ESTACIÓN DE CURVADO A PRESIÓN Y PROCEDIMIENTO PARA CURVAR HOJAS DE VIDRIO CALIENTES.
Una estación (12) de curvado a presión de hojas de vidrio para el curvado a presión de hojas (G) de vidrio alientes que comprende:
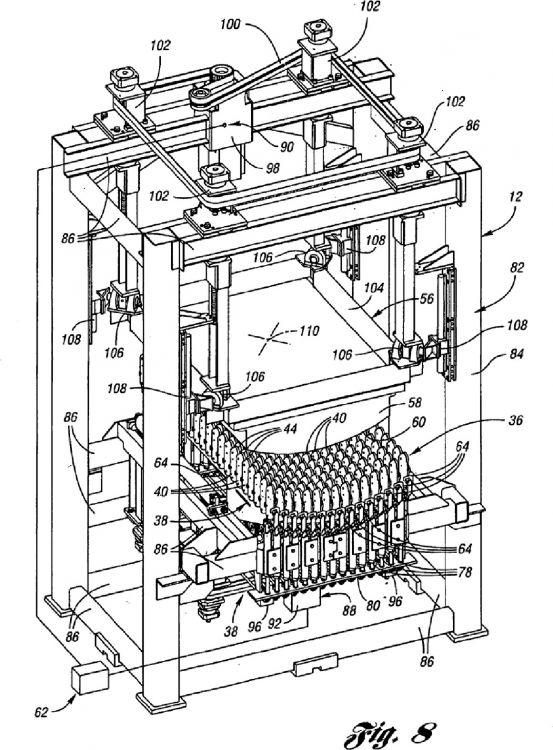
un lecho (36) de ruedas inferior para recibir una lamina (G) de vidrio caliente para su curvado a presión, incluyendo el lecho (36) de ruedas inferior un soporte (38) y una pluralidad de conjuntos (40) de rueda, un soporte (50) inferior para soportar un anillo (52) de presión inferior que tiene una forma curva (54) orientada ascendentemente y que es recibido dentro del lecho (36) de ruedas bajo las ruedas (44) de los conjuntos (40) de rueda en una forma de anillo del mismo donde ningún conjunto (40) de rueda está ubicado; un soporte (56) superior para soportar un molde (50) de presión superior que tiene una cara (60) de formación curva orientada descendentemente complementaria de la forma (54) de curva ascendentemente del anillo (52) de presión inferior; y un accionador (62) para facilitar un movimiento vertical relativo entre el lecho (36) de ruedas y el anillo (52) de presión inferior y entre el anillo de presión inferior y el molde (50) de presión superior para desplazar la hoja (G) de vidrio caliente sobre el lecho (36) de ruedas y en enganche a presión entre el anillo de presión inferior y el molde de presión superior para curvar a presión la hoja de vidrio de la invención que se caracteriza porque: cada conjunto (40) de rueda incluye un alojamiento (42) que tiene un extremo superior que incluye una rueda (44) y que tiene también un extremo inferior que incluye una conexión (46) separable para conectar separablemente el conjunto (40) de rueda al soporte (38), y un mecanismo (48) de impulsión para facilitar la impulsión rotatoria de la rueda (44) de cada conjunto (40) de rueda tras la conexión de la misma al soporte (38)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2002/019046.
Solicitante: GLASSTECH, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 995 FOURTH STREET, AMPOINT INDUSTRIAL PARK PERRYSBURG, OH 43552 ESTADOS UNIDOS DE AMERICA.
Inventor/es: DUCAT, PAUL, D., BENNETT,TERRY,A.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Junio de 2002.
Clasificación Internacional de Patentes:
- C03B23/025B2
- C03B23/03C
- C03B35/16B
- C03B35/16D
- C03B35/18F
- C03B35/18H
- C03B35/20B
Clasificación PCT:
- C03B23/03 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 23/00 Acabado del vidrio modelado (acabado de fibras o filamentos C03B 37/14). › por presión entre dos moldes formadores.
- C03B23/035 C03B 23/00 […] › utilizando un soporte gaseoso o por variación de la presión del gas, p. ej. por vacío.
- C03B35/18 C03B […] › C03B 35/00 Transporte de los artículos de vidrio durante su fabricación. › Estructura de los rodillos de transportadores.
