Estación de templado y método para templar láminas formadas de vidrio.
Una estación de templado (16) para templar láminas formadas de vidrio (G) que comprende:
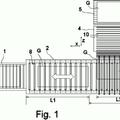
una primera sección de templado (24) que tiene los ensambles de las cabezas de templado superiore inferior (32, 34) para suministrar respectivamente el gas de templado que se dirige hacia arriba yhacia abajo de una lámina formada de vidrio (G) entre los mismos para proporcionar el templadoparcial de la misma el cual es insuficiente sin el enfriamiento adicional forzado además de laconvección natural para prevenir la pérdida de los diferenciales de temperatura del vidrio queendurecen el vidrio finalmente en el enfriamiento a temperatura ambiente;
una segunda sección de templado (26) que tiene los ensambles de las cabezas de templado superiore inferior (32, 34) para suministrar respectivamente el gas de templado que se dirige hacia arriba yhacia abajo de la lámina de vidrio parcialmente templada (G) que se recibe entre los mismos paracompletar el templado de la misma;
una plataforma (28) que se mueve en una dirección de transferencia simultáneamente con respecto auna estación de formación (14) donde se forma la lámina de vidrio (G), la primera sección detemplado (24) y la segunda sección de templado (26) para proporcionar la transferencia de la láminade vidrio, y la plataforma (28) que tiene tres posiciones del vidrio (42, 44, 46) para ser capaz detransferir simultáneamente tres láminas de vidrio (G) en cada movimiento en la dirección detransferencia para que las tres láminas de vidrio (G) se muevan simultáneamente de la estación deformación (14) a la primera sección de templado (24), de la primera sección de templado (24) a lasegunda sección de templado (26), y de la segunda sección de templado (26) para la entrega; yun control (30) que suministra el gas de templado a los ensambles de las cabezas de templadosuperior e inferior (32, 34) de la primera y segunda sección de templado (24, 26) y cambia el flujo delgas hacia arriba y hacia abajo por (i) incrementar el flujo de gas hacia arriba; (ii) disminuir el flujo degas hacia abajo; o (iii) ambos, incrementar el flujo de gas hacia arriba y disminuir el flujo de gas haciaabajo, para forzar las láminas de vidrio hacia arriba desde la plataforma (28) contra los ensambles dela cabeza de templado superior (34) y permitir el movimiento de la plataforma (28) en una direcciónopuesta a la dirección de transferencia en preparación para el siguiente ciclo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2002/019047.
Solicitante: GLASSTECH, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 995 FOURTH STREET, AMPOINT INDUSTRIAL PARK PERRYSBURG, OH 43552 ESTADOS UNIDOS DE AMERICA.
Inventor/es: SHETTERLY, DONIVAN, M., BENNETT,TERRY,A, COMMON,DANIEL G.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C03B27/044 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 27/00 Templado de los artículos de vidrio (post-tratamiento de fibras C03B 37/10). › para hojas de vidrio plano o abombado en posición horizontal.
PDF original: ES-2412179_T3.pdf
Fragmento de la descripción:
Estación de templado y método para templar láminas formadas de vidrio Campo de la invención Esta invención se refiere a una estación de templado y método para templar láminas formadas de vidrio de manera que se puede reducir el tiempo de ciclo y así incrementar la producción.
Arte anterior
Los sistemas para formar láminas de vidrio por calentamiento y después templar las láminas de vidrio para proporcionar dureza tienen tiempos de ciclos cuyos acortamientos se pueden limitar por la longitud del tiempo que se requiere para realizar el templado. El templado se realiza por el gas de templado que se dirige a las superficies opuestas de la lámina formada de vidrio para proporcionar un diferencial de temperatura entre las superficies y el centro del vidrio. Ese diferencial de temperatura debe permanecer durante todo el enfriamiento hasta alcanzar la temperatura ambiente o el vidrio no se endurecerá por proporcionar la compresión de sus superficies y la tensión de su centro.
La patente de los Estados Unidos 4, 361, 432 de McMaster y otros describe el templado de láminas de vidrio entre las cabezas de templado superior e inferior con la lámina formada de vidrio en un anillo de centro abierto y, al final del templado, el gas de templado que se dirige hacia abajo desde la cabeza de templado superior se termina para elevar la lámina de vidrio hacia arriba desde el anillo de centro abierto contra la cabeza de templado superior para permitir que el anillo se mueva para empezar otro ciclo. Un anillo de entrega se mueve debajo de la lámina formada de vidrio y el gas que se dirige hacia abajo se suministra de nuevo para depositar la lámina de vidrio sobre el anillo de entrega para la entrega cuando la siguiente lámina formada de vidrio se mueva entre las cabezas de templado superior e inferior para el templado.
