Espárrago de soldadura.
Espárrago de soldadura (1) provisto de una cabeza (2) formada como extremo soldable y un vástago (3) que tieneuna forma de base cilíndrica y está provisto de una rosca exterior helicoidal en donde la zona terminal del vástago(3) distanciada de la cabeza (2) presenta al menos dos caras oblicuas (4) que están inclinadas de tal manera que su distancia a partir del eje del espárrago (9) disminuye hacia el extremo del vástago (3) distanciado de la cabeza (2),
caracterizado porque la zona del extremo del vástago (3) distanciada de la cabeza (2) está formada de manera quepresenta por lo menos una gradación de diametro estrechada (11).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09153312.
Solicitante: NEWFREY LLC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1207 DRUMMOND PLAZA NEWARK DELAWARE 19711 ESTADOS UNIDOS DE AMERICA.
Inventor/es: WERNER, WOLFGANG, SCHNEIDER, JOACHIM, HORN, PETER, PIMPER,RALF, GEIST,JOACHIM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16B35/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › Bulones roscados; Bulones de anclaje; Pasadores roscados; Tornillos; Tornillos de presión Screw-bolts (clavijas para paredes F16B 13/00; tornillo que practican la rosca F16B 25/00).
- F16B35/04 F16B […] › F16B 35/00 Bulones roscados; Bulones de anclaje; Pasadores roscados; Tornillos; Tornillos de presión Screw-bolts (clavijas para paredes F16B 13/00; tornillo que practican la rosca F16B 25/00). › con una cabeza o un eje de forma particular que permite fijar el bulón sobre o en un objeto (fijación del bulón para impedir su rotación en el objeto para el empleo de piezas accesorias F16B 39/00).
- F16B37/06 F16B […] › F16B 37/00 Tuercas o piezas similares con entradas de rosca (clavijas para paredes F16B 13/00). › por soldadura o remachado.
PDF original: ES-2414655_T3.pdf
Fragmento de la descripción:
Espárrago de soldadura La invención se refiere a un espárrago de soldadura que debe soldarse utilizando el método de arco estirado, en particular para la fabricación de vehículos.
Los espárragos de soldadura del tipo especificado se utilizan habitualmente para procedimientos de montaje automatizado. En estos procedimientos el espárrago de soldadura es equipado, por ejemplo durante el montaje final en el proceso de fabricación de vehículo, con tuercas u otros fijadores a los que se aplica un momento de giro mediante unas máquinas automáticas para apretar tuercas, destornilladoras neumáticas u operadas mediante baterías. La tuerca es situada frecuentemente de modo incorrecto sobre el espárrago. Los motivos de ello incluyen el poco de tiempo de producción disponible y las condiciones espaciales en la carcasa. El resultado de estas circunstancias es que la tuerca o el espárrago no engrana correctamente con la rosca, y se produce mala colocación de la rosca. Ello destruye la rosca, y no se puede lograr la última fuerza especificada de la conexión roscada, y se requiere reparación lo que conlleva costes adicionales.
Se han propuesto soluciones para este problema en el campo de la tecnología del tornillo, ya que en este campo los procesos de montaje automatizado han sido conocidos desde hace mucho tiempo. De este modo, por ejemplo, los documentos EP 0 345 373 B1, US 5, 073, 073, US 4, 981, 406, US 5, 609, 455, y EP 0 840 859 B1 proveen opciones para evitar daños de la rosca.
Los documentos EP 0 345 373, US 5, 073, 073, y US 4, 981, 406 revelan tornillos que operan según el principio de un cabezal de guía excéntrico. La base de esta propuesta es que, incialmente, el tornillo puede ser insertado relativamente lejos dentro de la rosca hembra y puede llegar a engranar inmediatamente con las roscas correctas. Ello es posible porque la forma excéntrica o cónica de los cabezales de guía significa que tienen un diámetro más pequeño y por lo tanto se provee más espacio lateral. Después de unas rotaciones, se obtiene una conexión roscada segura y el proceso de atornillado puede ser continuado sin dañar las roscas.
