base de porcentaje molar.
11. La herramienta abrasiva de la reivindicación 10, en donde los óxidos alcalinos se seleccionan del grupo constituido por Na2O, Li2O, y K2O y combinaciones de los mismos.
12. La herramienta abrasiva de la reivindicación 10, en donde la herramienta comprende 4 a 25% en volumen de aglomerante vitrificado y 10 a 56% en volumen de grano abrasivo MCA.
13. La herramienta abrasiva de la reivindicación 10, en donde la herramienta comprende además aproximadamente 0, 1 a aproximadamente 60% en volumen de componentes adicionales seleccionados del grupo constituido por granos abrasivos secundarios, cargas y adyuvantes.
14. La herramienta abrasiva de la reivindicación 11, en donde el aglomerante vitrificado después de la cochura comprende adicionalmente al menos un óxido seleccionado del grupo constituido por TiO2, ZnO, ZrO2, CaO, MgO, CoO, MnO2, BaO, Bi2O3 y Fe2O3, y combinaciones de los mismos, preferiblemente en una cantidad no mayor que 2% molar de dichos óxidos.
15. La herramienta abrasiva de la reivindicación 10, en donde el aglomerante vitrificado después de la cochura comprende óxidos alcalinotérreos y la ratio molar de SiO2 a los contenidos combinados de óxidos alcalinos y óxidos alcalinotérreos es al menos 1, 5:1, 0.
16. La herramienta abrasiva de la reivindicación 10, en donde el aglomerante vitrificado comprende óxidos alcalinos en una ratio de 1:1:1 a 2:1:1 de sodio:litio:potasio.
17. Un método para fabricación de una herramienta abrasiva que tiene un módulo de rotura de al menos 414 bar (6000 psi) , que comprende los pasos de:
a) mezclar aproximadamente 70 a 95% en peso de grano abrasivo seleccionado del grupo constituido por grano MCA, grano de carburo de silicio, grano de diamante, y grano de nitruro de boro cúbico, y mixturas de los mismos, y aproximadamente 5 a 30% en peso de mixtura de aglomerantes, comprendiendo la mixtura de aglomerantes, después de la cochura de la herramienta abrasiva, 40 a 60% de SiO2, 10 a 18% de Al2O3, 12 a 25% de óxidos alcalinos, 5 a 20% de B2O3, y 1 a 8% de P2O5, sobre una base de porcentaje molar;
b) moldear la mixtura en una composición cruda; y
c) someter a cochura la composición cruda a una temperatura comprendida en el intervalo de 700 a 1100ºC 10 para formar la herramienta abrasiva;
y en donde la herramienta abrasiva se caracteriza por al menos un aumento de 30% en el módulo de rotura con relación a una herramienta abrasiva comparable fabricada con un aglomerante vitrificado que comprende menos de 1% molar de P2O5.
18. El método de la reivindicación 17, en donde la composición cruda se somete a cochura a una temperatura 15 menor que aproximadamente 950ºC.
19. El método de la reivindicación 17, en donde la herramienta abrasiva se selecciona del grupo constituido por muelas abrasivas, piedras abrasivas, y piedras de afilar abrasivas.
20. El método de la reivindicación 17, en donde el paso de cochura se lleva a cabo en una atmósfera oxidante.
21. El método de la reivindicación 19, en donde la herramienta abrasiva es una herramienta microabrasiva de 20 superacabado.
Patentes similares o relacionadas:
Artículo abrasivo para operaciones de rectificación de alta velocidad, del 26 de Febrero de 2020, de SAINT-GOBAIN ABRASIVES, INC.: Un artículo abrasivo, que comprende: un cuerpo abrasivo unido que tiene partículas abrasivas que comprenden alúmina microcristalina (MCA) […]
Artículos abrasivos y procedimientos para formar los mismos, del 26 de Febrero de 2020, de SAINT-GOBAIN ABRASIVES, INC.: Un artículo abrasivo que comprende: un cuerpo que incluye: un material aglomerante que comprende un material inorgánico que comprende una cerámica; y partículas […]
Muela abrasiva para rectificar perfiles en forma de espiral, del 10 de Julio de 2019, de Umbragroup S.p.A: Una muela abrasiva para rectificar perfiles en forma de espiral, que comprende un primer disco abrasivo (1a) y un segundo disco abrasivo (1b), dispuestos […]
 Artículo abrasivo no tejido que contiene partículas abrasivas conformadas, del 13 de Enero de 2016, de 3M INNOVATIVE PROPERTIES COMPANY: Un artículo abrasivo de material no tejido que comprende:
una banda no tejida; y
un aglutinante que adhiere partículas abrasivas cerámicas conformadas […]
Artículo abrasivo no tejido que contiene partículas abrasivas conformadas, del 13 de Enero de 2016, de 3M INNOVATIVE PROPERTIES COMPANY: Un artículo abrasivo de material no tejido que comprende:
una banda no tejida; y
un aglutinante que adhiere partículas abrasivas cerámicas conformadas […]
 Aglomerados de granos abrasivos, procedimiento para su producción así como su uso para la producción de agentes abrasivos, del 23 de Julio de 2014, de Center for Abrasives and Refractories Research & Development C.A.R.R.D. GmbH: Aglomerados de granos abrasivos, constituidos por un gran número de granos abrasivos, seleccionándose los granos abrasivos del grupo de corindón, corindón fundido, corindón […]
Aglomerados de granos abrasivos, procedimiento para su producción así como su uso para la producción de agentes abrasivos, del 23 de Julio de 2014, de Center for Abrasives and Refractories Research & Development C.A.R.R.D. GmbH: Aglomerados de granos abrasivos, constituidos por un gran número de granos abrasivos, seleccionándose los granos abrasivos del grupo de corindón, corindón fundido, corindón […]
 Método de rectificación de rodillos, del 14 de Agosto de 2013, de DIAMOND INNOVATIONS, INC.: Un procedimiento de rectificado de un rodillo ferroso que tiene una superficie giratoria del rodillo con una muela abrasiva giratoria, teniendo […]
Método de rectificación de rodillos, del 14 de Agosto de 2013, de DIAMOND INNOVATIONS, INC.: Un procedimiento de rectificado de un rodillo ferroso que tiene una superficie giratoria del rodillo con una muela abrasiva giratoria, teniendo […]
 Artículo abrasivo aglomerado y método de fabricación, del 25 de Julio de 2012, de SAINT-GOBAIN ABRASIVES, INC.: Un artículo abrasivo aglomerado que comprende:
granos abrasivos que comprenden nitruro de boro cúbico en una matriz aglomerante que comprende […]
Artículo abrasivo aglomerado y método de fabricación, del 25 de Julio de 2012, de SAINT-GOBAIN ABRASIVES, INC.: Un artículo abrasivo aglomerado que comprende:
granos abrasivos que comprenden nitruro de boro cúbico en una matriz aglomerante que comprende […]
MATERIALES COMPUESTOS ULTRADUROS, del 12 de Enero de 2012, de ELEMENT SIX (PRODUCTION) (PTY) LTD: Un material compuesto ultraduro que comprende partículas ultraduras de diamante o nitruro de boro cúbico o una combinación de los mismos, dispersadas […]