Sumario de la invención Un objetivo de la presente invención es proporcionar una estación de templado mejorada para templar las láminas formadas de vidrio.
El objetivo se resuelve por la estación de templado de la reivindicación 1.
Para llevar a cabo el objetivo anterior, la estación de templado para templar láminas formadas de vidrio de acuerdo con la invención incluye una primera sección de templado que tiene los ensambles de las cabezas de templado superior e inferior para suministrar respectivamente el gas de templado que se dirige hacia abajo y hacia arriba de una lámina formada de vidrio entre las mismos para proporcionar el templado parcial de la lámina de vidrio. Tal templado parcial es insuficiente sin el enfriamiento adicional forzado además de la convección natural para prevenir la pérdida de los diferenciales de temperatura del vidrio que endurecen el vidrio finalmente en el enfriamiento a temperatura ambiente. Una segunda sección de templado de la estación de templado tiene los ensambles de las cabezas de templado superior e inferior para suministrar respectivamente el gas de templado que se dirige hacia abajo y hacia arriba de la lámina de vidrio parcialmente templada que se recibe entre los mismos para completar el templado de la lámina de vidrio. Una plataforma de la estación de templado se mueve en una dirección de transferencia simultáneamente con respecto a una estación de formación donde se forma la lámina de vidrio, la primera sección de templado y la segunda sección de templado para proporcionar la transferencia de la lámina de vidrio. La plataforma tiene tres posiciones del vidrio para ser capaz de transferir simultáneamente tres láminas de vidrio en cada movimiento en la dirección de transferencia, preferentemente por un miembro de la plataforma que conecta las tres posiciones del vidrio y que se mueve por un actuador. Las tres láminas de vidrio se mueven así simultáneamente de la estación de formación a la primera sección de templado, de la primera sección de templado a la segunda sección de templado, y de la segunda sección de templado para la entrega. Un control de la estación de templado suministra gas de templado a las secciones de templado superior e inferior de la primera y segunda sección de templado para forzar las de láminas de vidrio hacia arriba desde la plataforma contra los ensambles de las cabezas de templado superior y para permitir el movimiento de la plataforma en la dirección opuesta a la dirección de transferencia en preparación del siguiente ciclo.
La construcción de la estación de templado incluye un marco, y los ensambles de las cabezas de templado
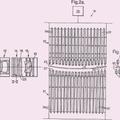
superior e inferior de cada sección de templado cada uno incluye una pluralidad de cabezas de templado a través de las cuales se entrega el gas presurizado. Las cabezas de templado de cada ensamble de cabeza de templado se ajustan uno con respecto al otro para permitir el templado de diferentes formas de las láminas formadas de vidrio. Los ensambles de las cabezas de templado superior e inferior respectivamente incluyen plantillas superior e inferior que se montan sobre el marco para posicionar las cabezas de templado de los mismos en la posición correcta para la forma de la lámina de vidrio que se va a templar. Los ajustadores de la estación de templado ajustan las localizaciones de las plantillas en el marco para posicionar correctamente las cabezas de templado. Las presillas aseguran las plantillas con respecto al marco, con la sujeción que se proporciona después del ajuste que proporcionan los ajustadores.
Los ensambles de las cabezas de templado superior e inferior incluyen respectivamente conexiones superior e inferior para conectar sus cabezas de templado. Los actuadores de las cabezas de templado superior e inferior se extienden respectivamente entre el marco y los ensambles de las cabezas de templado superior e inferior para proporcionar el movimiento de ajuste de las cabezas de templado bajo el control de las conexiones en preparación para el posicionamiento de los ensambles de las cabezas de templado por las plantillas superior e inferior.
Cada ensamble de la cabeza de templado superior incluye topes térmicamente aislados contra los cuales las láminas de vidrio se fuerzan hacia arriba por los gases de templado que se dirigen hacia arriba durante la operación cíclica de la estación de templado.
Otro objetivo de la presente invención es proporcionar un método mejorado para templar las láminas formadas de vidrio.
Este objetivo se resuelve por el método de acuerdo con la reivindicación 9.
