Dispositivo estabilizador y proceso para la fabricación del mismo.
Un dispositivo (1) estabilizador que comprende:
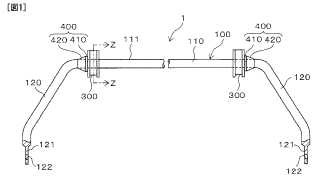
un estabilizador (100) que consiste en una parte (110) de torsión y partes (120) de brazo extendiéndosecada una desde ambos extremos de la parte (110) de torsión y formando una forma general de un corchete,
unaforma de "]",
un cojinete (300) para fijar el estabilizador (100) a una carrocería (10) de automóvil dispuesto en ambosextremos de la parte (110) de torsión,
un elemento (400; 500; 600; 700) para evitar la desalineación fabricado de resina que tiene una parte (410;510; 610; 710) de contacto que contacta con el cojinete (300), que está dispuesto de forma contigua al cojinete(300), y que está formado de manera integral con la parte (110) de torsión y cubre todo alrededor en un intervalopredeterminado de una dirección axial de la parte (110) de torsión.
caracterizado por que
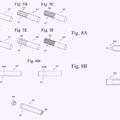
el elemento (400; 500; 600; 700) para evitar la desalineación tiene una parte (420; 520; 620; 720) inclinadaen la parte (410; 510; 610; 710) de contacto en el lado opuesto del cojinete (300), cuyo diámetro exterior se reduceya que está lejos del cojinete (300) a lo largo de una dirección axial de la parte (110) de torsión.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2009/057445.
Solicitante: NHK SPRING CO.LTD..
Nacionalidad solicitante: Japón.
Dirección: 10 Fukuura 3-chome Kanazawa-ku Yokohama-shi Kanagawa 236-0004 JAPON.
Inventor/es: KURODA,SHIGERU.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B60G21/055 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B60 VEHICULOS EN GENERAL. › B60G SUSPENSION DE VEHICULOS (vehículos de colchón de aire B60V; montajes entre el chasis y el cuerpo del vehículo B62D 24/00). › B60G 21/00 Sistemas de interconexión de varias ruedas conjugadas, suspendidas elásticamente, p. ej. para estabilizar la carrocería del vehículo teniendo en cuenta las fuerzas de aceleración, de deceleración, o las fuerzas centrífugas (B60G 17/033 tiene prioridad; dirección para ruedas orientables combinada con dispositivos para inclinar la carrocería del vehículo hacia el interior en los virajes B62D 9/02). › Barras estabilizadoras.
- F16F1/16 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16F RESORTES; AMORTIGUADORES; MEDIOS PARA AMORTIGUAR LAS VIBRACIONES. › F16F 1/00 Resortes (que funcionan con un fluido F16F 5/00, F16F 9/00). › Fijaciones o montajes.
PDF original: ES-2425495_T3.pdf
Fragmento de la descripción:
Dispositivo estabilizador y proceso para la fabricación del mismo
Campo técnico La presente invención se refiere a un dispositivo estabilizador, que puede montarse en un automóvil o similar, y se refiere a un proceso para la producción del mismo.
Antecedentes de la técnica Un estabilizador en las funciones de dispositivo estabilizador como un resorte, evita la oscilación horizontal de una carrocería de automóvil deformando una parte del brazo izquierdo y una parte del brazo derecho en direcciones opuestas entre sí, y retorciendo una parte de torsión, cuando se aplican las fases opuestas entre sí en la dirección ascendente y descendente a los mecanismos de suspensión a izquierda y derecha, cuando un automóvil que tiene tal dispositivo estabilizador pasa a través de una curva. Convencionalmente, el estabilizador se ha fijado a la carrocería de automóvil sujetando un soporte a un lado de la carrocería de automóvil con un perno a través de un cojinete de goma dispuesto en el estabilizador.
Sin embargo, debido a una carga generada por la fuerza centrífuga al pasar a través de una curva, la parte de torsión y el cojinete pueden resistir cada uno la fuerza de fricción del otro, con el fin de que se queden desalineados entre sí. Estas partes desalineadas no volverán a sus posiciones originales, incluso en el caso de que se genere una fuerza centrífuga en una dirección opuesta o en el caso de que el automóvil a continuación vaya recto, y por lo tanto, las partes se mantuvieran desalineadas de sus posiciones originales. Por lo tanto, puede haber un problema en el que no se pueden obtener los efectos estabilizadores mediante el estabilizador, un problema en el que puede aplicarse una carga excesiva en un Stabilink (chasis de montaje rápido) sujeto en ambos extremos del estabilizador, y hay un problema probable en que el estabilizador puede interferir en una parte circunferencial.