El documento US 5, 609, 455 muestra un tornillo con un cabezal de guía que, inicialmente, no presenta ninguna rosca en su extremo delantero, y más abajo tiene una rosca parcial que se convierte entonces en una plena rosca. Asimismo en este caso, la idea de base es que el cabezal de guía puede empujarse relativamente lejos dentro de la rosca hembra, antes de se produzca una conexión roscada. La rotación del tornillo permite una penetración ulterior y una alineación adicional del eje del tornillo de modo que el ángulo es considerablemente más pequeño que el ángulo de paso de la rosca. De esta manera se puede reducir considerablemente el riesgo de una colocación incorrecta de la rosca.
El tornillo revelado en la EP 1 008 770 A2 utiliza dos perfiles diferentes de rosca, intencionados para lograr una guía mejorada durante el proceso del atornillado. El tornillo dispone también de una cabeza de guía completamente libre de roscas. La cabeza de guía realiza una transición hacia una zona con una rosca redonda, formada de tal manera que la rosca redonda engrana en la rosca hembra, incluso si se aplica el tornillo oblicuamente a la rosca hembra. Si se produce una colocación incorrecta de la rosca, la rosca redonda no engrana de modo suficientemente fuerte como para destruir la rosca hembra. En lugar de ello, la rosca redonda salta fuera de la rosca hembra, alineándose en la rosca correcta. Como el tornillo rota más, más roscas engranan hasta que, finalmente, engrana la rosca plenamente formada en el extremo posterior del tornillo, y se alcanza la última fuerza de la conexión roscada.
El documento US 5 304 022 A revela un perno que dispone de una cabeza estrechada y comprende unas porciones correspondientes, planas y parcialmente roscadas, que engranan en una tuerca oval con lados internos adyacentes alargados cuyos extremos están libres de roscas para permitir la alineación perno/tuerca cuando son insertados y apretados inicialmente. Adicionalmente, el perno roscado estrechado presenta una primera y/o segunda rosca de forma curvada o redondeada para permitir la auto-alineación y evitar el escopleado o la nivelación de roscas internas cuando se insertan o se atornillan en una tuerca convencional o una tuerca con forma oval.
La patente EP 1 172 326 A2 revela un perno de soldadura de metal con una cabeza que comprende un segmento de soldar y una brida que se extiende radialmente más allá del segmento de soldar, y dispone de un vástago cilíndrico provisto de una rosca externa y una junta mantenida de forma inseparable sobre el vástago, entre la cabeza y la rosca externa. La cabeza está moldeada en una sola pieza sobre el vástago cuyo diámetro es menor que el diámetro del segmento a soldar. El vástago comprende un segmento roscado que presenta un segmento terminal libre de roscas, con una parte estrechada en forma de cono truncado en su extremo, para facilitar el montaje de partes y elementos de fijación tal como tuercas o abrazaderas.
Las soluciones propuestas anteriormente presentan la desventaja de que solamente son apropiadas para procesos de atornillado en los que el tornillo está dispuesto de modo más o menos movible en el destornillador. Ello es la única manera posible para el tornillo de alinearse después de que las roscas hayan engranado correctamente, y para la realización sin daños del proceso de atornillado. Ello no es posible con espárragos de soldadura debido al uso de los mismos, ya que los espárragos de soldadura están conectados rígidamente con el material de base o la hoja metálica de base, y por lo tanto no pueden desplazarse para alinearse.
El objeto de la invención es producir un espárrago de soldadura que esté apropiado para procesos de atornillado automáticos y semiautomáticos, asegurando que las roscas encajen con un alto nivel de fiabilidad.
El objeto se logra de acuerdo con la invención mediante un espárrago de soldadura con las características especificadas en la reivindicación 1. Realizaciones ulteriores ventajosas están especificadas en las reivindicaciones dependentes.
Para poder evitar la colocación incorrecta en los procesos de atornillado que se realizan sobre espárragos de soldadura, de acuerdo con la invención se propone que el espárrago de soldadura sea equipado de al menos dos, preferentemente cuatro, caras oblicuas formadas en el extremo delantero del espárrago de soldadura (sobre el cabezal roscado) . Las caras oblicuas se encuentran en un ángulo de 3°-12°, idealmente 6°, y ello significa que unas porciones del cabezal de espárrago permanecen libres de rosca durante los procesos posteriores de la producción de roscas. Se ha mostrado en experimentos que los mejores resultados se obtienen utilizando cuatro caras oblicuas.
