Procedimiento y aparato para fabricar elementos de perfil recubiertos.
Procedimiento para fabricar unos elementos de perfil recubiertos (10;
10'), en el que una lámina (16, 36) se cortaa una anchura predeterminada y se envuelve alrededor del elemento de perfil en un proceso continuo, con el fin deformar una soldadura a tope (48; 48') que se extiende en una dirección longitudinal del elemento de perfil,caracterizado porque la lámina (16, 36) se corta a dicha anchura predeterminada mediante un haz de corte (24) enuna condición en la que una tira de borde de la lámina sobresale más allá del elemento de perfil (10, 10'), mientrasque una cara del elemento de perfil se calibra y se utiliza como referencia para la posición del haz de corte.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/001249.
Solicitante: DUSPOHL MASCHINENBAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: An der Heller 43 33758 Schloss Holte-Stukenbrock ALEMANIA.
Inventor/es: WAGNER, UWE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27D5/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27D TRABAJO DEL CHAPADO O DEL CONTRACHAPADO DE LA MADERA (aplicación de líquidos u otros materiales fluidos a las superficies en general B05; apomazado, tratado con arena o pulido de la madera B24; aplicación de adhesivos o de cola a las superficies de madera B27G 11/00; fabricación de hojas de madera chapadas B27L 5/00). › Trabajo del chapado o del contrachapado por medio de otras operaciones especialmente adaptadas al chapado o al contrachapado (trabajo de las lengüetas de manera análoga al trabajo de la caña B27J).
- B29C63/00 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00).
- B29C63/02 B29C […] › B29C 63/00 Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00). › utilizando materiales en forma de hojas o de cintas (B29C 63/26 tiene prioridad).
PDF original: ES-2440548_T3.pdf
Fragmento de la descripción:
Procedimiento y aparato para fabricar elementos de perfil recubiertos.
La presente invencion se refiere a un procedimiento para fabricar elementos de perfiles recubiertos, en el que se corta una lamina fina a una anchura predeterminada y se envuelve alrededor del elemento de perfil con el fin de formar una soldadura a tope que se extiende en direccion longitudinal del elemento de perfil, asi como un aparato para llevar a cabo dicho procedimiento. Los procedimientos de este tipo se emplean particularmente para los perfiles de muebles, pero asimismo para fabricar los marcos de puertas, las hojas de las puertas, los perfiles de las ventanas y similares, y su objetivo consiste en recubrir un elemento de perfil, por ejemplo, un tablero aglomerado o un tablero de MDF, con una lamina decorativa, por ejemplo, una lamina de plastico. En este proceso, el elemento de perfil estara envuelta en por lo menos una lamina en banda de tal modo que no se produzca ni un solape ni un espacio, en las posiciones donde los bordes de las bandas de lamina forman un tope la una contra la otra. Esto supone que la banda se corta con precision a una anchura adecuada. Hasta ahora, esto se realiza en primer lugar uniendo la lamina sobre la superficie del elemento de perfil y a continuacion utilizando una fresadora para eliminar una tira del borde, de anchura adecuada de la lamina que se adhiere a la superficie del elemento de perfil adyacente a una soldadura a tope que se extiende, por ejemplo, una cierta distancia desde un borde del elemento de perfil. Este procedimiento adolece del inconveniente de que el polvo que se produce en el proceso de fresado probablemente provoca contaminacion y otros problemas. En particular, las particulas de polvo pueden pegarse a la capa adhesiva de la lamina que no se ha unido todavia sobre el elemento de perfil, de modo que se forman unos grumos poco atractivos cuando se une y se adhiere la lamina. Ademas,
puede ensuciarse la fresadora debido al adhesivo de curado rapido. El documento US 2004/076493 A1 da a conocer un procedimiento para recubrir los elementos de perfil con una lamina, en el que se corta la lamina mediante un haz de plasma en sentido transversal con respecto al perfil y en una posicion entre dos perfiles subsiguientes. El documento US 3 578 535 A da a conocer un procedimiento en el que se envuelve una lamina alrededor de un elemento de perfil en un proceso realizado por lotes. Se corta la lamina a una anchura predeterminada mediante unas cuchillas giratorias en una condicion en la que una tira de borde de la lamina sobresale mas alla del elemento de perfil, mientras que una cara del elemento de perfil se calibra y se utiliza como referencia para la posicion del haz
de corte. Un proposito de la invencion consiste en proporcionar un procedimiento segun la reivindicacion 1 y un aparato segun la reivindicacion 8 que permitan recubrir, de forma ordenada y precisa, unos elementos de perfil con una lamina en un proceso continuo. Con el fin de conseguir este proposito, segun la invencion, se corta la lamina a una anchura predeterminada mediante un haz de corte en una condicion en la que un tira de borde de la lamina sobresale mas alla del elemento de perfil, mientras que una cara del elemento de perfil se calibra y se utiliza como referencia para la posicion del haz de corte.