Clasificación antigua:
- C03B23/03 C03B 23/00 […] › por presión entre dos moldes formadores.
- C03B23/035 C03B 23/00 […] › utilizando un soporte gaseoso o por variación de la presión del gas, p. ej. por vacío.
- C03B35/18 C03B 35/00 […] › Estructura de los rodillos de transportadores.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
ANTECEDENTES DE LA INVENCIÓN
1. Campo de la Invención
La presente invención se refiere a una estación de curvado a presión de hojas de vidrio calientes y también se refiere a un procedimiento para cambio de tareas. 5
2. Técnica Anterior
Los sistemas de tratamiento de hojas de vidrio han incluido anteriormente estaciones de curvado a presión que están situadas corriente abajo de un horno de calentamiento para permitir el curvado a presión de hojas de vidrio calientes después de calentar las mismas a la temperatura del interior del horno. Las patentes de EE. UU, 5,368,625 de Mizusugi y 5,545,245 de Mizusugi revelan un sistema de tratamiento de laminas de vidrio que tiene una estación 10 de curvado a presión que esta situada corriente abajo de una estación de curvado de rodillos que está también situada corriente abajo del horno de calentamiento asociado. Estas patentes de Mizusugi tienen estaciones de curvado de rodillos dotadas con rodillos horizontales y conjuntos de rodillos inclinados espaciados lateralmente teniendo los rodillos de cada conjunto una inclinación que se incrementa progresivamente a lo largo de la dirección de transporte para formar cada hoja de vidrio en caliente y facilitar el transporte de la misma a la estación de presión 15 donde la hoja de vidrio es curvada a presión posteriormente entre moldes inferior y superior.
El curvado en rodillos de laminas de vidrio calientes también ha sido realizado, como revela la patente francesa 2221409 del inventor Maurice Nedelec, que tiene rodillos transportadores que están soportados y accionados rotatoriamente fuera de una cámara de calentamiento en horno para recibir una hoja de vidrio caliente antes de la inclinación simultánea de los rodillos para formar la hoja de vidrio caliente dentro de la cámara de calentamiento. 20
Tras el cambio de una tarea de producción de laminas calientes a otra, el tiempo de cambio representa pérdida de producción que es necesario incrementarlo, porque necesariamente incrementa el coste del producto resultante y es por lo tanto ventajoso que dicho cambio de tarea se realice lo más rápidamente posible.
La patente de EE. UU. 5,743,931 de Flaugher y otros revela un aparato de curvado a presión de hojas de vidrio que incluye un sistema transportador que tiene rodillos para transportar una hoja de vidrio caliente entre miembros de 25 presión inferior y superior.
SUMARIO DE LA INVENCIÓN
Un objetivo de la presente invención es proponer una estación de curvado a presión mejorada para curvado a presión de hojas de vidrio calientes.
En la realización del objetivo anterior, se dispone una estación de curvado a presión construida de acuerdo con la 30 reivindicación 1 que incluye un lecho de ruedas inferior para recibir una hoja de vidrio caliente a curvar a presión. El lecho de rueda inferior incluye un soporte y una pluralidad de conjuntos de rueda. Cada conjunto de rueda incluye un alojamiento que tiene un extremo superior que incluye una rueda y que tiene también un extremo inferior que incluye una conexión separable para conectar reparablemente el conjunto de rueda al soporte. Un mecanismo impulsor de la estación de curvado a presión permite la impulsión rotatoria de la rueda de cada conjunto de rueda tras la 35 conexión del mismo al soporte. Un soporte inferior de la estación de curvado a presión da soporte a un anillo de presión inferior que tiene forma curva orientada hacia arriba y que es recibido dentro del lecho de rueda bajo las ruedas de los conjuntos de rueda en forma de anillo de los mismos donde ningún conjunto de rueda está situado. Un soporte superior de la estación de curvado a presión soporta un molde de presión superior que tiene una cara de formación curva orientada descendentemente complementaria de la forma curva ascendentemente del anillo 40 depresión inferior. Un activador de la estación de curvado a presión permite el movimiento vertical relativo entre el lecho de rueda y el anillo de presión inferior y entre el anillo de presión inferior y el molde de presión superior para mover la hoja de vidrio caliente sobre el lecho de ruedas y en enganche de presión entre el anillo de presión inferior y el molde de presión superior para curvar a presión la hoja de vidrio.
