Procedimiento y aparato para formar una malla.
Un procedimiento para formar una malla que comprende:
a. hacer avanzar una primera pluralidad de elementos de unión preformados (1,
3) desde un primer conjunto deposiciones hasta un segundo conjunto de posiciones dentro de un molde (9, 10, 13, 14); y
b. para cada avance sucesivo de la primera pluralidad de elementos de unión preformados (1, 3), colocar unsegundo conjunto de elementos de unión preformados (2, 4) en el primer conjunto de posiciones y moldear unapluralidad de nuevos elementos de unión (5, 7) en el molde a través de la primera (1, 3) y la segunda (2, 4)pluralidades de elementos de unión preformados que se colocan en el primer conjunto de posiciones y en elsegundo conjunto de posiciones para interconectar la primera (1, 3) y la segunda (2, 4) pluralidades deelementos de unión preformados que se colocan en el primer y el segundo conjuntos de posiciones con losnuevos elementos de unión para formar una malla continua de elementos de unión interconectados.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/NZ2004/000104.
Solicitante: KAYNEMAILE LIMITED.
Nacionalidad solicitante: Nueva Zelanda.
Dirección: LEVEL 6, WESTFIELD TOWER 45 KNIGHTS ROAD LOWER HUTT NUEVA ZELANDA.
Inventor/es: HORSHAM,KAYNE BRUCE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A41D31/00 NECESIDADES CORRIENTES DE LA VIDA. › A41 VESTIMENTA. › A41D ROPA EXTERIOR; ROPA DE PROTECCIÓN; ACCESORIOS. › Materiales especialmente adaptados para las prendas de vestir exteriores.
- B21F31/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21F TRABAJO MECANICO O TRATAMIENTO DE ALAMBRE METÁLICO (laminado de metales B21B; por estirado, operaciones auxiliares en relación con el trabajo del metal sin desprendimiento sustancial de materia B21C; atado de objetos en paquetes B65B 13/00). › Fabricación de enrejados metálicos de mallas anulares a partir de alambre.
- B21L19/00 B21 […] › B21L FABRICACION DE CADENAS METÁLICAS (fabricación de cadenas o eslabones de cadenas por colada B22D 25/02; cadenas en sí F16G). › Accesorios para la fabricación de cadenas no limitados a un procedimiento particular.
- B21L5/00 B21L […] › Fabricación de cadenas o eslabones de cadenas mediante el trabajo sobre un bloque de material inicial de tal manera que los eslabones de cadena queden hechos de una sola pieza, es decir, sin juntas de ensamblaje.
- B21L5/02 B21L […] › B21L 5/00 Fabricación de cadenas o eslabones de cadenas mediante el trabajo sobre un bloque de material inicial de tal manera que los eslabones de cadena queden hechos de una sola pieza, es decir, sin juntas de ensamblaje. › de manera que se formen eslabones enlazados los unos a los otros.
- B22D19/00 B […] › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › Colada en, sobre o alrededor de objetos que forman parte del producto final (B22D 23/04 tiene prioridad; soldadura aluminotérmica B23K 23/00; revestimiento por colada de material fundido sobre un sustrato C23C 6/00).
- B22D19/04 B22D […] › B22D 19/00 Colada en, sobre o alrededor de objetos que forman parte del producto final (B22D 23/04 tiene prioridad; soldadura aluminotérmica B23K 23/00; revestimiento por colada de material fundido sobre un sustrato C23C 6/00). › para empalmar piezas.
- B22D25/00 B22D […] › Colada particular caracterizada por la naturaleza del producto (B22D 15/02, B22D 17/16, B22D 19/00 tiene prioridad; moldeo de los clisés de estereotipia B41D 3/00).
- B22D25/02 B22D […] › B22D 25/00 Colada particular caracterizada por la naturaleza del producto (B22D 15/02, B22D 17/16, B22D 19/00 tiene prioridad; moldeo de los clisés de estereotipia B41D 3/00). › por su forma; obras de arte.