Adicionalmente, de acuerdo con la invención, la zona frontal delespárrago de soldadura está configurada de tal modo que se estrecha con al menos una gradación de diámetro estrechada. El resultado de la gradación de diámetro es que la rosca en la zona frontal no está formada plenamente, asistiendo de esta manera en el proceso del engranaje de roscas.
Unos experimentos han mostrado que posiciones oblicuas de la tuerca de hasta 12° pueden ser compensadas sin dificultad mediante la configuración del espárrago de soldadura de acuerdo con la invención, y no se producen daños de colocación entre el espárrago y la rosca hembra. Ello se logra debido al hecho que, cuando la tuerca está posicionada de manera oblicua, se tambalea a través de las caras oblicuas de la cabeza del espárrago, llegando de esta manera a encajar correctamente con el tornillo o la rosca del espárrago, después de un número reducido de rotaciones. La invención puede utilizarse para espárragos tanto con rosca métrica como de rosca gruesa.
Los espárragos de soldadura de acuerdo con la invención reducen la frecuencia de los daños causados por errores de roscado. No es necesario inicialmente de posicionar las tuercas manualmente para asegurarse que las roscas encajan correctamente. El resultado es una mejora de la ergonomía del sitio de trabajo, facilitando un flujo de trabajo sin perturbaciones. Los tiempos de fabricación se reducen ya que es posible realizar una cantidad considerablemente mayor con máquinas de atornillado automático.
La invención se explica en detalle más abajo, en base a las realizaciones mostradas en los dibujos en los cuales:
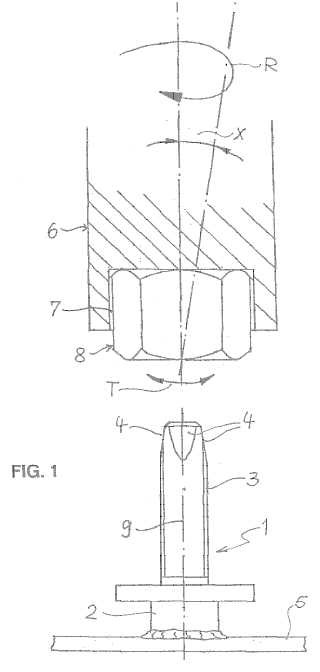
La figura 1 muestra un espárrago de soldadura soldado sobre una base antes de atornillar una tuerca sobre el mismo, la figura 2 muestra una pieza bruta prensada para la producción de un espárrago de soldadura según... [Seguir leyendo]
Reivindicaciones:
1. Espárrago de soldadura (1) provisto de una cabeza (2) formada como extremo soldable y un vástago (3) que tiene una forma de base cilíndrica y está provisto de una rosca exterior helicoidal en donde la zona terminal del vástago (3) distanciada de la cabeza (2) presenta al menos dos caras oblicuas (4) que están inclinadas de tal manera que su distancia a partir del eje del espárrago (9) disminuye hacia el extremo del vástago (3) distanciado de la cabeza (2) , caracterizado porque la zona del extremo del vástago (3) distanciada de la cabeza (2) está formada de manera que presenta por lo menos una gradación de diametro estrechada (11) .
2. Espárrago de soldadura de acuerdo con la reivindicación 1, caracterizado porque la zona del extremo del vástago (3) distanciada de la cabeza (2) presenta al menos cuatro caras oblicuas.
3. Espárrago de soldadura de acuerdo con la reivindicación 1 o 2, caracterizado porque las superficies oblicuas (4) están inclinadas en 2° a 20°, en particular 3° a 12°, preferiblemente 6°, con respecto al eje (9) del espárrago.
4. Espárrago de soldadura de acuerdo con la reivindicación 1 o 2, caracterizado porque el diámetro de la gradación de diametro (11) es ligeramente más pequeño que el diámetro menor de la rosca.
5. Espárrago de soldadura de acuerdo con una de las reivindicaciones precedentes, caracterizado porque el extremo del vástago distanciado de la cabeza presenta dos gradaciones de diámetro, siendo la primera, la gradación de diámetro delantero, más pequeña que la segunda, y siendo la segunda gradación de diámetro ligeramente más pequeña que el diámetro nominal de la rosca.
6. Espárrago de soldadura de acuerdo con una de las reivindicaciones precedentes, caracterizado porque el vástago presenta por lo menos una ranura (21) rascadora de pintura que se extiende en la dirección longitudinal del vástago y en la cual las roscas están interrumpidas.