En una realización de la estación de curvado a presión, el lecho de rueda tiene una forma curva transversal a una 45 dirección de transporte a lo largo de la cual el lecho de ruedas recibe la hoja de vidrio caliente que tiene una forma de doble curva transversal a la dirección de transporte. Esta realización de la estación de curvado a presión tiene el soporte del lecho de rueda construido para incluir una pluralidad de raíles que se extienden a lo largo de la dirección de transporte y tiene diferentes elevaciones a lo largo de una dirección transversal a la dirección de transporte para dar la forma curva del lecho de rueda. 50
En otra realización, el lecho de rueda tiene forma plana a lo largo y transversal a la dirección de transporte a lo largo de la cual el lecho de rueda recibe la hoja de vidrio caliente. Esta realización tiene el lecho de rueda construido para incluir una pluralidad de raíles que se extienden a lo largo de la dirección de transporte y tienen la misma elevación a lo largo de una dirección transversal a la dirección de transporte para dar la forma plana del lecho de rueda.
Cada una de las realizaciones de la estación de curvado a presión tiene el mecanismo de impulsión construido para 5 incluir un miembro de de impulsión continua sobre cada raíl para impulsar rotatoriamente las ruedas del conjunto de rueda unidas a los raíles. Cada conjunto de rueda incluye un miembro de impulsión inferior soportado rotablemente sobre el alojamiento e impulsado rotablemente por el miembro de impulsión continua del rail asociado para impulsar rotablemente la rueda del extremo superior del alojamiento. Cada conjunto de rueda incluye una cinta de impulsión que se extiende entre el miembro de impulsión inferior y la rueda superior del extreme del alojamiento para dar 10 impulsión rotatoria de la rueda.
La conexión separable de cada conjunto de rueda incluye un sujetador que permite la conexión separable del mismo al soporte.
Otro objetivo de la presente invención es proponer un procedimiento mejorado para cambiar la tarea de curvado en prense de hojas de vidrio. 15
Al llevar a cabo inmediatamente del objetivo anterior, el procedimiento de cambio de tarea de la invención se realiza retirando un primer anillo de presión inferior con una primera forma curva orientada ascendentemente dentro de un primer anillo de forma vacía en un lecho de rueda inferior que tiene conjuntos de rueda que tienen conexiones separables a un soporte de lecho de rueda que da impulsión rotatoria de ruedas de los conjuntos de rueda conectados al soporte. Cualquier conjunto de rueda necesario para proveer un segundo anillo de forma vacía se 20 separa del soporte del lecho de rueda para recibir un Segundo anillo de presión inferior de forma curva orientada ascendentemente, y cualquier conjunto de rueda necesario que no esté en el segundo vacío en forma de anillo está unido al primer anillo en forma de vacío. Un segundo anillo de presión inferior con una forma curva orientada ascendentemente se instala dentro del segundo anillo en forma de vacío de lecho de rueda inferior para así permitir el curvado de diferentes formas. 25
Al llevar a cabo del procedimiento de cambio de tarea de curvado a presión de laminas de vidrio, algunas tareas requieren que un primer molde de presión superior que tiene forma curva orientada descendentemente complementaria de la primera forma curva orientada ascendentemente del primer anillo de presión sea retirado de un soporte superior sobre el lecho de rueda. Además, un segundo molde de presión superior que tiene una forma curva orientada descendentemente complementaria de la segunda forma curva orientada ascendentemente del 30 segundo anillo inferior se instala para completar el cambio de tarea en dichas aplicaciones.
Los objetivos, características y ventajas de la presente invención se evidencian fácilmente de la siguiente descripción de tallada de las realizaciones preferentes tomada en conexión con los dibujos adjuntos.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
La figura 1 es una vista en alzado lateral de un sistema de curvado a presión de hojas de vidrio de acuerdo con la 35 presente invención y que tiene también...
