PROCEDIMIENTO DE CONTROL DE HORNOS DE CALENTAMIENTO.
Procedimiento de control de hornos de calentamiento, que permite controlar la temperatura de la carga,
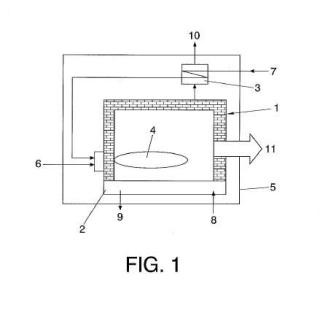
donde se considera un volumen cerrado (5) en el que se calienta una carga mediante un flujo de energía de entrada (6, 7, 8) y se produce un flujo de energía de salida (9, 10, 11), comprendiendo determinar un tiempo de permanencia para que todo punto de la carga alcance una temperatura objetivo, considerándose que antes el ciclo térmico se encuentra en un régimen transitorio donde la energía de entrada (6, 7, 8) es igual a la energía de salida (9, 10, 11) más una variación de energía almacenada en el volumen cerrado (5) que comprende energía para calentar dicho volumen cerrado (5), mientras que a partir del tiempo de permanencia el ciclo térmico se encuentra en un régimen estacionario donde la energía de entrada (6, 7, 8) es igual a la energía de salida (9, 10, 11), comprendiendo el procedimiento controlar el consumo de combustible necesario para generar la energía de combustión (6), considerándose que se ha alcanzado el régimen estacionario cuando dicho consumo se mantiene constante.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201290077.
Solicitante: Gerdau Investigación y Desarrollo Europa, S.A. .
Nacionalidad solicitante: España.
Inventor/es: GONZALEZ GARCIA,JOSE RAMON, ROLDAN SALCES,Fernando.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F27D19/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F27 HORNOS; APARATOS DE DESTILACIÓN. › F27D PARTES CONSTITUTIVAS O ACCESORIOS DE LOS HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN LA MEDIDA EN QUE SON COMUNES A MAS DE UN TIPO DE HORNO (aparatos de combustión F23; calefacción eléctrica H05B). › Disposición de los dispositivos de control.
Fragmento de la descripción:
Procedimiento de control de hornos de calentamiento
CAMPO TÉCNICO DE LA INVENCIÓN
La presente invención se refiere a un procedimiento de control de hornos de calentamiento, que tiene especial aplicación en la industria metalúrgica, y más concretamente en el ámbito de los hornos de calentamiento de lingotes o piezas metálicos de grandes dimensiones, si bien la invención puede ser aplicada en cualquier tipo de horno de calentamiento destinado a cualquier otra industria, como por ejemplo la industria de la cerámica.
El procedimiento de la invención permite controlar la temperatura en cualquier punto del elemento a calentar, en adelante carga, durante la ejecución de cualquier ciclo térmico de calentamiento en un horno.
ANTECEDENTES DE LA INVENCIÓN
En los hornos de calentamiento existentes en la actualidad para la realización de tratamientos térmicos en lingotes o cualquier otro tipo de pieza, se plantea la necesidad de que toda la masa, incluyendo el núcleo, del lingote o pieza alcance una determinada temperatura, dado que en el caso de que el lingote o la pieza no alcanzara dicha temperatura en su interior, se podrían producir graves problemas en procesos o tratamientos térmicos posteriores.
En la actualidad, en este tipo de hornos, existe la limitación consistente en que no es posible medir la temperatura en el interior de una pieza de una forma no destructiva.
Existe un retraso entre la temperatura de la cámara del horno Th y la de la pieza Tp.
La temperatura de la cámara del horno Th se mide mediante termopares de zona. El control de la temperatura se regula mediante programadores que permiten ajustar con bastante precisión la temperatura de la cámara del horno con respecto a la temperatura programada en el ciclo de calentamiento.
La temperatura de la superficie de la pieza se puede controlar mediante termopares de contacto.
Una vez alcanzada la temperatura objetivo bien en la cámara del horno bien en la superficie de la pieza mediante una serie de cálculos más o menos precisos se calcula el tiempo que tarda el resto de la pieza en alcanzar la temperatura objetivo.
Estos datos se suelen encontrar tabulados en tablas para determinados tipos de aceros y dimensiones de pieza.
Las técnicas más modernas incorporan herramientas de simulación por elementos finitos.
Ambos métodos tanto las tablas como los modelos de simulación son más o menos precisos en tanto en cuanto se ajusten a las condiciones para las que fueron calculadas. En el momento en que algunos de los parámetros para los que fueron calculados varíen, tales como la composición del acero, las dimensiones de la pieza o la coexistencia de piezas de diferentes dimensiones dentro del horno o incluso la composición de la atmosfera del horno y por ende las propiedades de transmisión de calor, los resultados de los cálculos también pueden variar de forma significativa.