- B29C45/00 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
- B29C45/14 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
PDF original: ES-2394491_T3.pdf
Fragmento de la descripción:
Procedimiento y aparato para formar una malla Campo de la invención La presente invención se refiere a un procedimiento y a un aparato para la formación de mallas utilizando elementos de unión de interconexión moldeados, conociéndose un ejemplo de un procedimiento y de un aparato de este tipo por el documento US-2 752 636. Cuando se utiliza el término "malla" en la presente memoria descriptiva significa una malla formada por elementos de unión de interconexión, tales como anillos.
Antecedentes La malla formada por elementos de unión de interconexión es más conocida en forma de una cota de malla. La cota de malla se ha formado tradicionalmente interconectando anillos metálicos cerrados con anillos metálicos abiertos y después cerrando los anillos abiertos mediante un proceso tal como deformación mecánica, soldadura etc. En otro método, anillos de división formados de acero para muelles o algún otro material elástico, se utilizan como miembros de unión de interconexión y se abren temporalmente mediante una herramienta, tal como alicates, para permitir la interconexión a otros miembros de unión. En los últimos tiempos, la malla se ha formado a partir de material plástico mediante la unión anillos cerrados con anillos abiertos y, después fijando mecánicamente, soldando o pegando los anillos abiertos para cerrarlos.
La fabricación de la cota de malla/malla mediante procedimientos tradicionales toma mucho tiempo, trabajo y es costoso. La cota de malla/malla que incluye elementos de unión abiertos sólo puede estar expuesta a fuerzas limitadas antes de que fallen los elementos de unión. Cuando los elementos de unión de interconexión se cierran, la articulación puede perjudicar el aspecto de la malla acabada. Tales procedimientos también han limitado los materiales que pueden ser utilizados en la fabricación de la malla y han limitado el tamaño práctico de los elementos de unión.
Aunque ha habido un complejo aparato para la formación de mallas mediante el plegado de cable, hasta la fecha no ha existido un proceso automatizado para la producción continua y económica de la cota de malla/malla para aplicaciones de consumo masivo.
Resumen de la invención Un objetivo de la presente invención es proporcionar un proceso automatizado y un aparato para la producción continua de mallas.
Un objetivo adicional de la presente invención es proporcionar una malla con una fuerte integridad estructural y un aspecto atractivo.
Un objetivo adicional de la presente invención es proporcionar una malla que sea económico de producir para una gama de aplicaciones.
Un objetivo adicional de la invención es proporcionar nuevos productos de mallas y procedimientos de uso de mallas.
Cada uno de los objetivos anteriores se ha de leer por separado con el objeto de al menos proporcionar al público una elección útil.
De acuerdo con un primer aspecto de la invención, se proporciona un procedimiento para formar una malla que comprende:
a. hacer avanzar una primera pluralidad de elementos de unión de un primer conjunto de posiciones a un segundo conjunto de posiciones dentro de un molde; y
b. para cada avance sucesivo de la primera pluralidad de elementos de unión preformados, colocar un segundo conjunto de elementos de unión preformados en el primer conjunto de posiciones y moldear una pluralidad de nuevos elementos de unión en el molde a través de la primera y la segunda pluralidades de elementos de unión preformados que están colocados en el primer conjunto de posiciones y en el segundo conjunto de posiciones para interconectar la primera y la segunda pluralidades de elementos de unión preformados que está colocados en el primer y el segundo conjuntos de posiciones con los nuevos elementos de unión para formar una malla continua de elementos de unión interconectados.