Preferiblemente, el haz de corte consiste en un haz de laser. De forma opcional, sin embargo, asimismo se puede utilizar un chorro de agua o un haz de plasma, por ejemplo. Cuando se calibra una cara de referencia del elemento de perfil, un haz de este tipo se puede utilizar para realizar un corte limpio que se extiende precisamente en direccion longitudinal del elemento de perfil. Durante el corte, la tira de borde de la lamina no tiene que estar soportado en un substrato, sino que sobresale libremente desde un borde del elemento de perfil. Ademas, dado que se realiza el corte con un haz de corte, no habra contacto entre la herramienta de corte y la lamina que, normalmente ya esta recubierta con un adhesivo. Como consecuencia, no se produce ninguna contaminacion de la herramienta de corte debido al adhesivo, y no existe el riesgo de que se pegue 55 la lamina a la herramienta de corte y que, por lo tanto, se distorsionara o se molestara la formacion de un corte limpio. Una vez cortada la lamina a la anchura adecuada, la tira de borde sobresaliente de la banda de lamina se envuelve alrededor del elemento de perfil y finalmente se une y se adhiere al mismo. Dado que se ha medido el elemento de perfil y el haz de corte se coloca con alta precision, la anchura de la tira de borde sobresaliente y que esta cortada, se puede controlar de tal modo que se forma una soldadura a tope limpia una vez envuelta la lamina alrededor del elemento de perfil. Resulta particularmente ventajoso que, en este procedimiento, no se necesita la superficie del elemento de perfil para soportar la lamina durante el proceso de corte. Esto propicia la posibilidad de recubrir elementos de perfil individuales con una banda de lamina continua en un proceso continuo, en el que se dejan determinados espacios 65 entre los elementos de perfil sucesivos, siendo salvados dichos espacios unicamente por la lamina. A diferencia de los procedimientos convencionales en los que los elementos de perfil se siguen uno despues del otro sin espacios entre ellos y que la lamina que los une se desgarra por los extremos a tope con el fin de separar los elementos de perfil el uno del otro, el procedimiento segun la invencion permite corta de forma limpia los puentes de lamina que conectan los elementos de perfil sucesivos.
Se indican unos detalles utiles y otros desarrollos de la invencion en las reivindicaciones subordinadas.
A continuacion se proporciona unos ejemplos de las formas de realizacion, conjuntamente con los dibujos, en los cualesº
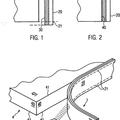
las Figuras 1 a 6 representan unas vistas esquematicas y transversales de un elemento de perfil en diferentes etapas de un proceso para recubrirlo con una lamina de acuerdo con el procedimiento segun la invencionº
la Figura 7 representa una seccion longitudinal esquematica de los extremos de dos elementos de perfil mantenidos juntos mediante la lamina que los envuelveº
la Figura 8 representa una vista en seccion esquematica de un elemento de perfil para ilustrar una forma de realizacion modificada segun la invencionº y
la Figura 9 representa una soldadura a tope de un elemento de perfil que ha sido recubierto de acuerdo con el procedimiento ilustrado en la Figura 8.
En la Figura 1, a un elemento de perfil 10, por ejemplo la hoja de una puerta formada por un tablero de aglomerado o de MDF, se le hace avanzar en sentido normal con respecto al plano del dibujo a lo largo de un recorrido de transporte 14 formado por unos rodillos 12. Una banda continua de una lamina 16 presenta una anchura que es ligeramente mayor que la anchura de la cara inferior del elemento de perfil 10, y esta dotado de una capa adhesiva 18 en su cara superior. La lamina 16 se une y se adhiere a la cara inferior del elemento de perfil 10 mediante los rodillos 12, mientras que unos rodillos 20 proporcionan una presion posterior necesaria en la cara superior del elemento de perfil.