Para llevar a cabo el objetivo inmediatamente anterior, el método para templar láminas formadas de vidrio de acuerdo con la invención se realiza moviendo una primera lámina formada de vidrio sobre una plataforma desde una estación de formación hasta una primera sección de templado que tiene los ensambles de las cabezas de templado superior e inferior para suministrar respectivamente gas de templado que se dirige hacia arriba y hacia abajo para proporcionar el templado parcial de la misma el cual es insuficiente sin el enfriamiento adicional forzado además de la convección natural para prevenir la pérdida de los diferenciales de temperatura del vidrio que endurecen el vidrio finalmente en el enfriamiento a temperatura ambiente. Simultáneamente, con el movimiento de la primera lámina formada de vidrio , una segunda lámina formada de vidrio templada parcialmente se mueve sobre la plataforma de la primera sección de templado a una segunda sección de templado que tiene los ensambles de las cabezas de templado superior e inferior para suministrar respectivamente el gas de templado que se dirige hacia abajo y hacia arriba de la lámina de vidrio templada parcialmente que se recibe entre los mismos para completar el templado de la lámina de vidrio. Simultáneamente, con el movimiento de la primera y la segunda lámina de vidrio una tercera lámina de vidrio templada totalmente se mueve de la segunda estación de templado para un enfriamiento final a temperatura ambiente, con la primera, la segunda y la tercera láminas de vidrio que se mueven preferentemente sobre un miembro de la plataforma por un actuador. El flujo del gas de templado de los ensambles de las cabezas de templado superior e inferior de la primera y segunda sección de templado se controla para mover la lámina formada de vidrio hacia arriba desde la plataforma después del movimiento en la plataforma y de esta manera permitir el movimiento inverso de la plataforma en preparación para otro ciclo. Subsecuentemente el flujo del gas de templado de los ensambles de las cabezas de templado superior e inferior de la primera y segunda se controla para mover las láminas formadas de vidrio hacia abajo sobre la plataforma para permitir otro ciclo de transferencia de tres láminas formadas de vidrio de la estación de formación a la primera sección de templado, de la primera sección... [Seguir leyendo]
Reivindicaciones:
1. Una estación de templado (16) para templar láminas formadas de vidrio (G) que comprende: una primera sección de templado (24) que tiene los ensambles de las cabezas de templado superior e inferior (32, 34) para suministrar respectivamente el gas de templado que se dirige hacia arriba y hacia abajo de una lámina formada de vidrio (G) entre los mismos para proporcionar el templado parcial de la misma el cual es insuficiente sin el enfriamiento adicional forzado además de la convección natural para prevenir la pérdida de los diferenciales de temperatura del vidrio que endurecen el vidrio finalmente en el enfriamiento a temperatura ambiente; una segunda sección de templado (26) que tiene los ensambles de las cabezas de templado superior e inferior (32, 34) para suministrar respectivamente el gas de templado que se dirige hacia arriba y hacia abajo de la lámina de vidrio parcialmente templada (G) que se recibe entre los mismos para completar el templado de la misma; una plataforma (28) que se mueve en una dirección de transferencia simultáneamente con respecto a una estación de formación (14) donde se forma la lámina de vidrio (G) , la primera sección de templado (24) y la segunda sección de templado (26) para proporcionar la transferencia de la lámina de vidrio, y la plataforma (28) que tiene tres posiciones del vidrio (42, 44, 46) para ser capaz de transferir simultáneamente tres láminas de vidrio (G) en cada movimiento en la dirección de transferencia para que las tres láminas de vidrio (G) se muevan simultáneamente de la estación de formación (14) a la primera sección de templado (24) , de la primera sección de templado (24) a la segunda sección de templado (26) , y de la segunda sección de templado (26) para la entrega; y un control (30) que suministra el gas de templado a los ensambles de las cabezas de templado superior e inferior (32, 34) de la primera y segunda sección de templado (24, 26) y cambia el flujo del gas hacia arriba y hacia abajo por (i) incrementar el flujo de gas hacia arriba; (ii) disminuir el flujo de gas hacia abajo; o (iii) ambos, incrementar el flujo de gas hacia arriba y disminuir el flujo de gas hacia abajo, para forzar las láminas de vidrio hacia arriba desde la plataforma (28) contra los ensambles de la cabeza de templado superior (34) y permitir el movimiento de la plataforma (28) en una dirección opuesta a la dirección de transferencia en preparación para el siguiente ciclo.
2. Una estación de templado (16) como en la reivindicación 1 la cual incluye un marco (92) , los ensambles de las cabezas de templado superior e inferior (32, 34) de cada sección de templado (24, 26) que cada una incluye una pluralidad de cabezas de templado (76, 78) a través de las cuales se entrega el gas presurizado, las cabezas de templado (76, 78) de cada ensamble de cabezas de templado (32, 34) que se ajustan con respecto a cada una para permitir el templado de diferentes formas de las láminas formadas de vidrio (G) , y los ensambles de las cabezas de templado superior e inferior (32, 34) que incluyen respectivamente las plantillas superior e inferior (84, 86) que se montan en el marco (92) para posicionar las cabezas de templado (76, 78) de los mismos en la posición correcta para que se templado la forma de la lámina de vidrio.