Para evitar que el cojinete se desalinee, se ha estampado un anillo de aluminio o un anillo de hierro como un elemento para evitar la desalineación. Como elemento para evitar la desalineación, se usan en total dos elementos para un estabilizador un elemento a la izquierda y otro a la derecha. Por otro lado, como un método para evitar que se desalinee el cojinete, hay un método en el que un mismo cojinete de goma se fija directamente a la parte de torsión mediante un adhesivo o mediante un proceso de curado térmico.
En un proceso para la producción de un dispositivo estabilizador hueco que tiene el anillo de aluminio como el elemento para evitar la desalineación, en primer lugar, se realiza un proceso de formación en el que se forma un tubo soldado por resistencia eléctrica cortado en una longitud predeterminada en una forma de un estabilizador mediante un trabajo en frío, a continuación, se realiza un proceso de tratamiento térmico en el que el producto a medio terminar del estabilizador se trata térmicamente, por ejemplo, por enfriamiento o por templado, a continuación, se realiza el granallado por impacto en el que el impacto se hace incidir sobre el producto a medio terminar del estabilizador, y a continuación, se realiza un proceso de recubrimiento en el que se recubre el producto a medio terminar del estabilizador. Después de eso, el anillo de aluminio, que consiste en medias partes o dos piezas, se estampa para obtener el elemento para evitar la desalineación.
Además, en un proceso para la producción de un dispositivo estabilizador hueco que tiene el anillo de hierro como el elemento para evitar la desalineación, en primer lugar, se forma una parte de brazo mediante un proceso de doblado de un tubo soldado por resistencia eléctrica cortado en una longitud predeterminada, a continuación, se dobla el tubo soldado por resistencia eléctrica y se inserta en un anillo de hierro formado en una forma de C, y a continuación, se realiza un proceso en el que se forman, mediante forjado o similar, una parte aplanada y un orificio de fijación para fijar un Stabilink en una parte de borde de la parte del brazo. Después de eso, el anillo de hierro se estampa y se realiza un proceso de recubrimiento.
Por otro lado, en el proceso para la fijación de un cojinete de goma, el cojinete de goma se forma de manera integral en la parte de torsión del estabilizador por inyección directa, y a continuación, se endurece, mediante un proceso de curado térmico. Como referencias citadas relativas a estas técnicas, pueden mencionarse los números 2001-163026 y 2001-165127 de publicación de solicitud de patente no examinada japonesa.
Sin embargo, ya que es un método para fijar en el que un anillo de aluminio que consiste en medias partes o dos piezas se estampa en la parte de torsión, el anillo de aluminio tiene una parte de conexión que es un punto débil estructural. Debido a esta parte de conexión, la fuerza del anillo de aluminio es baja. Por lo tanto, en el caso de que se aplique una carga al anillo de aluminio, la forma estampada puede romperse fácilmente. Por lo tanto, la fuerza de fijación del anillo de aluminio puede deteriorarse fácilmente, y las posiciones fijas del estabilizador en las partes izquierda y derecha de automóvil pueden desequilibrarse. Cuando el automóvil pasa a través de una curva, los efectos que el estabilizador originalmente tenía no pueden obtenerse suficientemente. Como resultado, no es un dispositivo estabilizador que tenga la fiabilidad suficiente.
Además, ya que el anillo de aluminio se estampa y se fija al producto a medio terminar del estabilizador después del recubrimiento, el anillo se fija al estabilizador a través del recubrimiento. Por lo tanto, puede depender de la fuerza de recubrimiento, que es un grado de adhesión entre el producto a medio terminar del estabilizador y el recubrimiento. Por lo tanto, en el caso de que no se obtenga la fuerza de recubrimiento original, el elemento para evitar la desalineación puede moverse con el recubrimiento, no puede obtenerse la fuerza de fijación que originalmente tenía el elemento para evitar la desalineación, y no puede obtenerse la función como el elemento para evitar la desalineación. Como resultado, no es un dispositivo estabilizador que tenga la fiabilidad suficiente. Adicionalmente, en el caso de que el elemento para evitar la desalineación sea un anillo de aluminio o un anillo de hierro, es más pesado que el elemento para evitar la desalineación fabricado de resina. Por lo tanto, no puede promoverse una reducción de peso del dispositivo estabilizador.