En el ejemplo ilustrado, el elemento de perfil 10 esta formado con un rebaje 22 en ambos lados, y la lamina 16 esta unida y adherida en tal posicion que sobresale mas alla del rebaje en ambos lados.
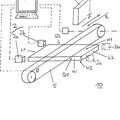
En la Figura 2, el elemento de perfil que esta recubierto en una cara con la lamina 16 atraviesa una estacion de corte donde las tiras de borde sobresalientes de la lamina 16 se cortan segun una anchura adecuada mediante los haces de corte 24 que se generan por medio de los cabezales cortantes de laser 26. Dichos cabezales cortantes 26 se desplazan a lo largo de los bordes de la lamina 16 que sobresalen libremente mas alla del elemento de perfil 10 sin contacto entre los cabezales cortantes y la lamina, y realizan un corte que se extiende precisamente en direccion longitudinal del elemento de perfil 10.
Los cabezales cortantes 26 estan asociados de forma rigida a unos calibres 28, cada uno de los cuales mide una cara lateral del elemento de perfil 10, una cara del rebaje 22 en el ejemplo ilustrado. Por ejemplo, los calibres 28 estan obligados elasticamente contra los bordes laterales del elemento de perfil mediante unos muelles 30, y, con el fin de reducir el rozamiento, ruedan sobre la cara lateral del elemento de perfil con unos rodillos 32.
De este modo, la cara del rebaje 22 que se extiende en angulo recto con respecto a la lamina 16 sirve como referencia de posicion para el borde cortante 24, de modo que la anchura sobresaliente de la lamina se puede controlar con alta precision. En el ejemplo ilustrado, esta anchura sobresaliente ha sido seleccionado de tal modo que corresponde... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar unos elementos de perfil recubiertos º10º 10ºº, en el que una lamina º16, 36º se corta a una anchura predeterminada y se envuelve alrededor del elemento de perfil en un proceso continuo, con el fin de formar una soldadura a tope º48º 48ºº que se extiende en una direccion longitudinal del elemento de perfil, caracterizado porque la lamina º16, 36º se corta a dicha anchura predeterminada mediante un haz de corte º24º en una condicion en la que una tira de borde de la lamina sobresale mas alla del elemento de perfil º10, 10ºº, mientras que una cara del elemento de perfil se calibra y se utiliza como referencia para la posicion del haz de corte.
2. Procedimiento segun la reivindicacion 1, para elementos de perfil con forma de plato º10º, caracterizado porque una primera lamina º16º se aplica en un lado del elemento de perfil y una segunda lamina º36º se aplica en el lado opuesto del elemento de perfil, de tal modo que las dos laminas forman dos soldaduras a tope º48º entre ellas.
3. Procedimiento segun la reivindicacion 2, caracterizado porque las soldaduras a tope º48º se forman en unos rebajes º22º del elemento de perfil º10º.
4. Procedimiento segun cualquiera de las reivindicaciones anteriores, caracterizado porque la lamina º16º o una de las laminas se corta mientras sus bordes sobresalientes se extienden en paralelo con una parte central de la lamina, y porque las caras laterales del elemento de perfil º10º que se extienden en angulo recto con respecto a la parte central de la lamina sirven como referencia.
5. Procedimiento segun cualquiera de las reivindicaciones anteriores, caracterizado porque la lamina º36º o una de las laminas se corta en una condicion en la que sus bordes sobresalientes estan doblados con respecto a la parte central de la lamina y se acoplan con unas caras laterales del elemento de perfil º10º 10ºº que se extienden en angulos rectos a dicha parte central, y porque una superficie del elemento de perfil que se extiende en paralelo a la parte central de la lamina sirve como referencia.
6. Procedimiento segun cualquiera de las reivindicaciones anteriores, caracterizado porque una pluralidad de elementos de perfil º10º se hacen avanzar sucesivamente a lo largo de un camino de transporte º14º, con unos espacios º50º formados entre los elementos de perfil, y son recubiertos con la lamina º16, 36º que se suministra en forma de una banda continua, de modo que los elementos de perfil º10º individuales, son mantenidos juntos por unos puentes hechos con lamina.