3. Una estación de templado (16) como en la reivindicación 2 que incluye además los ajustadores (110, 112) que ajustan las localizaciones de las plantillas (84, 86) en el marco (92) para posicionar correctamente las cabezas de templado (76, 78) .
4. Una estación de templado (16) como en la reivindicación 2 que incluye además las presillas (122, 124) que aseguran las plantillas (84, 86) con respecto al marco (92) .
5. Una estación de templado (16) como en la reivindicación 2 que incluye además los ajustadores (110, 112) que ajustan las localizaciones de las plantillas (84, 86) en el marco (92) para posicionar correctamente las cabezas de templado (76, 78) ; y las presillas (122, 124) que aseguran las plantillas (84, 86) con respecto al marco 92 después del ajuste.
6. Una estación de templado (16) como en la reivindicación 2 en donde los ensambles de las cabezas de templado superior e inferior (32, 34) incluyen respectivamente las conexiones superior e inferior (80, 82) para conectar las cabezas de templado (76, 78) de los mismos, y los actuadores de las cabezas de templado superior e inferior (134, 136) que conectan las cabezas de templado (76, 78) de los mismos, y los actuadores de las cabezas de templado superior e inferior (134, 136) , que se extienden respectivamente entre el marco
(92) y los ensambles de las cabezas de templado superior e inferior (32, 34) para proporcionar el movimiento de ajuste de las cabezas de templado (76, 78) bajo el control de las conexiones (80, 82) que se preparan para el posicionamiento de los ensambles de las cabezas de templado (32, 34) por las plantillas superior e inferior (84, 86) .
7. Una estación de templado (16) como en la reivindicación 1 en donde cada uno de los ensambles de la cabeza de templado superior (34) incluyen topes térmicamente aislados (146) contra las cuales las láminas de vidrio (G) se fuerzan hacia arriba.
8. Una estación de templado (16) como en la reivindicación 1 en donde la plataforma (28) incluye un miembro de plataforma (29) que conecta las tres posiciones del vidrio (42, 44, 46) , y un actuador (40) que mueve la plataforma (28) .
9. Un método para templar láminas formadas de vidrio (G) que comprende: mover una primera lámina formada de vidrio (G) en una plataforma (28) desde una estación de formación (14) hasta una primera sección de templado (24) que tiene los ensambles de las cabezas de templado superior e inferior (32, 34) para suministrar respectivamente el gas de templado que se dirige hacia arriba y hacia abajo para proporcionar el templado parcial de los mismos el cual es insuficiente sin el enfriamiento adicional forzado además de la convección natural para prevenir la pérdida de los diferenciales de temperatura del vidrio que endurecen el vidrio finalmente en el enfriamiento a temperatura ambiente; simultáneamente con el movimiento de la primera lámina de vidrio (G) se mueve una segunda lámina formada de vidrio enfriada parcialmente (G) en la plataforma (28) desde la primera sección de templado (24) hasta una segunda sección de templado (26) que tiene los ensambles de las cabezas de templado superior e inferior (32, 34) para suministrar respectivamente el gas de templado que se dirige hacia arriba y hacia abajo de la lámina de vidrio parcialmente templada que se recibe entre los mismos para completar el templado de la misma; simultáneamente con el movimiento de la primera y la segunda lámina de vidrio (G) se mueve una tercera lámina de vidrio enfriada totalmente (G) en la plataforma (28) desde la segunda sección de templado para el enfriamiento final a temperatura ambiente; y controlar el flujo de gas de templado de los ensambles de las cabezas de templado superior e inferior (32, 34) de la primera y la segunda secciones de templado (24, 26) por: (i) incrementar el flujo de gas hacia arriba; (ii) disminuir el flujo de gas hacia abajo; o (iii) ambos, incrementar el flujo de gas hacia arriba y disminuir el flujo de gas hacia abajo para mover las láminas formadas de vidrio (G) hacia arriba desde la plataforma (28) después del movimiento a ellas en la plataforma (28) y de esta manera permitir el movimiento inverso de la plataforma (28) en la preparación para otro ciclo, y subsecuentemente controlar el flujo de gas de templado de los ensambles de las cabezas de templado superior e inferior (32, 34) de la primera y segunda sección de templado (24, 26) para mover las láminas formadas de vidrio (G) entre los mismos hacia abajo sobre la plataforma (28) para permitir otro ciclo de transferir tres láminas formadas de vidrio (G) desde la estación de formación
(14) hasta la primera sección de templado (24) , desde la primera sección de templado (24) hasta la segunda sección de templado (26) , y desde la segunda sección de templado (26) para el enfriamiento final.