De acuerdo con otro aspecto de la invención, se proporciona un aparato para formar una malla que incluye un molde formado como una pluralidad de secciones, al menos, algunas de las cuales se cierran entre sí para definir cavidades para moldear elementos de unión y que se separan para liberar los elementos de unión moldeados, incluyendo el molde:
a. una pluralidad de primeras cavidades a intervalos espaciados para retener una primera pluralidad de elementos de unión preformados en un primer conjunto de posiciones y una segunda pluralidad de elementos de unión preformados en un segundo conjunto de posiciones;
b. un mecanismo para hacer avanzar secuencialmente la primera pluralidad de elementos de unión preformados desde el primer conjunto de posiciones hasta el segundo conjunto de posiciones; y
c. una segunda pluralidad de cavidades dimensionadas y dispuestas cuando las secciones del molde se cierran para formar las cavidades para formar nuevos elementos de unión en las segundas cavidades que se hacen pasar a través de los elementos de unión preformados ubicados dentro de las primeras cavidades.
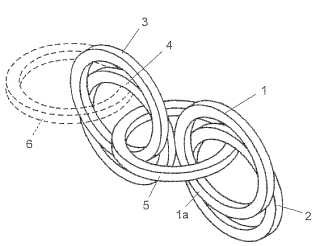
Breve descripción de los dibujos La invención se describirá ahora a modo de ejemplo con referencia a los dibujos adjuntos en los que: La Figura 1 es una vista en perspectiva que ilustra las posiciones relativas de los anillos en un procedimiento de producción de una fila de mallas; La Figura 2 es una vista frontal que ilustra las posiciones relativas de los anillos cuando se une una fila adicional de anillos; La Figura 3 es una vista lateral de los anillos mostrados en la Figura 2; Las Figuras 4 y 5 son vistas en sección de las secciones de un molde simple para ilustrar las operaciones en un procedimiento de fabricación de mallas; La Figura 6a es una vista lateral de un aparato adecuado para la fabricación continua de mallas que se muestra en una posición cerrada; La Figura 6b es una vista lateral del aparato mostrado en la Figura 6a en una configuración parcialmente abierta; La Figura 6c es una vista lateral del aparato mostrado en la Figura 6a en una configuración completamente abierta; La Figura 7 es una vista en perspectiva que muestra una porción de las caras de trabajo de las dos secciones de molde que forman una mitad del molde del aparato mostrado en la Figura 6
con una matriz de dedos en frente de la cara de trabajo; La Figura 8 muestra una vista frontal de una porción de la cara de trabajo que se muestra en la Figura 7; La Figura 9 muestra una vista frontal de una porción de la cara de trabajo que se muestra en las Figuras 7 y 8 con los dedos levantados; La Figura 10 muestra una vista frontal de una Proción de la cara de trabajo que se muestra en las Figuras 7 a 9 sin los dedos; La Figura 11 muestra una vista en sección a lo largo de la línea B-B en la Figura 10; La Figura 12 muestra una vista posterior en perspectiva de un dedo; La Figura 13 muestra una vista posterior de un dedo; La Figura 14 muestra una vista lateral de un dedo; La Figura 15 muestra una vista frontal de la cara de trabajo de la sección de molde opuesta a la cara de trabajo que se muestra en las Figuras 7 a 10; La Figura 16 muestra una vista en perspectiva de la cara de trabajo de la sección de molde que se muestra en la Figura 15; La Figura 17 muestra una vista superior de la sección de molde que se muestra en las Figuras 15 y 16; La Figura 18 muestra una vista en sección transversal a través de la sección de molde que se muestra en la Figura 16 a lo largo de la línea A-A; Las Figuras 19A a H muestran una variedad de posibles formas de elementos de unión; y
La Figura 20 muestra una forma más posible del elemento de unión.
Descripción detallada de la invención Una realización de la presente invención incluye un procedimiento de formación de mallas en el que los elementos de unión pueden tener forma de bucles cerrados desunidos. Sin embargo, los elementos de unión pueden tomar muchas formas, incluyendo formas que tienen una sola abertura a través de los mismos, tales como anillos, formas que tienen múltiples aberturas, etc.
