Cristal de gafas con lado delantero esférico y lado trasero multifocal, así como procedimiento para su fabricación.
LA INVENCION SE REFIERE A UNA LENTE PARA GAFAS CON UNA CARA DELANTERA ESFERICA O SIMETRICAMENTE ASFERICA Y UNA CARA TRASERA (SUPERFICIE DE RECETA).
CONFORME A LA INVENCION, TODAS LAS ESPECIFICACIONES INDIVIDUALES DE LA RECETA DE UNAS GAFAS, COMPUESTAS DE UN EFECTO ESFERICO Y ASTIGMATICO Y PRISMATICO Y SU DISTRIBUCION SOBRE LOS EJES X E Y EN LA SUPERFICIE DE LA LENTE, VIENEN SATISFECHAS POR LA SUPERFICIE DE RECETA, MIENTRAS QUE LA SUPERFICIE TRASERA DE LA LENTE ES UNA SUPERFICIE MULTIFOCAL SIN SIMETRIA DE PUNTOS Y/O EJES. EL PROCEDIMIENTO CONFORME A LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE FABRICACION DE LENTES PARA GAFAS CON EFECTO MULTIFOCAL. CONFORME A LA INVENCION, LAS VARIANTES DE UNA PRIMERA LENTE, O DE ALGUNAS POCAS LENTES PARA GAFAS, OBTENIDAS CONFORME A UN PLANTEAMIENTO PREVIO DEL DISEÑO, A PARTIR DE SEMIFABRICADOS CON SUPERFICIES FRONTALES ESFERICAS O ASFERICAS, SIMETRICAS CONVEXAS CON UNOS DIEZ RADIOS DIFERENTES, SE FABRICAN DE MANERA QUE LA ADAPTACION TOTAL DEL EFECTO DIOPTRICO QUE SE PRECISA INDIVIDUALMENTE SE OBTIENE CON UNA SUPERFICIE DE FORMA LIBRE LA CARA DE LA LENTE CONTIGUA AL OJO, CUYA FORMA SE DERIVA DE UN CALCULO DE OPTIMIZACION INDIVIDUAL CON LOS RESULTADOS DEL DISEÑO COMO PUNTO DE PARTIDA DE LA OPTIMIZACION.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E97121716.
Solicitante: Carl Zeiss Vision GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Turnstrasse 27 73430 Aalen ALEMANIA.
Inventor/es: HOF, ALBRECHT, DR., HANSSEN, ADALBERT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24B41/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 41/00 Elementos constitutivos de maquinas o dispositivos abrasivos tales como bastidores, bancos, cabezales, carros. › Soportes de piezas, p. ej. lunetas regulables (B24B 37/27 tiene prioridad).
- G02C7/02 FISICA. › G02 OPTICA. › G02C GAFAS; GAFAS DE SOL O GAFAS PROTECTORAS EN LA MEDIDA EN QUE SUS CARACTERISTICAS SON LAS MISMAS QUE LAS DE LAS GAFAS; LENTES DE CONTACTO. › G02C 7/00 Piezas ópticas (caracterizadas por el material de que están hechas G02B 1/00). › Cristales; Sistemas de cristales.
- G02C7/06 G02C 7/00 […] › bifocales; multifocales.
Fragmento de la descripción:
Cristal de gafas con lado delantero esférico y lado trasero multifocal, así como procedimiento para su fabricación.
La invención concierne a un procedimiento para fabricar una lente de gafas con un lado delantero esférico o asférico con simetría de rotación y un lado trasero (superficie de receta).
Las lentes de gafas se diferencian en las de un único coeficiente de refracción y las de varios, pero al menos dos, coeficientes de refracción diferentes. Los coeficientes de refracción diferentes sirven para permitirle al usuario con poder de acomodación limitado o perturbado una visión impecable al menos en los dominios cercano y lejano.
Los coeficientes de refracción diferentes pueden presentarse en pasos discretos (bifocal, trifocal) o en una transición progresiva como una superficie de visión progresiva.
Por motivos estéticos y técnicos de fabricación, se disponen actualmente superficies con coeficiente de refracción variable preferiblemente en el lado delantero de una lente de gafas. Se trabaja con un número limitado de superficies multiespesor (superficies de visión progresiva), ya que en el esmerilado fino o el pulido es necesaria para cada clase de superficie a producir una herramienta individual. Estas herramientas tienen que fabricarse, almacenarse y mantenerse para cada clase de superficie.