Asimismo, otro factor de incertidumbre es que no los modelos de simulación y los datos teóricos de las tablas para obtener los resultados por extrapolación no tienen en consideración la situación real del horno y de la carga en el momento de la medida. En este sentido, el cálculo del tiempo de permanencia en el interior del horno de las piezas, es un valor sustancialmente constante que se utiliza independientemente de las condiciones del horno en cada momento. Por ejemplo, un horno nuevo es más eficaz energéticamente que un horno viejo, por lo que sus condiciones de operación difieren sustancialmente, lo cual no es considerado por los modelos de simulación.
En la práctica, para evitar problemas de calentamiento insuficiente del núcleo, lo que se viene haciendo es mantener un tiempo excesivo la pieza dentro del horno, con el objeto de asegurar su calentamiento, sin embargo, esta práctica supone un gasto energético extra, además de que incrementa el tiempo de producción de manera innecesaria.
Por otra parte, los ciclos de tratamientos térmicos, contemplan un tiempo de empapamiento o permanencia a una temperatura determinada para asegurar que toda la sección de la pieza alcanza una misma temperatura. Además, en muchos casos, metalúrgicamente se requieren tiempos de mantenimiento en determinado rangos de temperatura que favorezcan fenómenos como la difusión, globulización, cambios de fase, etc. Todas estas acciones no pueden ser llevadas a cabo con precisión en los hornos actuales, tal y como se ha expuesto anteriormente.
En otros casos, la incertidumbre sobre el momento adecuado para dar por concluido un ciclo térmico da lugar a tiempos de proceso excesivos que generan efectos colaterales perniciosos para la pieza objeto de tratamiento, algunos fácilmente identificables, como por ejemplo incrementos de los consumos o incrementos de las pérdidas por oxidación, y otros efectos que son menos inmediatos pero igualmente perniciosos, como por ejemplo descarburación superficial, crecimiento excesivo de grano, etc.
Actualmente no se tienen en cuenta todos estos aspectos, así como situaciones o circunstancias puntuales que afectan también el rendimiento energético del proceso, como puede ser que se haya quedado una puerta del horno abierta, un cierre incorrecto de la válvula de salida de humos, etc.
En definitiva, en los tratamientos térmicos llevados a cabo en hornos de calentamiento, el tiempo y la temperatura son los factores principales que intervienen en el tratamiento, siendo necesario fijar dichos factores de antemano de acuerdo con la composición del acero, la forma y el tamaño de las piezas a tratar, la distribución de la carga en el horno y las características que se desean obtener, lo que pone de manifiesto la importancia de controlar dichos factores de manera precisa durante el funcionamiento de los hornos de calentamiento.
DESCRIPCIÓN DE LA INVENCIÓN
La presente invención se refiere a un procedimiento de control de hornos de calentamiento, que permite controlar la temperatura en cualquier punto del elemento a calentar, en adelante carga, durante la ejecución de cualquier ciclo térmico de calentamiento o enfriamiento controlado, en un horno. Asimismo, el procedimiento permite y control completo de todas las variables que intervienen en las transformaciones TTT, tiempo-temperatura-transformación, en tratamientos térmicos de materiales.
Preferentemente el procedimiento de la invención se aplica a hornos fijos para ciclos de calentamiento y tratamiento térmico de piezas y productos de acero, si bien la invención es aplicable para cualquier material y dimensiones de la carga, así como a cualquier tipo de horno, ya sea de gas, eléctrico o de inducción.
En la presente descripción, se entiende por carga el material objeto de calentamiento, que puede ser una pieza de gran tamaño y geometría de sección muy diversa, varias piezas o barras de diferente tamaño y disposición, etc.
En el procedimiento de control de hornos de calentamiento que la invención propone, se considera al propio horno de calentamiento como un volumen cerrado en cuyo interior se puede realizar un ciclo térmico de calentamiento de una carga, aunque tal y como se ha comentado con anterioridad, dicho ciclo térmico también puede ser de enfriamiento.
Dicho ciclo térmico se lleva a cabo mediante un flujo de energía de entrada a través del volumen cerrado, donde dicha energía de entrada comprende energía de combustión, energía entrante de aire y energía entrante de carga. Asimismo a través del volumen cerrado se produce un flujo de energía de salida que comprende energía saliente de carga, energía saliente de gases y pérdidas de energía.
Pues bien, de acuerdo con la invención, el procedimiento comprende determinar, con precisión y considerando el estado y las condiciones reales y no teóricas del horno, un tiempo de permanencia de la carga dentro del horno para que todo punto de dicha carga, tanto su superficie como su punto más frío generalmente próximo al núcleo de la pieza, haya alcanzado una determinada temperatura objetivo.
Para ello, se considera que antes de dicho tiempo de permanencia el ciclo térmico se encuentra en un régimen transitorio en el que, de acuerdo un balance de energía, el valor de energía de entrada es igual al valor de energía de salida, por un lado, más un valor de variación de energía almacenada en el interior del volumen cerrado, donde dicha variación de energía almacenada comprende energía necesaria para calentar toda la masa que se encuentre en dicho volumen cerrado. Asimismo, a partir del tiempo de permanencia el ciclo térmico se encuentra en un régimen estacionario en el que el valor de energía de entrada es igual al valor de energía de salida.
De...