10. Un método para templar láminas formadas de vidrio (G) como en la reivindicación 9 en donde los ensambles de las cabezas de templado superior e inferior (32, 34) se posicionan respectivamente por las plantillas superior e inferior (84, 86) .
11. Un método para templar láminas formadas de vidrio (G) como en la reivindicación 10 en donde las plantillas superior e inferior (84, 86) se ajustan con respecto a un marco (92) de las secciones de templado (24, 26) y se sujetan con respecto a ellas para posicionar los ensambles de las cabezas de templado superior e inferior (32, 34) .
12. Un método para templar láminas formadas de vidrio (G) como en la reivindicación 9 en donde las cabezas de templado (76, 78) de los ensambles de las cabezas de templado superior e inferior (32, 34) se conectan respectivamente por las conexiones superior e inferior (80, 82) y se mueven por actuadores asociados (134, 136) para el posicionamiento en la preparación para el uso.
13. Un método para templar láminas formadas de vidrio (G) como en la reivindicación 9 en donde las láminas de vidrio (G) se fuerzan hacia arriba contra las topes térmicamente aislados (116) de los ensambles de la cabeza de templado superior (34) .
14. Un método para templar láminas de vidrio (G) como en la reivindicación 9 en donde la primera, la segunda y la tercera láminas de vidrio (G) se mueven en un miembro de plataforma (29) de la plataforma (28) por un actuador (40) .
Patentes similares o relacionadas:
 Procedimiento y dispositivo para el doblado y templado de una lámina de vidrio, del 31 de Julio de 2019, de Glaston Finland Oy: Un procedimiento para el doblado y templado de una lámina de vidrio, comprendiendo el procedimiento:
- calentar una lámina de vidrio plano (G) en un horno […]
Procedimiento y dispositivo para el doblado y templado de una lámina de vidrio, del 31 de Julio de 2019, de Glaston Finland Oy: Un procedimiento para el doblado y templado de una lámina de vidrio, comprendiendo el procedimiento:
- calentar una lámina de vidrio plano (G) en un horno […]
Procedimiento para formar hojas de vidrio, del 10 de Julio de 2019, de GLASSTECH, INC.: Un procedimiento para formar hojas (G) de vidrio que comprende: transportar una hoja (G) de vidrio sobre un transportador horizontal […]
Estructura de soporte de hoja de vidrio, del 10 de Abril de 2019, de GLASSTECH, INC.: Una estructura de soporte para soportar una hoja calentada de vidrio en conexión con una operación de procesamiento de vidrio, en la que la hoja de vidrio […]
Método y aparato para templar láminas de vidrio conformadas, del 28 de Febrero de 2018, de GLASSTECH, INC.: Un método para templar láminas de vidrio conformadas que comprende: mover una lámina de vidrio conformada que se calienta a una temperatura de templado […]
Dispositivo para fabricar vidrio templado curvado columnar, del 15 de Noviembre de 2017, de Luoyang Landglass Technology Co., Ltd: Dispositivo para fabricar vidrio templado curvado columnar, que comprende principalmente un horno de calentamiento de vidrio para vidrio plano, un […]
Método para fabricar vidrio templado curvado columnar, del 11 de Octubre de 2017, de Luoyang Landglass Technology Co., Ltd: Método para fabricar vidrio templado curvado columnar, mediante el cual el doblado y el templado de vidrio plano a alta temperatura se dividen en dos estaciones […]
Horno de templado de vidrio, del 5 de Abril de 2017, de TaiFin Glass Machinery Oy: Un horno de templado de vidrio para calentar láminas de vidrio , comprendiendo el horno de templado de vidrio : un transportador para llevar […]
 Temple de láminas de vidrio curvas, del 16 de Diciembre de 2015, de PILKINGTON GROUP LIMITED: Un aparato para templar una lámina de vidrio curva , que comprende un medio de transporte de la lámina a lo largo de una trayectoria […]
Temple de láminas de vidrio curvas, del 16 de Diciembre de 2015, de PILKINGTON GROUP LIMITED: Un aparato para templar una lámina de vidrio curva , que comprende un medio de transporte de la lámina a lo largo de una trayectoria […]