Además, ya que la resistencia de deformación del anillo de hierro es mayor que la del anillo de aluminio, el anillo de hierro se forma en una forma circular con el fin de que pueda estamparse fácilmente. Por lo tanto, es necesario que la parte de torsión se inserte en el anillo antes de que la parte aplanada y el orificio de fijación para fijar el Stabilink se formen, mediante forjado o similares, en la parte de borde de la parte del brazo. Es decir, es necesario que el tubo soldado por resistencia eléctrica se inserte en el anillo de hierro después de doblar el tubo soldado por resistencia eléctrica y antes de recubrir el producto a medio terminar del estabilizador. Por lo tanto, la manipulación es difícil, ya que el proceso para formar la parte aplanada y el orificio de fijación debe realizarse mientras que el anillo de hierro se mantiene con el fin de que no se deje o se quede sin estampar.
Adicionalmente, ya que el cojinete de goma requiere el proceso de curado térmico, el proceso para la producción se vuelve complicado y es caro. Además, en la inyección directa de la goma, la parte de la goma forma rebabas y sobresale desde un hueco entre una parte del reborde de un estabilizador y una parte de agarre de un molde que soporta la parte del reborde del estabilizador. Por ejemplo, se ha demostrado que las rebabas se forman incluso en el caso de que el hueco sea de aproximadamente 0, 2 mm. Por lo tanto, es necesario un proceso para eliminar las rebabas, incurriendo en costes adicionales.
El documento US 2007/085295 A1 desvela un dispositivo estabilizador que comprende un estabilizador que consiste en una parte de torsión y partes de brazo, extendiéndose cada una de ellas desde ambos extremos de la parte de torsión y formando una forma general de un corchete. Se dispone un cojinete para fijar el estabilizador a una carrocería de automóvil en ambos extremos de la parte de torsión. Se fabrica de plástico inyectado un elemento para evitar la desalineación y tiene una parte de contacto que contacta con el cojinete. El elemento para evitar la desalineación se forma, de manera integral, con la parte de torsión y cubre todo alrededor en un intervalo predeterminado de una dirección axial de la parte de torsión.
El documento US 2005/0180812... [Seguir leyendo]
Reivindicaciones:
1. Un dispositivo (1) estabilizador que comprende:
un estabilizador (100) que consiste en una parte (110) de torsión y partes (120) de brazo extendiéndose cada una desde ambos extremos de la parte (110) de torsión y formando una forma general de un corchete, una forma de "]",
un cojinete (300) para fijar el estabilizador (100) a una carrocería (10) de automóvil dispuesto en ambos extremos de la parte (110) de torsión,
un elemento (400; 500; 600; 700) para evitar la desalineación fabricado de resina que tiene una parte (410; 510; 610; 710) de contacto que contacta con el cojinete (300) , que está dispuesto de forma contigua al cojinete (300) , y que está formado de manera integral con la parte (110) de torsión y cubre todo alrededor en un intervalo predeterminado de una dirección axial de la parte (110) de torsión.
caracterizado por que el elemento (400; 500; 600; 700) para evitar la desalineación tiene una parte (420; 520; 620; 720) inclinada en la parte (410; 510; 610; 710) de contacto en el lado opuesto del cojinete (300) , cuyo diámetro exterior se reduce ya que está lejos del cojinete (300) a lo largo de una dirección axial de la parte (110) de torsión.
2. El dispositivo estabilizador de acuerdo con la reivindicación 1, en el que elemento (600; 700) para evitar la desalineación tiene la parte (620; 720) inclinada en forma de una pluralidad de nervaduras en la parte (610; 710) de contacto en el lado opuesto del cojinete (300) , cuyo diámetro exterior se reduce ya que está lejos del cojinete a lo largo de una dirección axial de la parte (110) de torsión.
3. El dispositivo estabilizador de acuerdo con la reivindicación 1, en el que el elemento (400; 500; 600; 700) para evitar la desalineación se forma con el fin de que sea de 10 a 15 mm de largo en la dirección axial de la parte (110) de torsión.
4. El dispositivo estabilizador de acuerdo con la reivindicación 1, en el que el elemento (400; 500; 600; 700) para evitar la desalineación se forma con el fin de que sea de 3 a 5 mm de espesor en la parte más gruesa.
5. El dispositivo estabilizador de acuerdo con la reivindicación 1, en el que las partes convexa y cóncava que evitan la desalineación de la parte (110) de torsión y el elemento (400; 500; 600; 700) para evitar la desalineación están dispuestas en una superficie circunferencial exterior de la parte (110) de torsión.