No obstante, para conseguir para cada usuario la acción dióptrica correcta (esférica, astigmática y prismática) al menos en puntos determinados de la lente de las gafas (especialmente en los puntos de referencia para lejos y para cerca), la superficie trasera de la lente de gafas es provista en general de una superficie de receta esférica o tórica que se produce con máquinas convencionales de mecanización óptica. Una acción tórica más intensa en el lado delantero de una lente de gafas ofrece un aspecto muy antiestético.
La lente de gafas se describe en el presente uso del lenguaje por medio de los valores para esfera, astigmatismo y prisma que alcanza dicha lente de gafas en los puntos de referencia lejano y cercano. En todos los demás puntos de la lente de gafas se pueden fijar valores diferentes de éstos, de modo que la acción dióptrica puede ser descrita por medio de funciones en coordenadas x, y.
Es sabido que las superficies de cristales de gafas con acción multiespesor sólo muestran resultados de corrección óptimos para la constelación de diseño. Si se utiliza una superficie multiespesor con una superficie de receta diferente de la constelación de diseño, se producen mermas en la calidad de la imagen. Para evitar esto se ha descrito, por ejemplo, en el documento DE 42 10 008 A1 un procedimiento en el que se aplica también sobre el lado trasero una superficie adicional de conformación libre con pequeñas desviaciones respecto de la esfera/toro.
Posibilidades técnicas de fabricación ampliadas, especialmente una mecanización directa con servoútiles rápidos para la fabricación de lentes de gafas de plástico, hacen posible producir superficies ópticas utilizables incluso con una forma fuertemente asimétrica. No son necesarias aquí operaciones adicionales o bien se necesitan solamente operaciones adicionales muy cortas con una herramienta plana (pulido). No tienen que utilizarse herramientas especialmente ajustadas a una superficie. Por este motivo, con esta nueva técnica se puede producir con un número pequeño de herramientas un gran número de superficies diferentes, lo que hasta ahora no ocurría así.
Como alternativa, se pueden utilizar también procedimientos en los que una herramienta con corte geométricamente definido (fresado) o geométricamente indefinido (esmerilado) se acopla localmente con la pieza de trabajo.
En el documento US 2,878,721 se describe una lente multifocal de gafas en la que la superficie multifocal está situada preferiblemente en el lado trasero, es decir, en el lado del cristal de las gafas que queda vuelto hacia el ojo. La otra superficie tiene una forma esférica, tórica o cilíndrica. La superficie multifocal se describe en forma de polinomios definidos por sectores que tienen continuamente en los puntos de intersección al menos unas primeras derivadas y que a ser posible tienen también continuamente unas segundas derivadas p, q, r, s, t. Para obtener una superficie cóncava, como la que es necesaria usualmente para un lado interior de un cristal de gafas, se añade una superficie esférica, tórica o cilíndrica a la superficie multifocal, de modo que se consigue la acción de, por ejemplo, 6 dpt en una zona. La adaptación al usuario individual se realiza expresamente con la primera superficie.
En la columna 9, líneas 47 y siguientes, se describe expresamente la adición de diferentes porciones de superficie. No está presente ninguna insinuación referente a una optimización de las superficies conforme a las circunstancias individuales.
En el documento DE 18 05 561 se describe una lente de gafas con una gran fuerza de refracción y un astigmatismo prefijado. Se indica un método referente a cómo se corrige el astigmatismo con ayuda de cortes de elipses. La estrategia de corrección se amplía a superficies segmentadas cuyos segmentos poseen fuerzas de refracción diferentes. En el caso más sencillo, se obtiene un cristal bifocal y la transición al cristal de visión progresiva se materializa incrementando el número de sectores.
Se aplica la superficie sectorizada sobre el lado delantero o el lado trasero. El astigmatismo puede ser tenido en cuenta en el lado delantero o en el lado trasero. Se aplica la superficie sectorizada sobre una esfera o sobre un toro/cilindro. Se hace referencia al torneado
como procedimiento de fabricación y se parte de una esfera como superficie de arranque. Se obtiene una esfera rotacionalmente simétrica. No se discute la adaptación al caso de uso individual.
En el documento DE 42 10 008 A1 se describe una lente de gafas con una superficie multiespesor y una superficie de receta de conformación libre.
En el informe de Guilino, Barth, Neue progressive Flächen, DOZ, 11 de Noviembre de 1980, páginas 20 y siguientes, se describe la construcción de una superficie de visión progresiva con ayuda de cortes de conos. Es sabido que las superficies descritas se han aplicado/se aplican sobre el lado delantero del cristal. El lado trasero se configura con una esfera o un toro/cilindro para adaptarlo al caso individual.