7. Espárrago de soldadura de acuerdo con la reivindicación 6, caracterizado porque la ranura (21) rascadora de pintura se termina en una cara oblicua.
8. Espárrago de soldadura de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la ranura
(21) rascadora de pintura se extiende a lo largo de una hélice, siendo el ángulo de paso de la hélice sobre la circunferencia exterior de la rosca externa 70° a 85°, en particular 80°.
9. Método para producir un espárrago de soldadura de acuerdo con una de las reivindicaciones precedentes, caracterizado porque una pieza bruta de espárrago de metal cilindrico (10) es formada de tal modo que presenta una cabeza (12) configurada como extremo soldable, y un vástago (13) , porque la zona de extremo del vástago (13) distanciada de la cabeza (12) es formada de modo que tiene al menos una gradación de diámetro estrechada (11) y por lo menos dos caras oblicuas (4) que están inclinadas de tal manera que su distancia con respecto al eje del espárrago disminuye hacia el extremo del vástago (13) , y porque, finalmente, unas roscas se laminan dentro de la superficie circunferencial del vástago (13) en una pasada en una máquina de laminado de roscas, mediante unas matrices planas.
10. Método de acuerdo con la reivindicación 9, caracterizado porque la pieza bruta de espárrago (10) es formada de tal manera que presenta al menos una gradación de diámetro estrechada (11) en la zona de extremo del vástago
(13) distanciada de la cabeza (12) .
11. Método de acuerdo con una de las reivindicaciones 9 y 10, caracterizado porque al menos una ranura (21) rascadora de pintura que se extiende en la dirección longitudinal del vástago y en la cual las roscas están interrumpidas, se lamina en la superficie circunferencial de la pieza bruta del espárrago.
Patentes similares o relacionadas:
Perno de sellado, sistema de cierre seguro y método de cierre seguro/apertura, del 22 de Julio de 2020, de THE EUROPEAN ATOMIC ENERGY COMMUNITY (EURATOM), REPRESENTED BY THE EUROPEAN COMMISSION: Un perno de sellado para sellar un contenedor , en donde el perno de sellado está adaptado para cooperar, durante el uso, con un dispositivo […]
Sujetador relleno de resina expandible, sistema de sujetador y método para estructuras compuestas, del 3 de Junio de 2020, de THE BOEING COMPANY: Un sujetador que comprende: un árbol alargado que tiene un primer extremo , un segundo extremo y un cuerpo de árbol dispuesto entre el primer extremo […]
TORNILLO TIPO PRESIÓN, del 13 de Mayo de 2020, de WU, Yi-chang: Un tornillo de tipo presión incluye un componente de cabeza de tornillo, un miembro de varilla, un miembro de varias piezas y un componente de cabeza perforadora. […]
Clavo de tornillo que puede clavarse, del 20 de Noviembre de 2019, de Fujitomi Corporation: Clavo roscado clavado por impacto que incluye una parte roscada con un ángulo de avance de aproximadamente 45º, estando formada la parte roscada […]
DISPOSITIVO PARA FIJACIÓN REMOVIBLE DE ELEMENTOS DE URBANIZACIÓN, del 14 de Agosto de 2019, de HERRAEZ PEREZ,FRANCISCO: 1. Dispositivo para fijación removible de elementos de urbanización tales como hitos, pilonas, bolardos y similares, del tipo que comprenden: - un cuerpo tubular […]
Un perno, del 3 de Junio de 2019, de Joyner Bolt UK Limited: Un perno tiene una cabeza y un fuste para recibir una tuerca , al menos una porción de cuyo fuste está roscada, y al menos un medio de […]
Unión atornillada para unir partes de un aerogenerador, del 8 de Mayo de 2019, de GE Renewable Technologies Wind B.V: Conjunto de cojinete de inclinación de la pala y pala de un aerogenerador, que comprende por lo menos un cojinete de inclinación de la pala, por lo menos una pala y […]
Bulones roscados, del 3 de Octubre de 2018, de HILTI AKTIENGESELLSCHAFT: Bulón roscado con una sección de fijación , con una sección de ataque de la carga , en la que está dispuesta una rosca , y con una cabeza […]