Haciendo referencia a la Figura 1, se describe un procedimiento para la producción continua de mallas. Los anillos preformados 1 a 4 están dispuestos en una primera orientación con pares 1, 2 y 3, 4 dispuestos de modo que se superponen las porciones de sus aberturas centrales. Otros de tales pares se pueden proporcionar en una fila a intervalos espaciados en el plano de los anillos 1 a 4 para formar una longitud de malla según se requiera. Un anillo 5 se puede moldear después de forma que pase a través de las aberturas centrales de los anillos 1 a 4 tal como se muestra. El anillo 6 ilustra cómo anillos adicionales se pueden formar simultáneamente a lo largo de la fila.
Haciendo ahora referencia a las Figuras 2 y 3, se describe la producción de una fila subsiguiente de malla. El anillo 3 de la Figura 1 asume la posición... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para formar una malla que comprende:
a. hacer avanzar una primera pluralidad de elementos de unión preformados (1, 3) desde un primer conjunto de posiciones hasta un segundo conjunto de posiciones dentro de un molde (9, 10, 13, 14) ; y
b. para cada avance sucesivo de la primera pluralidad de elementos de unión preformados (1, 3) , colocar un segundo conjunto de elementos de unión preformados (2, 4) en el primer conjunto de posiciones y moldear una pluralidad de nuevos elementos de unión (5, 7) en el molde a través de la primera (1, 3) y la segunda (2, 4) pluralidades de elementos de unión preformados que se colocan en el primer conjunto de posiciones y en el segundo conjunto de posiciones para interconectar la primera (1, 3) y la segunda (2, 4) pluralidades de elementos de unión preformados que se colocan en el primer y el segundo conjuntos de posiciones con los nuevos elementos de unión para formar una malla continua de elementos de unión interconectados.
2. Un procedimiento de acuerdo con la reivindicación 1 en el que la primera y la segunda pluralidades de elementos de unión preformados están respectivamente colocados en filas.
3. Un procedimiento de acuerdo con la reivindicación 2, en el que, aparte de en los bordes de la malla, la pluralidad de nuevos elementos de unión se une en cada lado a un elemento de unión preformado ya proporcionado previamente y a un elemento de unión preformado de una nueva fila proporcionada.
4. Un procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que la pluralidad de nuevos elementos de unión está formada en una orientación transversal con respecto a la primera y la segunda pluralidades de elementos de unión.
5. Un procedimiento de acuerdo con la reivindicación 4, en el que cada uno de la pluralidad de nuevos elementos de unión se forma sustancialmente en una orientación normal con respecto a la primera y la segunda pluralidades de elementos de unión.
6. Un procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que la primera y la segunda pluralidades de elementos de unión preformados y los nuevos elementos de unión están en forma de un bucle cerrado que tiene una abertura central.
7. Un procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que la primera y la segunda pluralidades de elementos de unión preformados y la pluralidad de nuevos elementos de unión son anillos.
8. Un procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 5, en el que la primera y la segunda pluralidades de elementos de unión preformados tienen múltiples aberturas para recibir la pluralidad de nuevos elementos de unión moldeados a través de los mismos.
9. Un procedimiento de acuerdo con la reivindicación 1, en el que la primera pluralidad de elementos de unión se proporciona en una primera pluralidad de cavidades (11) dentro del molde.
10. Un procedimiento de acuerdo con la reivindicación 9, en el que 2 elementos de unión preformados están contenidos durante el moldeo dentro de cada cavidad de la primera pluralidad de cavidades.
11. Un procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que la malla está mantenida en una configuración deseada y es calentada de manera que los elementos de unión se fusionan cuando se enfrían, de modo que la malla retiene la configuración deseada.
12. Un procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que la malla es electrodepositada después de la formación de la malla.
13. Un procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que un agente de unión se aplica a la malla, que cuando se endurece forma un producto de material compuesto rígido.
14. Un procedimiento de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que algunos de los elementos de unión tienen diferentes propiedades ópticas.