El documento US 3,797,922 revela una lente oftálmica polifocal con superficie trasera polifocal y superficie delantera conformada individualmente de la manera usual. La superficie delantera tiene, por ejemplo, un contorno esférico convencional.
El documento EP 0 341 988 A1 revela un conjunto de lentes oftálmicas multifocales en el que un pequeño elemento de lente para el dominio cercano está pegado sobre la superficie ocular de una lente grande. La superficie delantera de la lente grande presenta al menos una superficie plana o una superficie esférica sencilla. La superficie trasera puede presentar una superficie tórica.
El documento EP 0 809 126 A1 revela una lente multifocal progresiva en la que se ha aplicado la progresión al lado vuelto hacia el ojo. En este lado se puede incorporar también un toro para la corrección de astigmatismo.
El cometido de la invención consiste en proporcionar un procedimiento para fabricar una lente de gafas que se oriente a las necesidades individuales del usuario posterior, que sea muy rápido y que parta de una lente bruta (puramente esférica o esférica con simetría de rotación) que se pueda fabricar en forma bastante sencilla. El procedimiento deberá permitir la fabricación barata de lentes de gafas.
Este problema se resuelve según la invención con la parte caracterizadora de la primera reivindicación.
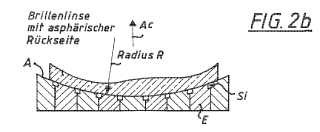
A diferencia de la solución practicada en todas partes para cristales de gafas con acción multifocal, en la lente de gafas fabricada de la manera preconizada por la invención el lado delantero de dicha lente tiene siempre una superficie esférica o una superficie esférica sencilla rotacionalmente simétrica. Mediante esta superficie se determina sustancialmente el combado de la lente de gafas terminada.
El lado trasero es una superficie de receta multifocal individualmente optimizada que satisface los requisitos de corrección dióptrica respecto de la acción esférica, astigmática y prismática para la respectiva condición de uso...
Reivindicaciones:
1. Procedimiento para fabricar lentes (1) de gafas con una superficie de visión progresiva, caracterizado porque la lente (1) de gafas se fabrica a partir de productos semielaborados con superficies delanteras convexas (2) esféricas o asféricamente simétricas en rotación, con pocos radios diferentes, de modo que se efectúe la adaptación completa de la acción dióptrica individualmente necesaria con la superficie trasera (3) de la lente (1) de gafas configurada como superficie de visión progresiva.
2. Procedimiento para fabricar lentes (1) de gafas según la reivindicación 1, caracterizado porque la superficie trasera (3) se obtiene por mecanización directa.
3. Procedimiento para fabricar lentes (1) de gafas según la reivindicación 2, caracterizado porque la mecanización directa comprende un proceso de torneado y/o un proceso con corte definido y/o un proceso con corte indefinido.
4. Procedimiento para fabricar lentes (1) de gafas según una de las reivindicaciones anteriores, caracterizado porque, partiendo de una superficie de arranque previamente determinada, se realiza al menos una optimización individual de la forma de la superficie trasera (3) para el usuario posterior, de modo que se fijen los valores de receta dióptricos en todos los puntos o en un número finito de puntos muy próximos uno a otro sobre la superficie (3) del cristal (1) de gafas que queda vuelta hacia el ojo (6).
5. Procedimiento para fabricar lentes (1) de gafas según la reivindicación 4, caracterizado porque los valores de receta dióptricos comprenden esfera y astigmatismo.
6. Procedimiento para fabricar lentes (1) de gafas según la reivindicación 4 ó 5, caracterizado porque los valores de receta dióptricos comprenden prisma y/o los puntos lejano y/o cercano y/o la distancia al vértice de la córnea y/o aniseiconía y/o la inclinación hacia delante de la montura y/o la forma de la montura y/o el centrado y/o la distancia entre las pupilas y/o situaciones de uso especiales.
7. Procedimiento para fabricar lentes (1) de gafas según una de las reivindicaciones 4 a 6, caracterizado porque se prefijan como valores de arranque unos puntos de apoyo situados no demasiado juntos uno a otro con acción esférica, astigmática y prismática definida y porque se calcula la superficie trasera (3) con una ponderación determinada de las magnitudes objetivo.
8. Procedimiento para fabricar lentes (1) de gafas según la reivindicación 7, caracterizado porque la ponderación se realiza con funciones de peso discretas o continuas.