Reivindicaciones:
1. Una estación (12) de curvado a presión de hojas de vidrio para el curvado a presión de hojas (G) de vidrio alientes que comprende:
un lecho (36) de ruedas inferior para recibir una lamina (G) de vidrio caliente para su curvado a presión, incluyendo el lecho (36) de ruedas inferior un soporte (38) y una pluralidad de conjuntos (40) de rueda, 5
un soporte (50) inferior para soportar un anillo (52) de presión inferior que tiene una forma curva (54) orientada ascendentemente y que es recibido dentro del lecho (36) de ruedas bajo las ruedas (44) de los conjuntos (40) de rueda en una forma de anillo del mismo donde ningún conjunto (40) de rueda está ubicado;
un soporte (56) superior para soportar un molde (50) de presión superior que tiene una cara (60) de formación curva orientada descendentemente complementaria de la forma (54) de curva ascendentemente del anillo (52) de presión 10 inferior; y
un accionador (62) para facilitar un movimiento vertical relativo entre el lecho (36) de ruedas y el anillo (52) de presión inferior y entre el anillo de presión inferior y el molde (50) de presión superior para desplazar la hoja (G) de vidrio caliente sobre el lecho (36) de ruedas y en enganche a presión entre el anillo de presión inferior y el molde de presión superior para curvar a presión la hoja de vidrio de la invención que se caracteriza porque: 15
cada conjunto (40) de rueda incluye un alojamiento (42) que tiene un extremo superior que incluye una rueda (44) y que tiene también un extremo inferior que incluye una conexión (46) separable para conectar separablemente el conjunto (40) de rueda al soporte (38),
y un mecanismo (48) de impulsión para facilitar la impulsión rotatoria de la rueda (44) de cada conjunto (40) de rueda tras la conexión de la misma al soporte (38). 20
2. Una estación (12) de curvado a presión como en la reivindicación 1, en la que el lecho (36) de ruedas tiene una forma curva transversal a una dirección de transporte a lo largo de la cual el lecho (36) de ruedas recibe la hoja (G) de vidrio caliente que tiene una forma de curva doble transversal a la dirección de transporte.
3. Una estación (12) de curvado a presión como en la reivindicación 2, en la que el soporte (38) del lecho (36) de ruedas incluye una pluralidad de raíles (64) que se extienden a lo largo de la dirección de transporte y tiene 25 diferentes elevaciones a lo largo de una dirección transversal de transporte para dar la forma curva del lecho (36) de ruedas.
4. Una estación (12) de curvado a presión como en la reivindicación 1, en la que el lecho (36) de rueda tiene una forma plana a lo largo y transversal a la dirección de transporte a lo largo de la cual el lecho (36) de ruedas recibe la hoja (G) de vidrio caliente. 30
5. Una estación (12) de curvado a presión como en la reivindicación 4, en la que el soporte (38) del lecho (36) de rueda incluye una pluralidad de raíles (64) que se extienden a lo largo de la dirección de transporte y tiene las mismas elevaciones a lo largo de una dirección transversal a la dirección de transporte para presentar la forma plana del lecho (36) de ruedas.
6. Una estación (12) de curvado a presión como en la reivindicación 3 o 5, en la que el mecanismo (48) de 35 impulsión incluye un miembro (112) de impulsión continua sobre cada raíl (64) para impulsar rotablemente las ruedas (44) de los conjuntos (46) de ruedas unidas a los raíles (64).
7. Una estación (12) de curvado a presión como en la reivindicación 6, en la que cada conjunto (40) de rueda incluye un miembro (122) de impulsión inferior soportado rotablemente sobre el extremo inferior del alojamiento (42) e impulsado rotablemente por el miembro (112) de impulsión continua del raíl (64) asociado para impulsar 40 rotablemente la rueda (44) del extremo superior del alojamiento (42).
8. Una estación (12) de curvado a presión como en la reivindicación 7, en la que cada conjunto (40) de rueda incluye una cinta (124) de impulsión que se extiende entre el miembro (122) de impulsión inferior y la rueda (44) del extremo superior del alojamiento (42) para facilitar la impulsión rotatoria de la rueda (44).
9. Una estación (12) de curvado a presión como en la reivindicación 1, en la que la conexión (46) separable de 45 cada conjunto (40) de rueda incluye un sujetador (138) que permite que la conexión (46) separable al soporte (38).