6. Un proceso para la producción del dispositivo (1) estabilizador, comprendiendo el proceso: un proceso de formación en el que un material de barra tiene la forma de un corchete, una forma de "]", un proceso de tratamiento térmico en el que se calienta el producto a medio terminar del estabilizador (100) , un proceso de granallado por impacto en el que el impacto se hace incidir sobre el producto a medio
terminar del estabilizador (100) , y un proceso de recubrimiento en el que se recubre el producto a medio terminar del estabilizador (100) ,
caracterizado por que un proceso de formación por inyección en el que un elemento (400; 500; 600; 700) para evitar la desalineación se forma de manera integral en una parte de reborde del producto a medio terminar del estabilizador
(100) se realiza con resina por inyección directa, en el que en el proceso de formación por inyección se forman una parte (410; 510; 610; 710) de contacto y una parte (420; 520; 620; 720) inclinada del elemento (400; 500; 600; 700) para evitar la desalineación,
en la formación de la parte inclinada, la parte inclinada se dispone en la parte de contacto en un lado opuesto a un lado del cojinete en el que debe proporcionarse un cojinete, y la parte inclinada se conforma de tal manera que se reduce un diámetro exterior de la parte inclinada, ya que está lejos del lado del cojinete a lo largo de una dirección axial de una parte de torsión del producto a medio terminar del estabilizador y
durante el proceso de recubrimiento del producto a medio terminar del estabilizador se recubre el elemento (400; 500; 600; 700) para evitar la desalineación.
7. El proceso para la producción del dispositivo estabilizador de acuerdo con la reivindicación 6,
en el que se usa un molde (810) en el proceso de formación por inyección, teniendo el molde (810) una cavidad (820) para formar el elemento (400; 500; 600; 700) para evitar la desalineación en una forma predeterminada y teniendo una parte (830) de agarre que se dispone con el fin de que sea continua con la cavidad
(820) y que soporte la parte de reborde del producto a medio terminar del estabilizador, y
en el que un hueco entre la parte de reborde y la parte (830) de agarre no es mayor que 0, 6 mm durante la inyección de dirección.
Patentes similares o relacionadas:
Articulación de rótula, del 15 de Julio de 2020, de NHK SPRING CO.LTD.: Una articulación de rótula (1b) que comprende: un perno de bola que tiene una porción de perno (10s) con un extremo que está acoplado a un cuerpo […]
Procedimiento para producir un estabilizador hueco, del 22 de Abril de 2020, de NHK SPRING CO.LTD.: Un procedimiento para fabricar un estabilizador hueco , que se proporciona en un vehículo y comprende: una porción de torsión (1a) que se extiende en la dirección […]
Unión estabilizadora y procedimiento de fabricación para la misma, del 1 de Abril de 2020, de NHK SPRING CO.LTD.: Unión estabilizadora formada mediante moldeo por inyección utilizando una resina que contiene fibras de refuerzo, que comprende una barra […]
Suspensión de eje en tándem neumática para un par de ejes traseros de un vehículo, en particular un vehículo de mercancías pesado, del 20 de Noviembre de 2019, de IVECO MAGIRUS AG: Suspensión de eje en tándem neumática para un par de ejes traseros de un vehículo, en particular un vehículo pesado de mercancías, comprendiendo […]
Tubería de acero soldada de alta resistencia de calibre grueso y resistencia eléctrica excelente en la capacidad de endurecimiento, la trabajabilidad en caliente y la resistencia a la fatiga y método de producción de la misma, del 24 de Julio de 2019, de NIPPON STEEL CORPORATION: Tubería de acero soldada de alta resistencia de calibre grueso y resistencia eléctrica excelente en la capacidad de endurecimiento, la trabajabilidad en […]
 Barra estabilizadora y método para su fabricación, del 26 de Junio de 2019, de NHK SPRING CO.LTD.: Método para fabricar una barra estabilizadora , comprendiendo el método:
preparar una barra de soporte sólida o una barra de soporte hueca hecha de un […]
Barra estabilizadora y método para su fabricación, del 26 de Junio de 2019, de NHK SPRING CO.LTD.: Método para fabricar una barra estabilizadora , comprendiendo el método:
preparar una barra de soporte sólida o una barra de soporte hueca hecha de un […]
Casquillo para estabilizador y método de fijación, del 19 de Junio de 2019, de NHK SPRING CO.LTD.: Un casquillo para un estabilizador, que comprende: una parte de orificio (100A, 200A) en la cual se inserta una barra del estabilizador […]
Método de fabricación de estabilizador y dispositivo de calentamiento, del 13 de Junio de 2019, de NHK SPRING CO.LTD.: Un método para producir un estabilizador usando un miembro hueco (100A) que incluye una parte de sección transversal variable (114, 114A, 115, 115A) en […]