7. Procedimiento segun cualquiera de las reivindicaciones anteriores, caracterizado porque las posiciones de los haces de corte º24º que se utilizan para cortar los bordes de la lamina º16º que pertenecen a una misma soldadura a tope º48ºº, con respecto a la superficie de referencia del elemento de perfil º10º, se varian de forma sincrona para formar una soldadura a tope serpenteante º48ºº.
8. Aparato para fabricar unos elementos de perfil recubiertos º10º 10ºº, que comprende una herramienta de corte º26, 40º para cortar una lamina º16, 36º a una anchura predeterminada, y un elemento aplicador º34, 38º para envolver la lamina alrededor del elemento de perfil en un proceso continuo, de modo que un borde de la lamina º16, 36º forme una soldadura a tope º48º 48ºº que se extiende en una direccion longitudinal del elemento de perfil, caracterizado porque la herramienta de corte consiste en un cabezal de haz de corte º26, 40º adaptado para generar un haz de corte º24º y dispuesto para cortar, sin contacto, la lamina º16, 36º mediante el haz de corte º24º en una condicion en la que una tira de borde de la lamina sobresale mas alla del elemento de perfil º10, 10ºº, y estan previstos unos medios de calibre º28º 44º para calibrar una cara del elemento de perfil, de modo que esta cara sirve como referencia para la posicion del haz de corte.
Patentes similares o relacionadas:
Procedimiento para la producción de un cuerpo perfilado decorativo, en particular de una cantonera, del 22 de Julio de 2020, de SURTECO GmbH: Procedimiento para la producción de un cuerpo perfilado decorativo, en particular de una cantonera para el recubrimiento de superficies estrechas […]
Tubo expandible que incluye un revestimiento para restaurar un conducto, del 1 de Julio de 2020, de Recyca-Pipe of America L.L.C: Una tubería expandible para restaurar una tubería dañada, que comprende: - un revestimiento formado por un poliuretano termoplástico, […]
Procedimiento de tratamiento para revestir una sección de superficie, del 15 de Abril de 2020, de HOMAG GmbH: Procedimiento para revestir una sección de superficie, en particular una sección de superficie estrecha, de una pieza de trabajo con forma de tablero con un material […]
 Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Protector de borde para muebles, del 25 de Diciembre de 2019, de REHAU AG + CO: Protector de bordes para muebles, que comprende una capa de fusión y una capa estructural unida a la capa de fusión , caracterizado porque la […]
Procedimiento de recubrimiento de superficies estrechas para la aplicación por medio de aire comprimido calentado de un recubrimiento de canto termoactivable, del 28 de Octubre de 2019, de Schulte-Göbel, Christof: Procedimiento para la aplicación de una tira de canto en forma de cinta sobre superficies estrechas de una pieza de trabajo , en el que la tira de canto […]
 Máquina de mecanizado y procedimiento para mecanizar piezas de trabajo, del 25 de Septiembre de 2019, de HOMAG GmbH: Máquina de mecanizado para mecanizar piezas (W) de trabajo esencialmente en forma de placa, que están compuestas preferiblemente, al menos por secciones, de madera, materiales […]
Máquina de mecanizado y procedimiento para mecanizar piezas de trabajo, del 25 de Septiembre de 2019, de HOMAG GmbH: Máquina de mecanizado para mecanizar piezas (W) de trabajo esencialmente en forma de placa, que están compuestas preferiblemente, al menos por secciones, de madera, materiales […]
Procedimiento para la instalación de un revestimiento de renovación de una tubería, del 11 de Septiembre de 2019, de Picote Oy Ltd: Un procedimiento para instalar un revestimiento de renovación en una tubería que tiene un tubo de bifurcación tubo de bifurcación, un tubo y una […]
Dispositivo y sistema para abrir un punto de ramificación en un conjunto de tubería, del 4 de Septiembre de 2019, de Picote Solutions Oy Ltd: Un dispositivo para abrir un punto de ramificación en un conjunto de tubería, cuyo dispositivo comprende un eje de rotación dispuesto para […]