10. Un procedimiento de cambio de tarea de curvado a presión de una hoja de vidrio, caracterizado por:
retirar un primer anillo (52) de presión inferior con una primera forma (54) curva orientada ascendentemente recibida dentro de un primer vacío en forma de primer anillo en un lecho (36) de ruedas inferior que tiene conjuntos (40) de rueda que tienen conexiones (46) separables a un soporte (38) de lecho de ruedas que permite la impulsión rotatoria de las ruedas (44) de los conjuntos (40) de rueda conectados a los mismos;
separación del soporte (38) del lecho de ruedas de cualquier conjunto (40) de rueda necesario para facilitar un 5 segundo vacío con forma de anillo para recibir un segundo anillo (52') de presión inferior con una segunda forma curvada ascendentemente y unión de los conjuntos (36) de ruedas al soporte (38) del lecho de ruedas en el primer vacío con forma de anillo, pero no en el segundo vacío con forma de anillo de presión inferior; e
instalación de un segundo anillo (52') de presión inferior dentro del segundo vacío con forma de anillo en el lecho (36) de ruedas inferior. 10
11. Un procedimiento de cambio de tarea de curvado a presión de una lamina de vidrio como en la reivindicación 10, en el que un primer molde (50) de presión superior que tiene una forma curva orientada descendentemente complementaria de la primera forma curva orientada ascendentemente del primer anillo (52) de presión inferior se retira de un primer soporte (56) superior sobre el lecho (36) de ruedas, e instalación de un segundo molde (58') de presión superior que tiene una forma curva descendentemente complementaria de la 15 segunda forma curva orientada ascendentemente del segundo anillo (52') de presión inferior.
Patentes similares o relacionadas:
 APARATO Y PROCEDIMIENTO DE CURVATURA POR RODILLOS HOJAS DE VIDRIO CALENTADAS, del 3 de Enero de 2011, de GLASSTECH, INC.: Un aparato de curvatura por rodillos de hojas de vidrio (G) calentadas que comprende: una estación de curvatura por rodillos que tiene una cámara de calentamiento […]
APARATO Y PROCEDIMIENTO DE CURVATURA POR RODILLOS HOJAS DE VIDRIO CALENTADAS, del 3 de Enero de 2011, de GLASSTECH, INC.: Un aparato de curvatura por rodillos de hojas de vidrio (G) calentadas que comprende: una estación de curvatura por rodillos que tiene una cámara de calentamiento […]
Procedimiento de curvado de vidrio asistido por sobrepresión y dispositivo apropiado para ello, del 2 de Octubre de 2019, de SAINT-GOBAIN GLASS FRANCE: Dispositivo para el curvado de al menos una hoja de vidrio (I) con un tamaño de al menos 0,8 m2, en particular un cristal de vehículo, que comprende al menos - […]
Procedimiento, estación y sistema para formar hojas de vidrio en prensa, del 17 de Julio de 2019, de GLASSTECH, INC.: Un procedimiento para formar hojas de vidrio que comprende: formar inicialmente una hoja plana calentada (G) de vidrio dándole una forma curvada […]
Procedimiento para formar hojas de vidrio, del 10 de Julio de 2019, de GLASSTECH, INC.: Un procedimiento para formar hojas (G) de vidrio que comprende: transportar una hoja (G) de vidrio sobre un transportador horizontal […]
Sistema de formación de láminas de vidrio, del 10 de Julio de 2019, de GLASSTECH, INC.: Un sistema de formación de láminas de vidrio que comprende: un par de líneas de formación de láminas de vidrio que se extienden una junto a otra a […]
Método de curvado por gravedad reforzado por sobrepresión y dispositivo adecuado para ello, del 12 de Junio de 2019, de SAINT-GOBAIN GLASS FRANCE: Dispositivo para curvar al menos una luna (I) de vidrio, que comprende por lo menos - un molde de curvado por gravedad con una superficie de apoyo, que es adecuada […]
Herramienta para un proceso de curvado de vidrio, del 17 de Mayo de 2019, de SAINT-GOBAIN GLASS FRANCE: Herramienta para la sujeción de al menos una hoja de vidrio (I, II) mediante un efecto de aspiración en un proceso de curvado, que comprende una superficie […]
Herramienta de curvado para hojas de vidrio, del 17 de Mayo de 2019, de SAINT-GOBAIN GLASS FRANCE: Herramienta de curvado para el curvado de al menos una hoja de vidrio (I, II) mediante un efecto de aspiración, que comprende una superficie de contacto […]