9. Procedimiento para fabricar lentes (1) de gafas según una de las reivindicaciones 7 u 8, caracterizado porque las magnitudes objetivo son funciones objetivo discretas o continuas.
10. Procedimiento para fabricas lentes (1) de gafas según una de las reivindicaciones 7 a 9, caracterizado porque los puntos de apoyo forman una rejilla.
11. Procedimiento para fabricar lentes (1) de gafas según una de las reivindicaciones 7 a 10, caracterizado porque los puntos de apoyo se disponen a la distancia de 3 mm.
12. Procedimiento para fabricar lentes (1) de gafas según una de las reivindicaciones 7 a 11, caracterizado porque en la optimización se compensan individualmente las acciones secundarias prismáticas según el requisito de visión binocular, teniéndose en cuenta posibles acciones dióptricas diferentes para los ojos derecho e izquierdo (6).
13. Procedimiento para fabricar lentes (1) de gafas según una de las reivindicaciones anteriores, caracterizado porque están previstos diez radios diferentes de las superficies delanteras convexas (2).
14. Procedimiento para fabricar lentes (1) de gafas según una de las reivindicaciones anteriores, caracterizado porque, para alojar los productos semielaborados con superficies delanteras convexas (2) esféricas o asféricas con simetría de rotación para la mecanización del lado trasero (3), está previsto un número de sujetadores adecuados correspondientemente igual o menor que el número de productos semielaborados con superficies delanteras diferentes (2), efectuándose la sujeción de la lente (1) de gafas a mecanizar sin más materiales auxiliares.
15. Procedimiento para fabricar lentes (1) de gafas según la reivindicación 14, caracterizado porque los sujetadores comprenden herramientas de sujeción.
16. Procedimiento para fabricar lentes (1) de gafas según la reivindicación 15, caracterizado porque las herramientas de sujeción comprenden mandriles de sujeción por vacío.
Patentes similares o relacionadas:
Ajuste de una lente de gafas dependiente de la luminosidad, del 22 de Julio de 2020, de RODENSTOCK GMBH: Procedimiento para ajustar una lente individual para como mínimo un ojo de un usuario de gafas, que comprende: - Establecimiento de una situación […]
Un método para optimizar la geometría de una lente oftálmica semi-acabada en un conjunto de lentes oftálmicas semi-acabadas, del 15 de Julio de 2020, de Carl Zeiss Vision, Inc: Un método para optimizar la geometría de al menos una lente oftálmica semi-acabada en un conjunto de lentes oftálmicas semi-acabadas que […]
Lente polarizante de policarbonato aromático, del 15 de Julio de 2020, de MITSUBISHI GAS CHEMICAL COMPANY, INC.: Lente polarizante, que se forma estirando una película de poli(alcohol vinílico) y tiñendo la película con un tinte dicroico, uniendo una lámina de policarbonato […]
Lente de gafas y procedimiento para su fabricación, del 8 de Julio de 2020, de Carl Zeiss Vision International GmbH: Lente de gafas (60, 70, 80, 90, 102, 110a, 110b) que comprende - un primer grupo de elementos de volumen, comprendiendo el primer grupo de elementos […]
Lente de gafas y procedimiento para su fabricación, del 1 de Julio de 2020, de Carl Zeiss Vision International GmbH: Lente de gafas (60, 70, 80, 90, 102, 110a, 110b) que comprende - un primer grupo de elementos de volumen, comprendiendo el primer grupo de elementos de volumen una pluralidad […]
Lente difractiva multifocal oftálmica, del 1 de Abril de 2020, de VSY Biyoteknoloji Ve Ilac Sanayi Anonim Sirketi: Lente multifocal oftálmica , que comprende, como mínimo, puntos focales para la visión de cerca, intermedia y de lejos, que tiene un cuerpo de lente […]
LENTE OFTÁLMICA PARA CONVERSIÓN ESPECTRAL DE LA LUZ Y MÉTODO PARA FABRICARLA, del 26 de Marzo de 2020, de FUNDACIÓN IDONIAL: Lente oftálmica para conversión espectral de la luz y método para fabricarla. La lente para conversión espectral de la luz que incluye una lámina de vidrio […]
Producto óptico, lente para gafas y gafas, del 11 de Marzo de 2020, de TOKAI OPTICAL CO., LTD: Un producto óptico que consiste en una base y una película óptica multicapa en una o ambas superficies de la base, satisfaciendo la película de multicapa […]