15. Un procedimiento de acuerdo con la reivindicación 1, en el que el primer y el segundo conjuntos de posiciones están dispuestos uno con respecto al otro para formar las regiones solapadas entre la primera y la segunda pluralidades de elementos de unión preformados.
16. Un aparato para formar una malla que incluye un molde (30, 31, 32) formado como una pluralidad de secciones, al menos algunas de las cuales se cierran entre sí para definir cavidades para moldear los elementos de unión y se separan para liberar elementos de unión moldeados, incluyendo el molde:
a. una pluralidad de primeras cavidades (45a-45e) a intervalos espaciados para retener una primera pluralidad de elementos de unión preformados en un primer conjunto de posiciones y una segunda pluralidad de elementos de unión preformados en un segundo conjunto de posiciones;
b. un mecanismo (48a-48e) para hacer avanzar secuencialmente la primera pluralidad de elementos de unión preformados desde el primer conjunto de posiciones hasta el segundo conjunto de posiciones; y
c. una pluralidad de segundas cavidades (44a-44e) dimensionadas y dispuestas cuando las secciones de molde
se cierran para formar cavidades para formar nuevos elementos de unión en las segundas cavidades que pasan a través de los elementos de unión preformados ubicados dentro de las primeras cavidades.
17. Un aparato de acuerdo con la reivindicación 16, en el que las primeras cavidades se proporcionan en una fila a intervalos espaciados y las segundas cavidades están dimensionadas y dispuestas para formar nuevos elementos de unión de interconexión con los elementos de unión preformados situados dentro de las primeras cavidades adyacentes.
18. Un aparato de acuerdo con la reivindicación 17, en el que las primeras cavidades están dimensionadas y dispuestas para retener los elementos de unión preformados sustancialmente en un primer plano y las segundas cavidades están dimensionadas y dispuestas de modo que los nuevos elementos de unión formados en las segundas cavidades están generalmente en un plano transversal al primer plano.
19. Aparato de acuerdo con una cualquiera de las reivindicaciones 16 a 18, en el que las primeras cavidades alojan una pluralidad de elementos de unión 20. Un aparato de acuerdo con la reivindicación 19, en el que los dedos retráctiles (37a-37d) definen una porción de una abertura que debe formarse dentro de cada nuevo elemento de unión moldeado en cada una de las segundas cavidades.
21. Un aparato de acuerdo con la reivindicación 19 o la reivindicación 20, en el que una porción de cada una de las segundas cavidades está definida por la primera y la segunda secciones de molde que se pueden mover una con relación a la otra para liberar nuevos elementos de unión moldeados en su interior.
22. Un aparato de acuerdo con una cualquiera de las reivindicaciones 19 a 21, en el que la tercera sección de molde y los dedos definen las porciones restantes de las segundas cavidades de molde.
23. Un aparato de acuerdo con una cualquiera de las reivindicaciones 20 a 22, en el que los dedos suministran elementos de unión preformados a las primeras cavidades.
Patentes similares o relacionadas:
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Composiciones de polietileno, procesos y cierres, del 15 de Abril de 2020, de NOVA CHEMICALS (INTERNATIONAL) S.A.: Un cierre, comprendiendo dicho cierre una composición de polietileno bimodal que comprende: del 10 al 70 % en peso de un primer copolímero de etileno que tiene […]
Aditivo para prevenir la separación de fases de aditivo de perfil bajo en composiciones de poliéster termoendurecido insaturado, del 8 de Abril de 2020, de LUBRIZOL ADVANCED MATERIALS, INC.: Una composición de moldeo de resina insaturada que comprende (a) un aditivo para evitar la separación de fases; (b) un polímero polimerizado […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
Manija flexible con superficie parcialmente texturada, del 8 de Abril de 2020, de Eaton Intelligent Power Limited: Manija moldeada para un mango de herramienta destinada para ser agitada con fuerza y velocidad, comprendiendo: un elemento tubular formado […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]