Reivindicaciones:
1. Procedimiento de control de hornos de calentamiento, en el que dicho horno (1) de calentamiento se considera un volumen cerrado (5) en cuyo interior se puede realizar un ciclo térmico de calentamiento de una carga mediante un flujo de energía de entrada (6, 7, 8) que comprende energía de combustión (6) , energía entrante de aire (7) y energía entrante de carga (8) , produciéndose asimismo un flujo de energía de salida (9, 10, 11) que comprende energía saliente de carga (9) , energía saliente de gases (10) y pérdidas de energía (11) , caracterizado porque el procedimiento comprende determinar un tiempo de permanencia de la carga dentro del horno (1) para que todo punto de dicha carga haya alcanzado una determinada temperatura objetivo, estableciéndose el siguiente balance de flujo de energía a través del volumen cerrado (5) en base a la unidad de tiempo: Energía de combustión (6) + Energía entrante de aire (7) + Energía entrante de carga (8) = Energía saliente de carga (9) + Energía saliente de gases (10) + Pérdidas de energía (11) ± Variación de Energía, considerándose que antes de dicho tiempo de permanencia el ciclo térmico se encuentra en un régimen transitorio en el que el valor de energía de entrada (6, 7, 8) es igual al valor de energía de salida (9, 10, 11) , por un lado, más un valor de variación de energía almacenada en el interior del volumen cerrado (5) que comprende energía necesaria para calentar dicho volumen cerrado (5) , por otro lado, mientras que a partir del tiempo de permanencia el ciclo térmico se encuentra en un régimen estacionario en el que el valor de energía de entrada (6, 7, 8) es igual al valor de energía de salida (9, 10, 11) , comprendiendo el procedimiento detectar de manera continua durante dicho ciclo térmico consumo de combustible necesario para generar la energía de combustión (6) , considerándose que se ha alcanzado el régimen estacionario cuando dicho consumo de combustible se mantiene constante, de forma que la carga ha alcanzado la temperatura objetivo en toda su masa cuando la Variación de Energía es nula, por lo que el consumo de gas se mantiene constante.
2. Procedimiento según la reivindicación 1, que comprende controlar de manera instantánea durante el ciclo térmico el consumo de combustible necesario para generar la energía de combustión (6) y tratar informáticamente dicha información sobre consumo de combustible para controlar en tiempo real la temperatura de la carga.
3. Procedimiento según la reivindicación 2, que comprende determinar en tiempo real el estado de mantenimiento de un determinado horno (1) mediante comparación durante su funcionamiento de la información detectada de consumo de combustible con información teórica de consumo de combustible para un funcionamiento óptimo de dicho horno (1) para una determinada carga (5) y un determinado ciclo térmico.
Patentes similares o relacionadas:
Procedimiento y dispositivo para la detección de variables en la salida de un recipiente metalúrgico, del 22 de Julio de 2020, de REFRACTORY INTELLECTUAL PROPERTY GMBH & CO. KG: Procedimiento para la detección de variables en una salida de un recipiente metalúrgico, en el que la medición y la evaluación se realizan mediante al […]
Dispositivo y procedimiento para medir la forma de una porción de pared de un horno de coque, del 15 de Julio de 2020, de Centre de Pyrolyse du Charbon de Marienau: Un dispositivo para medir una forma de una porción de pared de un horno de coque , comprendiendo el dispositivo : - una caja […]
Procedimiento y sistema para determinar la masa de materia prima en un transportador, del 22 de Abril de 2020, de Arcelormittal: Un procedimiento para determinar una masa de materia prima descargada por un transportador durante un primer intervalo de tiempo Δt en un horno metalúrgico , […]
Procedimiento para el funcionamiento de un horno vertical, en particular de un alto horno, del 22 de Abril de 2020, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para el funcionamiento de un horno vertical, en particular de un alto horno, en el que se introduce al menos un gas en el horno , caracterizado […]
Método para operar un ciclón de fundido, del 15 de Abril de 2020, de Tata Steel Nederland Technology B.V: Un método para operar un ciclón de fundido para controlar las acumulaciones del material de alimentación metalífero en el interior del ciclón de fundido , en donde […]
Dispositivo para detectar el caudal de gases que salen de una chimenea de un horno para la cocción de productos cerámicos y horno para la cocción de productos cerámicos provisto de dicho dispositivo, del 11 de Marzo de 2020, de SACMI FORNI S.P.A.: Un dispositivo para detectar el caudal de los gases que salen de una chimenea de un horno para la cocción de productos cerámicos; el horno incluye un […]
Dispositivo programable para regular el aporte de calor en la preparación de comidas, del 9 de Enero de 2020, de BLASI DONADEU, Miguel Ángel: 1. Dispositivo programable para regular el aporte de calor necesario para la preparación de comidas, aplicable a una conducción (C) de suministro de energía, eléctrica […]
Horno y procedimiento para el funcionamiento de un horno, del 8 de Enero de 2020, de MAERZ OFENBAU AG: Horno con al menos dos cubas verticales , que presentan cada una de ellas una alimentación de material de combustión en su extremo superior […]